|
|
Режим ручной сварки титана и его сплавов неплавящимся электродом в среде аргона ⇐ ПредыдущаяСтр 3 из 3 Таблица 7.23
Практическое занятие Особенности ручной дуговой сварки неплавящимся электродом в защитном газе в различных пространственных положениях
Особенности и технология сварки неплавящимся электродом Сварку можно выполнять как с присадкой, так и без нее. Для качественной сварки металлов, особенно тонколистовых, следует обеспечить точную сборку и подгонку свариваемых кромок. Аргоно дуговую сварку вольфрамовым электродом применяют для стыковых, угловых, нахлесточных соединений в разных пространственных положениях. Форма подготовки кромок зависит от толщины соединяемых элементов и возможности производить сварку с одной или двух сторон. Так, например, стыковые соединения стали толщиной до 3-4 мм, а алюминия до 5—6 мм свариваются без скоса кромок. Проплавление корня шва стыкового соединения с разделкой кромок обычно осуществляется без присадочной проволоки, затем разделка заполняется расплавленным металлом за необходимое число проходов с подачей присадочной проволоки. При необходимости ведения процесса на вертикальной плоскости шов следует выполнять сверху вниз для толщин до 5 мм и снизу вверх для больших толщин. В этих случаях сварку рекомендуется выполнять одновременно с двух сторон. При использование такого приема можно сваривать встык элементы,например из алюминиевого сплава толщиной до 16 мм. Сварка горизонтальных стыковых швов на вертикальной плоскости и потолочных стыковых швов затруднена из-за вероятности вытекания расплавленного металла из сварочной ванны, поэтому их следует избегать; там,где избежать таких швов нельзя, их выполняют с разделкой кромок в несколько проходов. Для формирования корня шва можно использовать медные или стальные съемные подкладки, флюсовую подушку. При сварке активных металлов необходимо не только получить хороший провар в корне шва, но и обеспечить защиту от воздуха с обратной стороны расплавленного и нагретого металла. Это достигается использованием медных и других подкладок с канавками, в которых подается защитный инертный газ. При сварке труб и закрытых сосудов газ пропускают внутрь сосуда. При соединении встык металла толщиной до 10 мм ручную сварку ведут справа налево. Присадочный пруток при ручной сварке тонколистового материала вводят не в столб дуги, а несколько сбоку возвратно-поступательными движениями. При автоматической и полуавтоматической сварке электрод располагают перпендикулярно поверхности изделия. Угол между ним и присадочной проволокой(обычно ф 2-4 мм) должен приближаться к 90°. В большинстве случаев присадочная проволока подается в головную часть сварочной ванны и находится впереди дуги походу сварки. Вылет конца электрода из сопла не должен превышать 3— 5 мм,а при сварке угловых швов и стыковых с глубокой разделкой 5—7 мм. Длина дуги должна поддерживаться в пределах 1,5—3 мм. Для предупреждения окисления вольфрама и защиты расплавленного металла в кратере после обрыва дуги подачу защитного газа прекращают через 5—10 с, а включают подачу газа за 15—20 с до возбуждения дуги (для продувки шлангов от воздуха). Возбуждение дуги достигается либо с помощью осциллятора, либо путем касания электродом изделия при уменьшенном до 7—10 А токе зажигания. При ручной сварке алюминиевых сплавов в случае отсутствия осциллятора дуга должна возбуждаться на угольной или медной пластине.
Практическое занятие Определение дефектов сварных соединений, выполненных ручной дуговой сваркой неплавящимся электродом в защитном газе
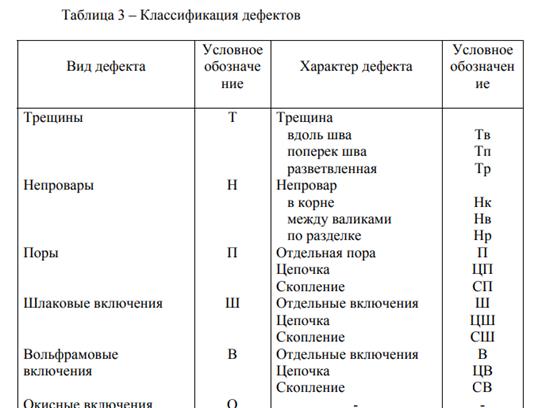
Показатели качества сварного соединения определяют путем их контроля как совокупность ряда свойств, таких как надежность, степень работоспособности, прочность, структуру металла шва и околошовной зоны, коррозионная стойкость, отсутствие дефектов, число и характер исправлений и т.п. На всех стадиях технологии необходима проверка качества самих контрольных операций: метрологическая проверка приборов, контроль соблюдения режимов, чувствительности и достоверности дефектоскопии, дефектоскопических материалов, квалификации и состояния операторов и т. п. Высокое качество соединений зависит прежде всего от уровня и состояния технологического процесса производства. Обнаружение дефекта служит сигналом не только к отбраковки продукции, но и к оперативной корректировке технологии. В соответствии с ГОСТ 15467-79 термин дефект определяют как каждое отдельное несоответствие продукции требованиям, установленным нормативной документацией. Однако в практике контроля сварных соединений распространено и более широкое понятие о дефектах, как несплошностях или пороках – допустимых и недопустимых. По стадии появления пороков в цепочке технологических операций различают дефекты подготовки (и сборки) изделий под сварку и сварочные дефекты. Дефекты подготовки и сборки часто приводят к появлению собственно сварочных 13 дефектов, поэтому подготовку к сварке необходимо тщательно контролировать. Правильность подготовки и сборки контролируют внешним осмотром и измерением с помощью специальных шаблонов и инструментов. Сварочные дефекты – несплошности различают по их типам и видам. Кроме несплошностей в сварных соединениях могут иметь место макро- и микронеоднородности и другие несовершенства структуры. Тип дефекта может быть определен практически любым методом контроля. Классификация по типам дефектов связана с их геометрическими признаками и массовостью
Трещины весьма опасны для эксплуатации соединений и, как правило, недопустимы. Величина непровара влияет на потерю прочности примерно пропорционально относительной глубине этого непровара или его площади. Дефекты включения (поры, шлаковые, вольфрамовые и окисные включения) при их относительной суммарной площади в сечении шва до 5 – 10% практически мало влияют на статическую прочность соединения. Особенно это относится к пластичным материалам. По воздействию на материал или изделие методы испытаний группируют по двум классам: методы разрушающего контроля (РК) и методы неразрушающего контроля (НРК). Разрушающие испытания проводят обычно на образцах-свидетелях, на моделях и реже на самих изделиях. Образцы-свидетели сваривают из того же материала и по той же технологии, что и сварные соединения изделия. Они позволяют получить числовые данные, прямо характеризующие прочность, качество или надежность соединений. При неразрушающих методах контроля, осуществляемых обычно на самих изделиях при помощи различных приборов, оценивают те или иные физические свойства, лишь косвенно характеризующие качество, прочность или надежность соединения. Наиболее простым и доступным в ремонтном производстве методом контроля качества сварки является внешний осмотр, осуществляемый на этапах подготовки и сборки заготовок под сварку, выполнения швов в процессе сварки и готовых сварных швов. Обычно внешним осмотром контролируют все сварные изделия независимо от применения других видов контроля. Внешний осмотр во многих случаях достаточно информативен. Это наиболее дешевый и оперативный метод контроля. Осмотром невооруженным глазом или в лупу проверяют наличие трещин, подрезов, свищей, прожогов, натеков, непроваров корня и кромок. Определяют дефекты формы швов, распределение чешуек, характер распределения металла в усилении шва, величину мениска, проплава и т. п. Внешний вид поверхности шва характерен для каждого способа сварки, для его пространственного положения, марки материала и других условий. Поэтому часто сварные швы принимают по внешнему виду в сравнении с эталонами. Только после внешнего осмотра изделия или соединения подвергают каким-либо физическим методам контроля для определения внутренних дефектов. 6 Содержание отчета
Практическое занятие Перенос электродного металла Процесс сварки tig, будучи процессом, при котором используется плавящийся электрод, характеризуется переносом электродного металла через дугу в сварочную ванну. Перенос металла осуществляется посредством капель расплавленного электродного металла формирующихся на торце электродной проволоки. Их размер и частота перехода в сварочную ванну зависят от материала и диаметра электродной проволоки, типа защитного газа, полярности и значения тока сварки, напряжения дуги и других факторов. Характер переноса электродного металла определяет, в частности, стабильность процесса сварки, уровень разбрызгивания, геометрические параметры, внешний вид и качество сварного шва. При сварке МИГ/МАГ перенос металла осуществляется, в основном, двумя формами. При первой форме капля касается поверхности сварочной ванны ещё до отделения от торца электрода, образуя короткое замыкание и вызывая погасания дуги, отчего этот тип переноса получил название переноса с короткими замыканиями. Обычно, перенос металла с короткими замыканиями имеет место при низких режимах сварки, т.е. малом токе сварки и низком напряжении дуги (короткая дуга гарантирует, что капля коснётся поверхности ванны раньше своего отделения от торца электрода). Благодаря низким режимам сварки, а также тому факту, что в течение части времени дуга не горит, тепловложение в основной металл при сварке с короткими замыканиями ограничено. Эта особенность процесса сварки с короткими замыканиями делает его наиболее подходящим для сварки тонколистового металла. Сварочная ванна малых размеров и короткая дуга, ограничивающая чрезмерный рост капель, обеспечивают лёгкое управление процессом и позволяют осуществлять сварку во всех пространственных положениях, включая потолочное и вертикальное, как показано на этом рисунке. При второй форме капля отделяется от торца электрода без касания поверхности сварочной ванны и, поэтому, этот тип переноса называется переносом без коротких замыканий. Последняя форма переноса металла подразделяется на крупнокапельный перенос и мелкокапельный перенос. Крупнокапельный перенос металла имеет место, когда сварка ведётся на высоких напряжениях дуги (исключающих короткие замыкания) и средних значениях тока сварки. Он, как правило, характеризуется нерегулярным переходом крупных капель расплавленного электродного металла (превышающих диаметр электрода) и низкой частотой переноса (от 1 до 10 капель в секунду). Из-за того, что сила тяжести играет решающую роль в этом типе переноса металла, сварка ограничена только нижнем положением. При сварке в вертикальном положении некоторые капли могут падать вниз, минуя сварочную ванну (как это видно на последнем кадре ниже). Сварочная ванна имеет большие размеры и, поэтому, трудноуправляема с тенденцией стекания вниз при сварке в вертикальном положении или выпадения при сварке в потолочном положении, что также исключает возможность сварки в этих пространственных положениях. Эти недостатки, а также неравномерное формирование сварного шва приводят к нежелательности использования этого типа переноса металла при сварке МИГ/МАГ. Мелкокапельный перенос металла характеризуется одинаковыми каплями малых размеров (близкими к диаметру электрода), отделяющихся от торца электрода с высокой частотой. Такой тип переноса обычно наблюдается при сварке на обратной полярности в защитной смеси на базе аргона и при высоких напряжениях дуги и токах сварки. Главными характеристиками процесса сварки с мелкокапельным переносом являются: высокая стабильность дуги, практическое отсутствие разбрызгивания, умеренное образование сварочных дымов, хорошая смачиваемость кромок шва и высокое проплавление, гладкая и равномерная поверхность сварного шва, возможность ведения сварки на повышенных режимах и высокая скорость наплавки. В связи с тем, что этот тип переноса требует использования высокого тока сварки, приводящего к высокому тепловложению и большой сварочной ванне, он может быть применён только в нижнем положении и не приемлем для сварки тонколистового металла. Его используют для сварки и заполнения разделок металла больших толщин (обычно более 3 мм толщиной), в первую очередь при сварке тяжёлых металлоконструкций и в кораблестроении. При сварке МАГ в среде СО2 возможен только один тип переноса – с короткими замыканиями.
Визуальнок измерительный контроль (ВИК) При выполнении сварочных работ, от самого начала и до конца, необходима проверка, подтверждающая качество результата. С течением времени эксплуатации конструкции, на которую накладывался сварочный шов, может потребоваться повторное обследование, чтобы удостовериться в сохранности соединения и безопасности использования изделия. Для этого применяется визуальный и измерительный контроль сварных соединений. Его параметры определяет ГОСТ 23479-79. В чем суть метода? Какие дефекты им можно выявить? Когда и как он проводится? Визуальный контроль качества — это процедура обследования места соединения как до, так и после выполнения шва. Целью проверки является удостоверение в том, что все этапы работы выполнены в соответствии с правилами. Несоблюдение стандартов может привести к разрушению конструкции, травмам и смерти. Технологические нарушения из-за игнорирования стандартов преследуются по закону. В связи с этим разработан ГОСТ, который регламентирует порядок и способ проведения осмотра, а так же ведение соответствующей документации.
Измерение швов и соединений с применением оптических инструментов и шаблонов — это неразрушающий контроль, позволяющий сохранить целостность конструкции и его стыков, но дающий определенное представление об их состоянии. В случае обнаружения подозрений на скрытые дефекты назначается обследование другими способами (ультразвук, спектроскопия).
визуально измерительный контроль сварных соединенийвизуально измерительный контроль сварных соединений
Для проведений обследования приглашается специалист-контролер, который должен пройти соответствующее обучение и иметь аттестат. Контроль осуществляется зрительно, с использованием оптического инструмента, измерительных приспособлений и тактильных ощущений (относится к определению шероховатости шва). Оценка и все замечания заносятся в акт освидетельствования и сохраняются.
Что выявляет метод Визуальный контроль сварных соединений, проводимый невооруженным глазом, помогает выявить ряд дефектов:
неправильный катет шва; ошибочные пропорции относительно ширины и высоты наплавленного металла; прожоги; редкую чешуйчатость; открытые кратеры сварочной ванны; наплывы металла; подрезы высокой силой тока; изменение цвета металла (из-за перегрева или неправильного материала присадки); непроваренные участки. Если использовать дополнительное увеличительное оборудование, то неразрушающий контроль позволяет обнаружить: трещины (продольные и поперечные); расслоения в структуре металла; коррозионные повреждения; поры из-за выходящего углерода; риски от твердых включений в сплаве; раковины; забоины; надиры; смещение шва относительно линии соединения; брак в защитных покрытиях из полимера или краски. На подготовительных этапах неразрушающий контроль позволяет оценить насколько качественно скошены кромки под стык, и как тщательно очищена поверхность от ржавчины, краски и мусора. Этот метод контролирует и накладку маркировки или клейма на готовые швы, а так же соответствие вида клейма конкретному соединению. Преимущества и недостатки Измерительный контроль сварных швов, согласно ГОСТ 23479-79, относится к первичным способам обследования, после реализации которого принимается решение о последующей проверке иными методами. Его преимущество заключается в следующем: простота проведения процедуры; небольшое количество затрачиваемого времени; отсутствие сложного и дорогого оборудования; дает достаточно информации (лишь только то, что снаружи) относительно качества соединения; легко перепроверить результат. Контроль качества сварных швов должен проводиться как на стадии перед проведением работ, так и во время выполнения всех манипуляций, и даже после окончания рабочего процесса, для комплексной диагностики и оценки результата. Но этот метод является несовершенным, поскольку имеет и ряд недостатков:
при обследовании можно делать заключения основывать лишь на видимой части шва, при этом внутренне состояние остается неизвестным; результат зависит от субъективной оценки и профессионализма контролера; подходит только для обнаружения крупных дефектов размером до 0,1 мм. Когда проводится Визуально измерительный контроль может проводиться на различных этапах работы. Это относится к обследованию входящих деталей под сварку. Проверяется соответствие маркировки самому материалу, а также целостность металла (отсутствие брака при литье и прокате).
На следующей стадии контролируется сборка деталей под сварку, правильность очистки поверхности от мусора, коррозии и масла. Обращается внимание на выполнение разделки кромок, которая должна соответствовать толщине металла и сварочному току, а также виду соединения.
После окончания сварочных работ исследуются швы на все виды дефектов, которые возможно выявить визуально: раковины, подрезы, непровары, поры, трещины и т. д. Если работа заключается в наплавке нескольких слоев на изношенную конструкцию, то освидетельствование производится после выполнения каждого слоя. После окончания всех работ происходит итоговая сдача изделия с актом проверки.
Визуальный измерительный метод может быть применен и на уже введенной в эксплуатацию конструкции, если срок службы сварных швов подходит к концу. При любом подозрении на ухудшение качества соединений, во избежание поломок или травм, заказывается экспертиза контролера.
Бывает, необходимость визуального контроля возникает на конструкциях, куда невозможно доставить контролера, и с которыми нем прямого визуального контакта. Это может быть под землей в специализированных тоннелях, или в среде с высокой температурой и опасным радиационным фоном. Тогда для поиска и анализа дефектов применяются дистанционные платформы с видеонаблюдением и телевизионные установки, по которым контролер может наблюдать за обследуемым участком. В дополнение к роботизированным системам устанавливается световое оборудование. Но эти автоматизированные средства применяются крайне редко при визуальном методе контроля сварных соединений.
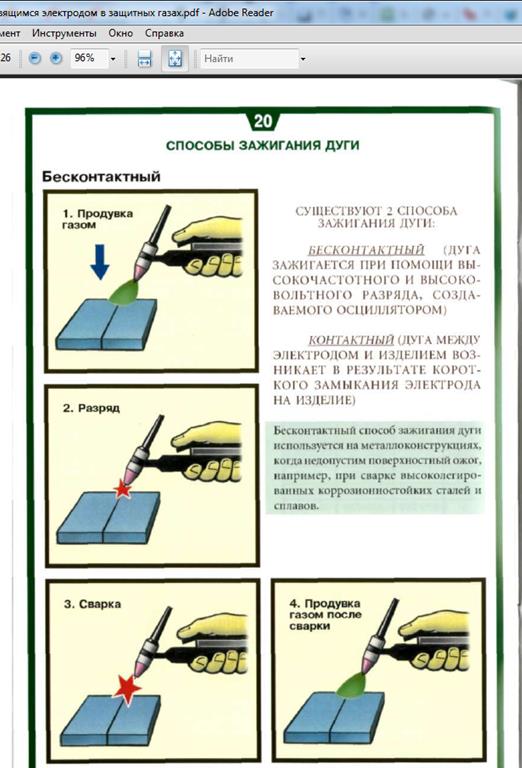
Практическое занятие Зажигание дуги.
Практическое занятие Выбор неплавящихся электродов..   Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам...  ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между...  Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|