
|
|
Опис експериментальної установкиСтр 1 из 6Следующая ⇒ Вступ У міру розвитку техніки й вивільнення людини від виконання важкої фізичної праці функції керування процесами і знаряддями праці не тільки не зменшувались, а навпаки, дедалі більше розширювались і ускладнювались. У багатьох випадках людина втратила можливість керувати без спеціальних додаткових пристроїв механізованим виробництвом. Це й зумовило виникнення та розвиток автоматизації виробництва. Автоматизація виробництва – це найвищий етап розвитку машинної техніки (установок, пристроїв, потокових ліній), коли виробничі процеси здійснюються без застосування фізичної праці, а тільки під наглядом людини. Незважаючи на відносно довгу свою історію, автоматизація виробництва досягла найбільших успіхів тільки в другій половині ХХ ст. Складність побудови САК технологічними процесами лісового комплексу пояснюється великою кількістю забруднень, які постійно діють на об’єкт автоматизації, та стохастичним характером тривалостей технологічних операцій лісопереробного й деревообробного виробництв. Такі фактори визначили необхідність встановлення спеціальних автоматичних пристроїв, які склали основу для побудови систем стабілізації, слідкування й програмного керування, і як наслідок, дозволили усунути оператора від участі у виробничих процесах лісопромислового комплексу. Застосування в таких системах комп’ютерної техніки, яка забезпечує збирання, передавання, оброблення й зберігання інформації з недосяжною для людини швидкодією, призвело до впровадження у деревообробний процес досконалих адаптивних САК. Тому для фахового розв’язання багатьох проблемних задач у лісовій та деревообробній галузі і для професійного обслуговування різнотипних засобів автоматизації та систем автоматики потрібні добре підготовлені спеціалісти, які володіють необхідними знаннями з автоматичного керування технологічними процесами. Лабораторні роботи охоплюють такі теми: “Побудова структурної моделі об’єкта керування на прикладі мембранного преса WEMHÖNER”, “Визначення похибки САК забезпечення температурного режиму технологічного процесу преса WEMHÖNER”, “Визначення передатних коефіцієнтів основного елемента та пристрою зворотного зв’язку”, “Автоматизація циклу пресування та автоматичне регулювання пневматичних параметрів”, “Автоматизація гідравлічної системи преса”. Кожна лабораторна робота структурно поділяється на такі розділи: мета та завдання роботи, теоретичні відомості, методика виконання, результати досліджень, лабораторне устаткування та контрольні запитання. Захист лабораторних робіт здійснюється після їх виконання та занесення результатів досліджень до таблиць. Успішно захищені лабораторні роботи підписуються викладачем. Матеріали методичних вказівок ґрунтуються на наведених літературних джерелах.
Лабораторна робота №1 Побудова структурної моделі об’єкта керування на прикладі мембранного преса WEMHÖNER Мета та завдання роботи Мета роботи – вивчити загальну будову та принцип роботи мембранного преса на основі функціональної схеми, а також проаналізувати основні групи параметрів (дій), які визначають стан об’єкта. Завдання роботи: 1. Ознайомитись з будовою та принципом роботи мембранного преса “WEMHÖNER”. 2. Встановити вхідні параметри (дії) об’єкта керування. 3. Встановити збурювальні параметри (дії), які впливають на об’єкт керування. 4. Встановити керувальні параметри (керувальні чи регулювальні дії) об’єктом керування. 5. Встановити вихідні параметри (керовані, регульовані величини) об’єкта керування. 6. Побудувати структурну модель об’єкта керування.
Теоретичні відомості Методика виконання роботи
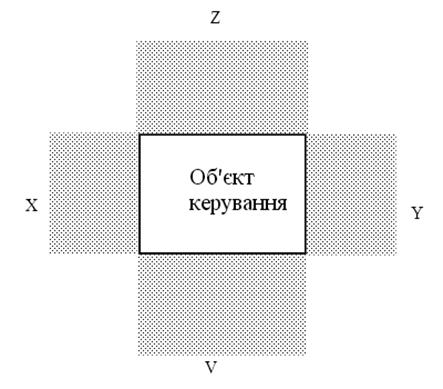
1. Вказати функціональні елементи САК та внести їх до таблиці 1.2. 2. Встановити вхідні, збурювальні, керувальні та вихідні параметри (дії) об’єкта керування та внести їх до таблиці 1.3, 1.4. 3. Побудувати структурну модель об’єкта керування (рис. 1.16) Результати досліджень
Таблиця 1.2. Функціональні елементи САК досліджуваного об'єкта
Таблиця 1.3. Основні групи параметрів (дій), які визначають стан об’єкта
Рис. 1.16. Структурна модель об’єкта керування Таблиця 1.4. Результати вимірювання максимального навантаження при втраті міцності зразків
Лабораторне устаткування Мембранний прес “Wemhoner”, розривна машина УММ-5.
6. Контрольні запитання 1. Технічна характеристика мембранного преса. 2. Функціональна схема преса. 3. Етапи технологічного процесу пресування (нагрівання мембрани верхньою плитою). 4. Етапи технологічного процесу пресування (закривання камери пресування з одночасним нагріванням мембрани). 5. Етапи технологічного процесу пресування (нагрівання облицювальної плівки у закритій камері пресування). 6. Етапи технологічного процесу пресування (процес пресування з циркуляцією повітря під тиском). 7. Етапи технологічного процесу пресування (завершення пресування у закритій камері). 8. Етапи технологічного процесу пресування (відкривання камери пресування). 9. Функціональні елементи САК (електрична система). 10. Функціональні елементи САК (гідравлічна система). 11. Функціональні елементи САК (пневматична система). 12. Структурна модель об’єкта керування.
Підпис викладача _______________________
Лабораторна робота №2 Визначення похибки САК забезпечення температурного режиму технологічного процесу преса WEMHÖNER Мета та завдання роботи Мета роботи – побудувати та проаналізувати часову характеристику встановлення температурного режиму плит, визначити похибку САК. Завдання роботи: 1. Ознайомитися з принципами автоматичного керування. 2. Побудувати та проаналізувати часову характеристику встановлення температурного режиму плит. 3. Визначити похибку САК. 4. Обчислити абсолютну, відносну та приведену похибку вимірювань.
Теоретичні відомості Види похибок Похибка – це зміна вихідного сигналу, що виникає в результаті зміни внутрішніх властивостей елемента або зміни зовнішніх умов його роботи.
Рис. 2.1. Характеристика елемента. хвих = f(xвх) – до виникнення похибки; х'вих = f '(xвх) – після виникнення похибки.
Розрізняють наступні види похибок. Абсолютною похибкою Δ хвих називають різницю між фактичним значенням вихідного сигналу х'вих і його розрахунковим значенням хвих: х'вих – хвих = Δ хвих. (2.3.) Відносною похибкою
Відносну похибку можна виразити в відсотках:
Приведеною відносною похибкою
Ця похибка також може бути виражена в відсотках:
Якщо виміри здійснюються за допомогою показуючого приладу, то за максимальне значення вихідного сигналу Абсолютна похибка має розмірність, а відносна і приведена відносна похибки – величини безрозмірні.
Методика виконання роботи
1. Результати вимірювань встановлення температурного режиму плит внести до таблиці 4.1. 2. Побудувати часову характеристику встановлення температурного режиму плит (рис…). 3. Обчислити абсолютну, відносну та приведену похибку вимірювань. Результати досліджень Таблиця 2.1. Результати вимірювань встановлення температурного режиму плит
Рис. 2.2. Часова характеристика встановлення температурного режиму плит
Таблиця 2.2. Результати вимірювання похибки САК та обчислення похибок вимірювань температури плит
Лабораторне устаткування Мембранний прес “Wemhoner”, хронометр.
6. Контрольні запитання 1. Що розуміють під принципом автоматичного керування? 2. Принцип керування за збуренням. 3. Принцип керування за відхиленням. 4. Комбінований принцип керування. 5. Що таке похибка САК? 6. Які САК називають замкненими системами? 7. Недоліки принципу керування за відхиленням. 8. Що таке абсолютна похибка вимірювань? 9. Що таке відносна похибка вимірювань? 10. Що таке приведена похибка вимірювань? 11. Зобразіть графічно характеристику елемента автоматики до та після виникнення похибки. 12. Що називають часовою характеристикою елемента автоматики?
Підпис викладача _______________________
Лабораторна робота №3 Мета та завдання роботи Мета роботи – виконати порівняльний аналіз взаємовпливу основного елемента та пристрою зворотного зв’язку на основі визначених передатних коефіцієнтів. Завдання роботи: 1. Ознайомитися з призначенням зворотніх зв’язків в системах автоматичного регулювання. 2. Визначити значення передатного коефіцієнта пристрою зворотного зв’язку. 3. Визначити передатний коефіцієнт основного елемента.
Теоретичні відомості Методика виконання роботи
1. Результати вимірювань параметрів основного елемента та пристрою зворотного зв’язку занести до таблиці 3.1. 2. Визначити передатний коефіцієнт пристрою зворотного зв’язку. 3. Визначити передатний коефіцієнт основного елемента.
Результати досліджень Таблиця 3.1. Результати вимірювань параметрів основного елемента та пристрою зворотного зв’язку
Таблиця 3.2. Результати обчислень передатних коефіцієнтів
Лабораторне устаткування Мембранний прес “Wemhoner”.
6. Контрольні запитання 1. Яке призначення зворотного зв’язку в системах автоматичного регулювання? 2. Що розуміють під додатнім зворотнім зв’язком? 3. Що розуміють під від’ємним зворотнім зв’язком? 4. Зобразити та пояснити структурну схему елемента автоматики зі зворотнім зв’язком. 5. Як визначити передатний коефіцієнт ланки охопленої додатнім зворотнім зв’язком? 6. Як визначити передатний коефіцієнт ланки охопленої від’ємним зворотнім зв’язком? 7. Записати та пояснити об’єднану формулу для визначення передатного коефіцієнта ланки охопленої зворотнім зв’язком. 8. Як впливає передатний коефіцієнт зворотного зв’язку на загальний передатний коефіцієнт ланки?
Підпис викладача _______________________
Лабораторна робота №4 Мета та завдання роботи Мета роботи – дослідити цикл пресування та ознайомитися з автоматичним регулюванням циклу пресування. Завдання роботи: 1. Ознайомитися з пневматичною схемою преса. 2. Побудувати графік пресування. 3. Побудувати графік передатної функції електричного повітронагрівача в режимі продувки.
Теоретичні відомості Методика виконання роботи
1. Результати вимірювань пневматичних параметрів занести до таблиці 4.1. 2. Результати вимірювань температурних параметрів електричного повітронагрівача в режимі продувки занести до таблиці 4.2. 3. Результати обчислень значень передатної функції електричного повітронагрівача в режимі продувки занести до таблиці 4.3. 4. Побудувати графік пресування. 5. Побудувати графік передатної функції електричного повітронагрівача в режимі продувки. Результати досліджень Таблиця 4.1. Результати вимірювань пневматичних параметрів
Рис. 4.2. Графік пресування
Таблиця 4.2. Результати вимірювань температурних параметрів електричного повітронагрівача в режимі продувки
Таблиця 4.3. Результати обчислень значень передатної функції електричного повітронагрівача в режимі продувки
Рис. 4.3. Графік передатної функції електричного повітронагрівача в режимі продувки Лабораторне устаткування Мембранний прес “Wemhöner”, хронометр, компресор.
6. Контрольні запитання 1. Назвати основні елементи САК пневматичної системи. 2. Пояснити функціонування розріджувального контуру. 3. Пояснити функціонування нагнітального контуру. 4. Пояснити функціонування контуру продувки. 5. Проаналізувати графік пресування. 6. Проаналізувати графік передатної функції електричного повітронагрівача в режимі продувки. 7. Як здійснюється автоматичне керування пневматичною системою преса?
Підпис викладача _______________________
Лабораторна робота №5 Мета та завдання роботи Мета роботи – дослідити автоматизацію технологічних функцій гідравлічної системи. Завдання роботи: 1. Ознайомитися з гідравлічною системою преса. 2. Побудувати графік пресування.
Теоретичні відомості Методика виконання роботи
1. Результати вимірювань гідравлічних параметрів занести до таблиці 5.1. 2. Побудувати графік пресування. Результати досліджень Таблиця 5.1. Результати вимірювань гідравлічних параметрів
Рис. 5.2. Графік пресування Лабораторне устаткування Мембранний прес “Wemhöner”, хронометр, компресор.
6. Контрольні запитання 1. Назвати основні елементи САК гідравлічної системи. 2. Пояснити функціонування контуру пресування. 3. Пояснити функціонування контуру піднімання верхньої плити. 4. Проаналізувати графік пресування. 5. Як здійснюється автоматичне керування гідравлічною системою преса? 6. Яке призначення електромагнітних реле? 7. Яке призначення запобіжних гідро клапанів? 8. Як функціонують регульовані дроселі?
Підпис викладача _______________________
Література 1. Іванишин Т.В., Мазепа С.С. Основи автоматики. Автоматизація деревообробної промисловості: Навч. посіб. – Львів: Магнолія 2006, 2010. – 354 с. 2. Валюх О.А., Максимів В.М. Елементи теорії автоматичного керування. Лінійні системи неперервної дії: – Львів: Афіша, 2002. –124 с. 3. Головко Д.Б. та ін. Автоматика і автоматизація технологічних процесів: Підручник. – К.: Либідь, 1997. – 232 с. 4. Мартиненко И.И. Основы автоматики: Учеб. пособие для с.-х. техникумов. – Киев: Вища школа. Голов. изд-во, 1980. – Яз. укр. – 168 с. 5. Попович М.Г., Ковальчук О.В. Теорія автоматичного керування: Підручник. – К.: Либідь, 1997. – 554 с. 6. Силин Р.И., Стадник Я.Ф., Третьяков В.В. Основы автоматики и автоматизации производственных процессов. Сборник задач. – Львов: Вища школа. Изд-во при Львов. ун-те, 1985. – 120 с. 7. Терган В.С. и др. Основы автоматизации производства: учеб. пособие для машиностроительных спец. – М.: Машиностроение, 1982. 269 с., ил. 8. Чекваскин А.Н. и др. Основы автоматики: Учеб. пособие для техникумов. – М.: Энергия, 1977. – 448 с. 9. Основи автоматики та АВП. Конспект лекцій (частина 1) для студентів спеціальності 6.090200 “Обладнання лісового комплексу” машинобудівного факультету денної та заочної форм навчання / Р.Я. Джигалюк. Луцьк: ЛНТУ, 2008. – 48 с.
ДЛЯ НОТАТОК ДЛЯ НОТАТОК
Вступ У міру розвитку техніки й вивільнення людини від виконання важкої фізичної праці функції керування процесами і знаряддями праці не тільки не зменшувались, а навпаки, дедалі більше розширювались і ускладнювались. У багатьох випадках людина втратила можливість керувати без спеціальних додаткових пристроїв механізованим виробництвом. Це й зумовило виникнення та розвиток автоматизації виробництва. Автоматизація виробництва – це найвищий етап розвитку машинної техніки (установок, пристроїв, потокових ліній), коли виробничі процеси здійснюються без застосування фізичної праці, а тільки під наглядом людини. Незважаючи на відносно довгу свою історію, автоматизація виробництва досягла найбільших успіхів тільки в другій половині ХХ ст. Складність побудови САК технологічними процесами лісового комплексу пояснюється великою кількістю забруднень, які постійно діють на об’єкт автоматизації, та стохастичним характером тривалостей технологічних операцій лісопереробного й деревообробного виробництв. Такі фактори визначили необхідність встановлення спеціальних автоматичних пристроїв, які склали основу для побудови систем стабілізації, слідкування й програмного керування, і як наслідок, дозволили усунути оператора від участі у виробничих процесах лісопромислового комплексу. Застосування в таких системах комп’ютерної техніки, яка забезпечує збирання, передавання, оброблення й зберігання інформації з недосяжною для людини швидкодією, призвело до впровадження у деревообробний процес досконалих адаптивних САК. Тому для фахового розв’язання багатьох проблемних задач у лісовій та деревообробній галузі і для професійного обслуговування різнотипних засобів автоматизації та систем автоматики потрібні добре підготовлені спеціалісти, які володіють необхідними знаннями з автоматичного керування технологічними процесами. Лабораторні роботи охоплюють такі теми: “Побудова структурної моделі об’єкта керування на прикладі мембранного преса WEMHÖNER”, “Визначення похибки САК забезпечення температурного режиму технологічного процесу преса WEMHÖNER”, “Визначення передатних коефіцієнтів основного елемента та пристрою зворотного зв’язку”, “Автоматизація циклу пресування та автоматичне регулювання пневматичних параметрів”, “Автоматизація гідравлічної системи преса”. Кожна лабораторна робота структурно поділяється на такі розділи: мета та завдання роботи, теоретичні відомості, методика виконання, результати досліджень, лабораторне устаткування та контрольні запитання. Захист лабораторних робіт здійснюється після їх виконання та занесення результатів досліджень до таблиць. Успішно захищені лабораторні роботи підписуються викладачем. Матеріали методичних вказівок ґрунтуються на наведених літературних джерелах.
Лабораторна робота №1 Побудова структурної моделі об’єкта керування на прикладі мембранного преса WEMHÖNER Мета та завдання роботи Мета роботи – вивчити загальну будову та принцип роботи мембранного преса на основі функціональної схеми, а також проаналізувати основні групи параметрів (дій), які визначають стан об’єкта. Завдання роботи: 1. Ознайомитись з будовою та принципом роботи мембранного преса “WEMHÖNER”. 2. Встановити вхідні параметри (дії) об’єкта керування. 3. Встановити збурювальні параметри (дії), які впливають на об’єкт керування. 4. Встановити керувальні параметри (керувальні чи регулювальні дії) об’єктом керування. 5. Встановити вихідні параметри (керовані, регульовані величини) об’єкта керування. 6. Побудувати структурну модель об’єкта керування.
Теоретичні відомості Опис експериментальної установки В якості експериментальної установки використовується мембранний прес “Wemhoner” (рис. 1.1) з однопроміжковою камерою пресування (рис.1.2). Технічні та технологічні характеристики зазначеного преса подаються у таблиці 1.1. Таблиця 1.1. Технічні характеристики мембранного преса
Рис. 1.1. Лабораторний мембранний прес “Wemhoner”
Рис.1.2. Камера пресування
Функціональну схему преса зображено на рис. 1.4. Перед початком технологічного процесу прес з’єднується за допомогою гнучких шлангів з ресивером компресора, причому технологічний процес можливий за умови, коли тиск у ресивері сягне мінімальної позначки 4 bar. Важливим етапом являється нагрівання верхньої та нижньої плити камери пресування. Гідравлічні мережі трубосполучень утворюють одну систему, яка забезпечує нагрівання мастила, циркуляцію, очищення та контроль температурного режиму. Циркуляцію мастила забезпечують потужні гідравлічні насоси, які приводяться у рух за допомогою електродвигунів. Об’єми проходження рідини через трубопроводи регулюються витратомірами. Контроль температурних режимів здійснюється за допомого контролерів, покази яких виводяться на табло пульту контролю. При досягненні температури 120°С нагрівання мастила припиняється. Крім температурної дії у пресі використовуються також силова дія, зокрема максимальний тиск пресування, що створюється гідроциліндрами та пневмокомпресором сягає 50 bar. Величина розрідження у камері пресування регулюється і сягає величини у 5 bar. Вимірювання температурних показників здійснюється безпосередньо з вимірювальних приладів, що встановлені на пресі а також з органу керування (рис. 1.3).
Рис. 1.3. Орган керування мембранним пресом WEMHÖNER
  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все...  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 Слід відмітити, що в результаті похибки змінюється характеристика елемента (рис. 3.8).
Слід відмітити, що в результаті похибки змінюється характеристика елемента (рис. 3.8). називають відношення абсолютної похибки Δ хвих до розрахункового значення вихідного сигналу хвих:
називають відношення абсолютної похибки Δ хвих до розрахункового значення вихідного сигналу хвих: . (2.4.)
. (2.4.) . (2.5.)
. (2.5.) називають відношення абсолютної похибки Δ хвих до максимального значення вихідного сигналу
називають відношення абсолютної похибки Δ хвих до максимального значення вихідного сигналу  , яке визначає діапазон його зміни:
, яке визначає діапазон його зміни: . (2.6.)
. (2.6.) . (2.7.)
. (2.7.)














