
|
|
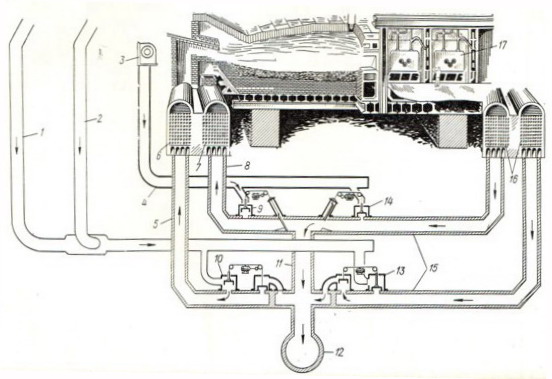
Мартеновское производство сталиГаз и воздух по каналам 1 и 2 подводят к газовому клапану 10, а затем смесь по каналу 5 поступает в регенератор 6. Вентилятором 3 по каналу 4 воздух подводится к воздушному клапану 9, от которого по каналу 8 поступает в регенератор 7. Насадка регенераторов, нагревается до 1500 ― 1550˚С, отдаёт тепло проходящим через них газу и воздуху. Нагреваясь в регенераторах до 1200˚С, газ и воздух по вертикальным каналам поступают в головки печи для образования газовоздушной смеси, которая и сгорает в рабочем пространстве. Продукты горения из рабочего пространства печи через правые головки направляются в регенераторы 16 и по каналам 15 и 11 поступают в трубу 12. Когда огнеупорная насадка в регенераторах 6 и 7 начнёт остывать, направление движения газа и воздуха изменится. Клапаны 9 и 10 закрываются, а левые клапаны 14 и 13 открываются. При этом насадка регенераторов 16 будет нагрета до 1200 ― 1300˚С теплом отходящих продуктов горения. После перекидки клапанов продукты горения пойдут через насадку регенераторов 6 и 7.
Рис. 2. Схема устройства и работа мартеновской печи ёмкостью 500 т Большинство мартеновских печей работает на смеси природного газа и мазута. Шихтовые материалы (скрап, чугун, флюсы) загружают в печь через завалочные окна 17. Разогрев шихты, сплавление и нагрев металла и шлака происходит при контакте плавящихся материалов с факелом горящих газов. Готовую сталь выпускают через отверстие, расположенное в самой низкой части подины печи. На время плавки это отверстие забивают огнеупорной глиной. После того, как выплавили сталь, её разливают в изложницы.
2. 3. Разливка стали
Готовую сталь выпускают из печи в подогретый сталеразливочный ковш (рис. 3). Стальной кожух 1 ковша имеет две цапфы 2, при Рис. 3. Ковш для разливки стали помощи которых ковш захватывается крюком мостового крана. Внутри ковш имеет огнеупорную футеровку 4 из шамотного кирпича. В дно ковша встроен стакан 3 с отверстием для выпуска металла. Отверстие в стакане закрывается огнеупорной пробкой, укреплённой на железном стержне 8 стопора 9. Подъём и опускание стопора производится вручную при помощи рычага 7 и связанных с ним устройств 5 и 6. Из ковша сталь разливают по чугунным изложницам для получения слитков. В зависимости от вида полученных слитков изложницы могут иметь квадратное, круглое, прямоугольное или другое сечение. Высота изложниц должна быть в пять-шесть раз больше их поперечного размера. В сталеплавильных цехах отливают слитки массой от 100 кг до 100 т. Наиболее широко используют слитки массой 5 ― 8 т, направляемые в прокатные цехи. Применяют три способа разливки стали в изложницы: сверху (обычно при отливке крупных слитков), сифоном (при отливке мелких и средних слитков) и непрерывную разливку. При затвердении стали в изложнице происходит усадка металла. В первую очередь затвердевают слои металла, прилегающие к стенкам изложницы. Внутренняя часть слитка некоторое время после заполнения остаётся жидкой. Там, где металл дольше находится в жидком состоянии, образуется усадочная раковина. Сталь разлита в слитки и их необходимо прокатать в листы, чтобы в дальнейшем получить заготовки для вытяжки.
2. 4. Процесс прокатки Прокатка металла осуществляется при прохождении его между валками, вращающимися в разных направлениях. При прокатке металл обжимается, в результате чего толщина полосы уменьшается, а её длина и ширина увеличиваются. Прокат можно разделить на четыре основные группы: 1) сортовая сталь, 2) листовая сталь, 3) специальные виды проката, 4) трубы. Основные технологические операции прокатного производства следующие: подготовка исходного материала, нагрев, прокатка и отделка. При подготовке исходного металла к прокатке с него удаляют различные поверхностные дефекты, что увеличивает выход готового проката. При прокатке контролируют начальную и конечную температуры, заданный режим обжатия. Готовый прокат подвергают конечному технологическому контролю. Производство листовой стали На листовых станах прокатывают толстолистовую и тонколистовую сталь. Толстолистовую сталь прокатывают из слябов толщиной 100 ― 250 мм, шириной 600 ― 1600 мм, длиной 1000 ― 2000 мм и массой до 2,2 т. Прокатку толстых листов проводят в две стадии: 1) раскатка сляба в поперечном направлении до получения необходимой ширины. Для этого сляб после одного или двух проходов поворачивают в горизонтальной плоскости на 90˚ и прокатывают поперёк его длины; 2) прокатка по длине сляба после достижения им необходимой ширины и поворота прокатываемой полосы на 90˚. Для получения необходимой ширины сляб, кроме того, прокатывают обычно с подачей под углом к оси валков. Тонколистовую сталь получают путём горячей и холодной прокатки. Горячую прокатку осуществляют на полунепрерывных и непрерывных станах. На этих станах из слябов прокатывают листы шириной 600 ― 2200 мм и более, толщиной 1,25 ― 4 мм. Для окончательной отделки горячекатаной листовой стали непрерывные станы имеют нормализационную печь, травильную установку, сушильную машину, дрессировочные станы, правильные машины и ножницы. Готовый прокат поставляют в виде листов и рулонов. Холодную прокатку тонких листов осуществляют в листах и рулонах. Способ в листах сохранился на старых заводах. Рулонный способ получил сейчас широкое применение. После горячей прокатки рулоны листовой стали поступают в травильное отделение. После травления и соответствующей подготовки рулоны поступают на станы холодной прокатки. Прокатка ведётся со смазкой и с охлаждением валков. В процессе холодной прокатки происходит наклёп металла, затрудняющий дальнейшее обжатие и утонение листов. Для снятия наклёпа применяют промежуточные отжиги листов в колпаковых печах с защитной атмосферой или нормализационных печах. После отжига листы направляют для дальнейшей прокатки или на дрессировку (холодная прокатка с обжатием 0,5 ― 1,5 % за один проход). Расход металла на производство листовой стали зависит от назначения и толщины листа. Он составляет 1,24 ― 1,6 т стали в слитках на 1т листов. Жесть в зависимости от назначения и для предохранения от коррозии подвергают лужению, цинкованию, лакировке и т. п.
2. 5. Листовая штамповка Листовая штамповка металла в холодном состоянии ― один из распространённых способов получения деталей сложной конфигурации с тонкими стенками. Изделия получают с очень малыми допусками при высоком качестве поверхности. В большинстве случаев холодноштампованные изделия применяют для сборки машин без механической обработки. Все холодноштамповачные работы могут быть разбиты на следующие основные группы: разъединительные, формообразующие, прессовочные, комбинированные и штампо-сборочные операции. Холодную штамповку листового материала производят за одну или несколько последовательных операций (разделительные и операции изменения формы). К разделительным операциям относят резку, вырубку по контуру и другие, при которых часть металла отделяется от заготовки. К операции изменения формы относят гибку, вытяжку и др. При холодной штамповке исходным материалом являются заготовки толщиной от нескольких сотых долеё миллиметра до 5 ― 6 мм в виде ленты, полос и листов из цветных металлов и сплавов, малоглеродистой и легированной стали и др. Заготовки толщиной более 5 ― 6 мм штампуют обычно в горячем состоянии. Резку листового металла производят ножницами или на прессах при помощи отрезных штампов. Выбор материала При выборе материала для изготовления какого-либо штампованного изделия необходимо учитывать следующее: 1) механическую прочность, твёрдость, ударную вязкость; 2) сопротивляемость коррозии; 3) теплопроводность и теплостойкость; 4) электро- и магнитопроводность; 5) вес; 6) износоустойчивость и долговечность. Технологические свойства металла, в свою очередь, зависят от механических свойств, химического состава, структуры и величины зерна, направления волокон при прокатке, термообработки, степени деформации. Для изготовления корпуса масляного фильтра используется сталь 08Юпс (спокойная сталь, раскисленная алюминием), так как именно она никак лучше подходит для изготовления такой формы детали. Резка и раскрой материала После того, как прокатали листы, на них надо расположить вырубаемые детали, так чтобы максимально сэкономить материал. В штамповочном производстве экономия материала во многом определяется раскроем ― целесообразным расположением деталей на заготовке. Особо важное значение экономии металла объясняется тем, что стоимость материала составляет 60 ― 80 % от общей стоимости изделия, в то время как стоимость заработной платы обычно составляет 5 ― 15 %. Если учесть, что в среднем отходы при листовой штамповке составляют 30 ― 40 %, то каждый процент уменьшения отходов даёт возможность уменьшить себестоимость деталей на 0,4 ― 0,5 %. Вырубку круглых деталей можно производить в один, два и несколько рядов при параллельном и шахматном расположении их. При шахматном раскрое экономия увеличивается за счёт сближения рядов.   Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право...  Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам...  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 По степени раскисления сталь разделяют на спокойную, кипящую и полуспокойную. При полном раскислении получается спокойная сталь (весь кислород находится в связанном состоянии), а при неполном раскислении ― кипящая сталь. При разливке кипящей стали выделяется окись углерода (сталь кипит в изложнице). Полуспокойная сталь занимает промежуточное положение между кипящей и спокойной сталями.
По степени раскисления сталь разделяют на спокойную, кипящую и полуспокойную. При полном раскислении получается спокойная сталь (весь кислород находится в связанном состоянии), а при неполном раскислении ― кипящая сталь. При разливке кипящей стали выделяется окись углерода (сталь кипит в изложнице). Полуспокойная сталь занимает промежуточное положение между кипящей и спокойной сталями.