
|
|
Размерный анализ техпроцесса.Составляющими звеньями в технологических размерных цепях обычно является технологические размеры, которые указаны в технологической документации (размеры исходной заготовки; все размеры получаемые при механической обработке). Технологические размеры могут совпадать с размерами, указанными на чертеже, т.е. с конструкторскими размерами. В таком случае говорят, что конструкторские размеры выдерживаются непосредственно. При несовпадении технологического размера с конструкторским необходимо выявить размерную цепь, в которую входит рассматриваемый конструкторский размер и технологические размеры, необходимые для его выполнения. В этом случае замыкающими звеньями в технологических размерных цепях являются конструкторские размеры, но могут быть и припуски на обработку. Мы последовательно рассматриваем размерные цепи с одним неизвестным технологическим размером и рассчитываем номинальный размер и отклонения этого звена. Исходными данными для размерного анализа являются: 1. Чертеж детали; 2. Чертеж исходной заготовки; 3. Технологический процесс обработки заготовки. Размерный анализ производим в соответствии с методическими указаниями [3]. Допуски на осевые размеры. Для размеров между обработанной поверхностью и измерительной базой Определяем:
Расчет технологических размеров представлен в таблицы 3. Таблица 3.
Расчет режимов резания. Токарная операция (переход 1). Станок токарно-винторезный с ЧПУ НТС16, N=7,5 кВт,n=60-6000. Инструмент – резец для контурного точения Т15К6 2103-0671 ГОСТ 20872-80. Обрабатываемый материал – Сталь 45 ГОСТ 150-88. 1. Диаметр обрабатываемой поверхности d=107,5 мм. 2. Глубина резания: t =1,5 мм. 3. Поперечная подачу выбираем по табл. 11 [5,Т.2,стр.266] с учётом имеющихся подач на станке и обеспечения заданной шероховатости: S= 0,6 мм/об. 4. Скорость резания определяется по формуле:
Период стойкости инструмента принимаем: Т=60 мин. Значения коэффициентов: СV =350; m = 0,2; x = 0,15; y = 0,35 – определены по табл. 17 [2,Т.2,стр.269]. Коэффициент KV:
где: KМV – коэффициент, учитывающий качество обрабатываемого материала; KПV - коэффициент, отражающий состояние поверхности заготовки; KИV – коэффициент, учитывающий качество материала инструмента таблици 1,5,6 [2,Т.2,стр.261]:
Значение коэффициента Кг и показатель степени из табл. 2 [2,Т.2,стр.262]: Коэффициент, характеризующий группу стали по обрабатываемости
Коэффициент, отражающий состояние поверхности KПV = 0,8;
Коэффициент, учитывающий качество материала инструмента KИV =1,15.
Скорость резания:
5. Расчётное число оборотов шпинделя:
d- диаметр обтачиваемой поверхности 6. Принимаем фактическое число оборотов, с учетом типа станка: nф =410 об/мин. 7. Фактическая скорость резания:
8. Определяем главную составляющую силы резания по формуле:
Значения коэффициентов: Сp = 300; n = -0,15; x = 1; y = 0,75– определены по табл. 22 [2,Т.2,стр.273]. Глубина резания в формуле определения силы: t= zmax = 2,4 мм. Коэффициент Kp:
Коэффициенты, входящие в формулу, учитывают фактические условия резания. По табл. 9,23 [2,Т.2,стр.264]:
Коэффициент, учитывающий качество обрабатываемого материала KМP= Коэффициенты учитывающие геометрические параметры режущей части инструмента
K
Главная составляющая силы резания, форм. (7):
9. Мощность резания:
10. Мощность привода главного движения: Nпр= N/
Токарная операция (переход 2). Станок токарно-винторезный с ЧПУ НТС16, N=7,5 кВт,n=60-6000. Инструмент – резец для контурного точения Т15К6 2103-0671 ГОСТ 20872-80. Обрабатываемый материал – Сталь 45 ГОСТ 150-88. 1. Диаметр обрабатываемой поверхности d=78,5 мм. 2. Глубина резания: t =1,5 мм. 3. Поперечная подачу выбираем по табл. 11 [5,Т.2,стр.266] с учётом имеющихся подач на станке и обеспечения заданной шероховатости: S= 0,6 мм/об. 4. Скорость резания определяется по формуле:
Период стойкости инструмента принимаем: Т=60 мин. Значения коэффициентов: СV =350; m = 0,2; x = 0,15; y = 0,35 – определены по табл. 17 [2,Т.2,стр.269]. Коэффициент KV:
где: KМV – коэффициент, учитывающий качество обрабатываемого материала; KПV - коэффициент, отражающий состояние поверхности заготовки; KИV – коэффициент, учитывающий качество материала инструмента таблици 1,5,6 [2,Т.2,стр.261]:
Значение коэффициента Кг и показатель степени из табл. 2 [2,Т.2,стр.262]: Коэффициент, характеризующий группу стали по обрабатываемости
Коэффициент, отражающий состояние поверхности KПV = 0,8;
Коэффициент, учитывающий качество материала инструмента KИV =1,15.
Скорость резания:
5. Расчётное число оборотов шпинделя:
d- диаметр обтачиваемой поверхности 6. Принимаем фактическое число оборотов, с учетом типа станка: nф =540 об/мин. 7. Фактическая скорость резания:
8. Определяем главную составляющую силы резания по формуле:
Значения коэффициентов: Сp = 300; n = -0,15; x = 1; y = 0,75– определены по табл. 22 [2,Т.2,стр.273]. Глубина резания в формуле определения силы: t= zmax = 2,4 мм. Коэффициент Kp:
Коэффициенты, входящие в формулу, учитывают фактические условия резания. По табл. 9,23 [2,Т.2,стр.264]:
Коэффициент, учитывающий качество обрабатываемого материала KМP= Коэффициенты учитывающие геометрические параметры режущей части инструмента
K
Главная составляющая силы резания, форм. (7):
9. Мощность резания:
10. Мощность привода главного движения: Nпр= N/   Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем...  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 .
. мм; Принимаем ТА11=0,3
мм; Принимаем ТА11=0,3 мм; Принимаем ТА12=0,3
мм; Принимаем ТА12=0,3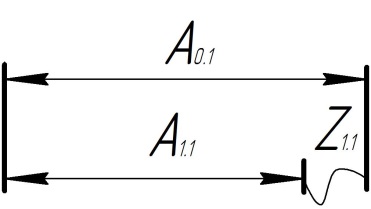
 = 1.5
А1.1 =
= 1.5
А1.1 =  – 1,5 =
– 1,5 = 

 = 1.5
А1.2 =
= 1.5
А1.2 =  – 1,5 =
– 1,5 = 


 ,
, для материала инструмента из твердого сплава при обработке заготовки из стали 40Х берем
для материала инструмента из твердого сплава при обработке заготовки из стали 40Х берем








 P =1; K
P =1; K  P = 1; K
P = 1; K  P = 1; K
P = 1; K  P = 0,93.
P = 0,93.


 =5,5/0,85= 6,5 кВт.
=5,5/0,85= 6,5 кВт.


