
|
|
Назначение посадок, шероховатости поверхностей, выбор степеней точности и назначение допусков формы и расположения поверхностей ⇐ ПредыдущаяСтр 3 из 3
Единая система допусков и посадок –ЕСДП (ГОСТ 25346-82 и ГОСТ 25347-82) регламентирована стандартами СЭВ и в основном соответствует требованиям Международной организации по стандартизации. Основные определения: - номинальный раз мер-размер изделия, полученный по расчету или выбранный по конструктивным соображениям; Изготовленные детали всегда имеют некоторые отклонения от номинальных размеров. Для того, чтобы изделие отвечало своему целевому назначению, его размеры должны быть выдержаны между двумя допустимыми предельными размерами, разность которых образует допуск. Зону между наибольшим и наименьшим предельными размерами называют полем допуска. К различным соединениям предъявляют неодинаковые требования в отношении точности. Поэтому система допусков содержит 19 квалитетов, расположенных в порядке убывания. Характер соединения деталей называют посадкой. Посадки могут обеспечивать в соединении зазор S или натяг N. Для определения численного отклонения размера и поля допуска пользуемся [1, табл.17.3.4, стр.286].
Посадки основных деталей [3, стр.263].
Шероховатость поверхности- это совокупность неровностей поверхности с относительно малыми шагами, выделенная с помощью базовой длины. ГОСТ 2789-73 полностью соответствует международной рекомендации по стандартизации. Параметры шероховатости выбирают из приведенной номенклатуры При определении шероховатостей на рабочих валах пользуемся:
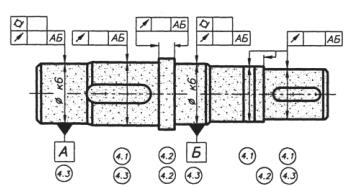
Погрешности формы и расположения поверхностей возникают при обработке деталей вследствие деформаций оборудования, инструмента и деталей, неоднородности материала заготовки и др. Допуски формы и расположения указывают на чертежах условными обозначениями в соответствии с ГОСТ 2.308-79. РАБОЧИЙ ЧЕРТЕЖ ВАЛА – [1, п.3, стр.69]: Базой является ось вала.
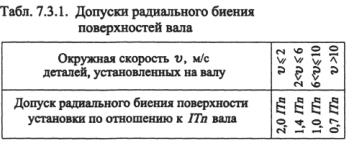
А) допуск радиального биения -поверхностей установки подшипников качения-0,5 допуска круглости; -поверхностей установки ступиц различного вида колес, муфт и т. д. [1, табл.7.3.1., стр.69]:
Б) допуск осевого биения -подшипников качения [1, табл.8.8.10, стр.103]:
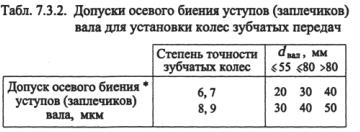
-колес зубчатых передач [1, табл.7.3.2, стр.69]
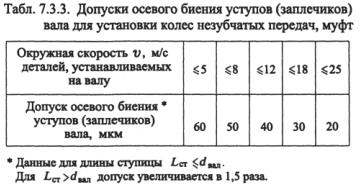
-колес незубчатых передач, муфт и т. д. [1, табл.7.3.3, стр. 69]
В) допуск круглости
Г) допуски параллельности -параллельность шпоночного паза к оси вала (втулки)-0,5ITn его ширины; - симметричность шпоночного паза 2 ITn его ширины. РАБОЧИЙ ЧЕРТЕЖ ЦИЛИНДРИЧЕСКОГО КОЛЕСА – [1, стр.140]:
-допуск радиального биения
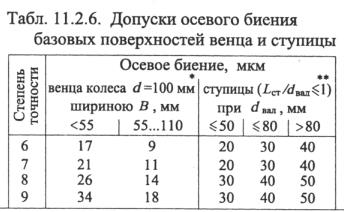
-допуск осевого биения
Расчет валов на выносливость Расчет ведущего вала
Производим расчет для опасного сечения (рис.10) (канавка для выхода шлифовального круга):
где
где sа – амплитуде значения нормальных напряжений:
где
W – момент сопротивления сечения вала:
sm=0 – средние значения нормальных напряжений;
es =0,83- масштабный фактор, т.е. коэффициент, учитывающий влияние поперечных размеров вала [2, табл. 3.7]. em =1– фактор качества поверхности (для шлифованной детали равен 0). ys=0,1 - коэффициенты, характеризующий чувствительность материал к асимметрии цикла нагружения [3, табл. 3.5];
где tа, tm - амплитуда и средние напряжения циклов касательных напряжений;
где Wρ – полярный момент сопротивления сечения вала:
et =0,89- масштабный фактор, [2, табл. 3.7]. em =1– фактор качества поверхности (для шлифованной детали равен 0). yt=0,05 - коэффициенты, характеризующий чувствительность материал к асимметрии цикла нагружения [3, табл. 3.5];
Тогда коэффициент запаса прочности равен:
Расчет ведомого вала
Производим расчет для опасного сечения (рис.11) (канавка для выхода шлифовального круга):
где
где sа – амплитуде значения нормальных напряжений:
где
W – момент сопротивления сечения вала:
sm=0 – средние значения нормальных напряжений;
es =0,83- масштабный фактор, т.е. коэффициент, учитывающий влияние поперечных размеров вала [2, табл. 3.7]. em =1– фактор качества поверхности (для шлифованной детали равен 0). ys=0,1 - коэффициенты, характеризующий чувствительность материал к асимметрии цикла нагружения [3, табл. 3.5];
где tа, tm - амплитуда и средние напряжения циклов касательных напряжений;
где Wρ – полярный момент сопротивления сечения вала:
et =0,89- масштабный фактор, [2, табл. 3.7]. em =1– фактор качества поверхности (для шлифованной детали равен 0). yt=0,05 - коэффициенты, характеризующий чувствительность материал к асимметрии цикла нагружения [3, табл. 3.5];
Тогда коэффициент запаса прочности равен:
Производим расчет для опасного сечения (шпоночный паз под колесом):
где sа – амплитуде значения нормальных напряжений:
где
W – момент сопротивления сечения вала:
sm=0 – средние значения нормальных напряжений;
es =0,77- масштабный фактор, [3, табл. 3.7]. em =1– фактор качества поверхности (для шлифованной детали равен 0). ys=0,1 - коэффициенты, характеризующий чувствительность материал к асимметрии цикла нагружения [3, табл. 3.5];
где tа, tm - амплитуда и средние напряжения циклов касательных напряжений;
где Wρ – полярный момент сопротивления сечения вала:
et =0,86- масштабный фактор[3, табл. 3.7]. em =1– фактор качества поверхности (для шлифованной детали равен 0). yt=0,05 - коэффициенты, характеризующий чувствительность материал к асимметрии цикла нагружения [3, табл. 3.5];
Тогда коэффициент запаса прочности равен:
Описание сборки редуктора
Перед сборкойвнутреннююполость корпуса редуктора тщательно очищают и покрывают маслостойкой краской. Сборку производят в соответствии с чертежом общего вида редуктора, начиная с узлов валов: - на быстроходный вал устанавливают подшипники, предварительно нагретые в масле до 80-100°С, после чего устанавливают муфту, фиксируют ее в осевом направлении и помещают собранный узел в корпус редуктора; - на тихоходный вал устанавливают колесо через шпонку, после чего напрессовывают предварительно нагретые в масле подшипники, на выходной конец вала напрессовывают звездочку и фиксируют ее в осевом направлении. После этого ставят манжеты и устанавливают крышки подшипников. Проверяют проворачиванием валов отсутствие заклинивания подшипников (валы должны проворачиваться от руки) и закрепляют крышки винтами. Затем ввертывают пробку маслоспускного отверстия с прокладкой. Заливают в корпус масло и заворачивают заливное отверстие отдушиной. Собранный редуктор обкатывают и подвергают испытанию на стенде по программе, устанавливаемой техническими условиями.
  ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам...  Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? - задался я вопросом... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 - подшипник – вал,
- подшипник – вал,  - отверстие-подшипник;
- отверстие-подшипник; - зубчатое колесо;
- зубчатое колесо;  - распорные кольца;
- распорные кольца; -отверстие – крышка подшипника,
-отверстие – крышка подшипника, - муфта;
- муфта;  - шкивы и звездочки;
- шкивы и звездочки; среднее арифметическое отклонение геометрического профиля;
среднее арифметическое отклонение геометрического профиля;  высота неровностей профиля по десяти точкам.
высота неровностей профиля по десяти точкам.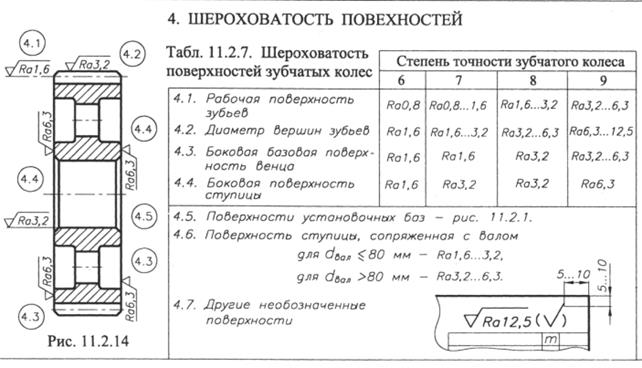


 и цилиндричности
и цилиндричности  подшипников качения [1, табл. 8.8.9, стр.103]
подшипников качения [1, табл. 8.8.9, стр.103]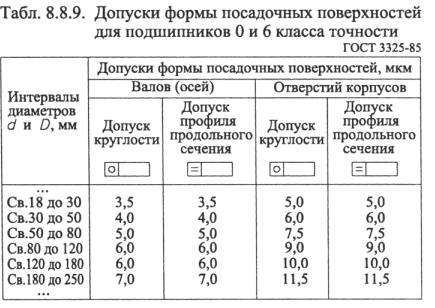
 и симметричности
и симметричности  элементов соединений «вал-ступица» [1, п. 10.1, 10.2, стр.125]:
элементов соединений «вал-ступица» [1, п. 10.1, 10.2, стр.125]: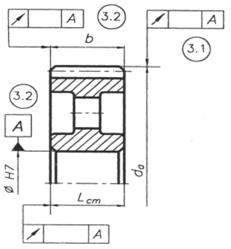


 - коэффициент запаса прочности по нормальным напряжениям;
- коэффициент запаса прочности по нормальным напряжениям; - коэффициент запаса прочности по нормальным напряжениям.
- коэффициент запаса прочности по нормальным напряжениям. ,
, – предел выносливости материала вала (сталь 40Х) при симметричных циклах изгиба [2, табл.3.5];
– предел выносливости материала вала (сталь 40Х) при симметричных циклах изгиба [2, табл.3.5]; .
. - изгибающий момент в сечении:
- изгибающий момент в сечении: .
.
 .
. - эффективные коэффициенты концентрации напряжений при изгибе для выточки при соотношении
- эффективные коэффициенты концентрации напряжений при изгибе для выточки при соотношении  . [2, табл. 3.6];
. [2, табл. 3.6]; .
. ,
, – предел выносливости материала вала (сталь 40Х) при симметричных циклах изгиба [2, табл.3.5];
– предел выносливости материала вала (сталь 40Х) при симметричных циклах изгиба [2, табл.3.5]; ,
, - крутящий момент на валу,
- крутящий момент на валу,
 .
. - эффективные коэффициенты концентрации напряжений при кручении для выточки при соотношении
- эффективные коэффициенты концентрации напряжений при кручении для выточки при соотношении  .[2, табл. 3.6];
.[2, табл. 3.6]; .
. .
. , что больше предельно допускаемых
, что больше предельно допускаемых 
 - изгибающий момент в сечении:
- изгибающий момент в сечении: .
.
 .
. . [2, табл. 3.6];
. [2, табл. 3.6]; .
.
 .
. .
. .
. , что больше предельно допускаемых
, что больше предельно допускаемых  .
.
 .
. - эффективные коэффициенты концентрации напряжений при изгибе для шпоночного паза [2, табл. 3.6];
- эффективные коэффициенты концентрации напряжений при изгибе для шпоночного паза [2, табл. 3.6]; .
.
 .
. - эффективные коэффициенты концентрации напряжений при кручении для шпоночного паза. [2, табл. 3.6];
- эффективные коэффициенты концентрации напряжений при кручении для шпоночного паза. [2, табл. 3.6]; .
. .
. , что больше предельно допускаемых
, что больше предельно допускаемых