
|
|
Устанавливаем принятое число рабочих мест Р, округляя до ближайшего большего целого числа полученное значение mр.4. По каждой операции вычисляем значение фактического коэффициента загрузки рабочего места:
5. Количества операций, выполняемых на рабочем месте:
6. Подсчитаем суммарное значение для О и Р, определяем коэффициент закрепления операций и тип производства:
Согласно ГОСТ 14.004-74 при данном коэффициенте закрепления операций тип производства мелкосерийное.
2.Технологическая часть 2.1 Выбор вида и обоснование полученной заготовки Заготовками для деталей типа вал наиболее часто служит либо сортовой прокат, либо штамповка. Так как данный вал относится к средним и крупным валам сложной конфигурации, с большим перепадом диаметров, а так же производство вала мелкосерийное, то целесообразнее использовать способ штамповки. Рассчитаем стоимость заготовительной операции для двух способов получения заготовки. Материал детали: Сталь 45Х. Масса детали: q = 27,8 кг. Годовая программа: N =3700 шт. Производство: мелкосерийное
Стоимость заготовки по первому варианту: Коэффициент использования материала:
Себестоимость заготовок из проката: Sзаг1 = Q×S/1000 – (Q - q)×Sотх/1000 + åCо.з., руб., где åCо.з. – суммарная технологическая себестоимость операции правки и отрезки прутка: Cо.з. = Сп.з.×Тшт(ш-к)/(60×100), руб., где Сп.з. – приведённые затраты на рабочем месте, коп/ч; Тшт(ш-к) – штучно-калькуляционное время выполнения заготовительной операции: Тшт(ш-к) = jк×То,
где jк – коэффициент; То – основное технологическое время, мин Определяем технологическую себестоимость операции резки и правки. Для резки определяем: Сп.з. резки = 121 коп/ч; Сп.з. правки = 250 коп/ч; Т0 = 0,19×D2×10-3 = 0,19×1802×10-3 =6,16 мин. Тшт(ш-к) = 2,14×6,16 = 13,17 мин., где jк= 2,14; Cо.з. = (121+250)×13,17/(60×100) =0,81 руб.; Отсюда находим общую себестоимость заготовки из проката: Sзаг1= (86,85×164/1000 – (86,8 – 27,8)×28/1000 + 0,81) = 1340,4 руб Стоимость заготовки по второму варианту: Коэффициент использования материала:
Себестоимость заготовок из штамповки: Sзаг =(Сi×Q×kтkсkвkмkп)/1000 – (Q - q)×Sотх/1000, руб., где kт, kс, kв, kм, kп – коэффициенты зависящие от класса точности, группы сложности, массы, марки материала и объема производства заготовок. Находим: kт = 1; kc = 0,87; kв = 0,73; kм = 1.3; kп = 1; Отсюда находим стоимость заготовок получаемых таким методом: Sзаг = ((254×32,6×1×0,87×0,73×1,3×1)/1000 – (32,6 –27,8)×28/1000)×100 = 581,5 руб. Экономическое обоснование выбора заготовок: Определяем экономический эффект для сопоставления способов получения заготовок: Эз = (Sзаг1 - Sзаг2)×N = (1340,4 - 581,5)×3700/1000 =2808,17 тыс. руб. Таким образом, использование штамповки на молотах в качестве заготовки является более экономичным.
1. Фрезерование торцов, зацентровка вала на двухсторонних фрезерно-центровальных полуавтоматах с базированием по черным шейкам и торцу вала. 2. Черновая токарная обработка на токарно-гидрокопировальных станке с базированием по центровым отверстиям, с одной и другой стороны. 3. Улучшение. 4. Чистовая токарная обработка на токарно-гидрокопировальных станке с базированием на центровые отверстия в 2 операции – с одной и другой стороны. 5. Тонкое токарная обработка на токарно-винторезном станке с базированием по центровым отверстиям, с одной и другой стороны. 6. Фрезерование зубьев на зубофрезерном станке с базированием на центровые отверстия. 7. Шлифование зубьев на зубошлифовальном станке. 8. Фрезерование шпоночного паза на шпоночно-фрезерном станке с базированием по шейкам вала. 9. Шлифовальная обработка на круглошлифовальном станке с базированием по центровым отверстиям. 10.Резьбонарезная обработка на токарно-винторезном станке станках с базированием по центровым отверстиям.
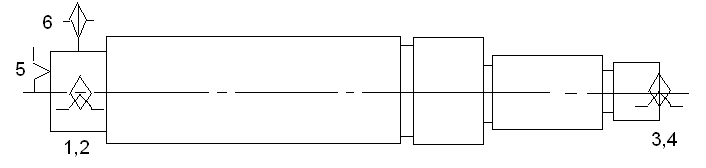
2.3 Выбор технологических баз В технологическом отношении детали, имеющие несколько основных и вспомогательных поверхностей обработки, должны быть изготовлены с минимальными затратами времени, с использованием прогрессивных методов изготовления заготовок, с правильным выбором баз, соблюдая принцип единства и совмещения баз. Рисунок 2. Технологические базы
При построении маршрута обработки следует соблюдать принцип постоянства баз; на всех основных технологических операциях использовать в качестве технологических баз одни и те же поверхности заготовки. Исходя из материала, конфигурации, требуемой точности и чистоты обработки, а также программы и выбранного типа производства принимаем следующую последовательность обработки. 2.4 Определение припусков на механическую обработку Припуски и допуски на линейные, и диаметральные размеры выбираем по ГОСТ 7505-74 в зависимости от веса заготовки и метода ее получения. Таблица 2

Рисунок 3. Заготовка вал-шестерня полученная штамповкой на молотах с начисленными припусками и допусками по ГОСТ 7505-74 2.5 Выбор технологического оборудования Выберем фрезерно—центровальный полуавтомат: МР—76М
Мерительный инструмент: - Штангенциркуль - ШЦ-III 0-500 ГОСТ 166-73; - Штангенглубиномер - ШГ 160ГОСТ 162-80. Приспособление: призмы подвижные ГОСТ 12193-66. 2) Черновое и чистовое точение: Выберем токарно-гидрокопировальный полуавтомат: 1722.
Мерительный инструмент: - Для контроля диаметров - микрометр МК-75 ГОСТ 6507-73; - Для контроля длинны - штангенциркуль - ШЦ-III 0-500 ГОСТ 166-73; - Для контроля ШП - образцы шероховатости поверхности ГОСТ 9678-84; - Для контроля наружных диаметров и канавок – калибры-скобы: для размеров 10,5-100 ГОСТ 24833-81; Приспособление: центр плавающий ГОСТ 13214-79; центр вращающийся ГОСТ 8742-75, паводковый патрон ГОСТ 2571-71.
3) Тонкое точение и резьбонарезание: Выберем токарно-винторезнвй станок: 16К20П.
Мерительный инструмент: - Для контроля диаметров - микрометр МК-75 ГОСТ 6507-73; - Для контроля длинны - штангенциркуль - ШЦ-III 0-500 ГОСТ 166-73. - Для контроля резьбы - калибр-кольцо ГОСТ 5682-76. - Для контроля ШП - образцы шероховатости поверхности ГОСТ 9678-84 Приспособление: центр плавающий ГОСТ 13214-79; центр вращающийся ГОСТ 8742-75; паводковый патрон ГОСТ 2571-71. 3)Фрезерование зубьев: Выберем зубофрезерный полуавтомат 5М310:
Мерительный инструмент: - Контроль зубьев — прибор БВ5061 цехового типа для контроля зубчатых колес; - Для контроля ШП— образцы шероховатости поверхности ГОСТ 9678-84 Приспособление: центр упорный ГОСТ 12614-79; центр вращающийся ГОСТ 8742-75; паводковый патрон ГОСТ 2571-71. 4)Шлифование конуса: Выберем круглошлифовальный станок: 3Б153Т
Мерительный инструмент: - Для контроля ШП - образцы шероховатости поверхности ГОСТ 9678-84; - Для наружных диаметров – калибры-скобы для размеров 10,5-100 ГОСТ 24833-81; - Для контроля угла конуса применяем угломер универсальный с точностью измерений 5’. Приспособление: центр гладкий ГОСТ 9561-79; паводковый патрон ГОСТ 2571-71. 5) Фрезерование шпоночного паза: Выберем шпоночно-фрезерный станок: 692М
Мерительный инструмент: - Контроль размера шпонки - калибр-призма шпоночная ГОСТ 14282-77; - Для контроля ШП - образцы шероховатости поверхности ГОСТ 9678-84; - Для контроля длины - штангенциркуль - ШЦ-III 0-500 ГОСТ 166-73. 6) Шлифование зубьев: Выберем зубошлифовальный полуавтомат высокой точности: 5В833.
Мерительный инструмент: - Контроль зубьев - прибор БВ5061 цехового типа для контроля зубчатых колес; - Для контроля ШП - образцы шероховатости поверхности ГОСТ 9678-84 Приспособление: центр гладкий ГОСТ 9561-79; паводковый патрон ГОСТ 2571-71.
2.6 Выбор и описание станочных приспособлений Для Фрезерование торцов и зацентровка: Приспособление: призмы подвижные ГОСТ 12193-66. Для Черновое и чистовое точение: Приспособление: центр плавающий ГОСТ 13214-79; центр вращающийся ГОСТ 8742-75, паводковый патрон ГОСТ 2571-71.
Для Тонкое точение и резьбонарезание: Приспособление: центр плавающий ГОСТ 13214-79; центр вращающийся ГОСТ 8742-75; паводковый патрон ГОСТ 2571-71. Для Фрезерование зубьев: Приспособление: центр упорный ГОСТ 12614-79; центр вращающийся ГОСТ 8742-75; паводковый патрон ГОСТ 2571-71. Для Шлифование конуса: Приспособление: центр гладкий ГОСТ 9561-79; паводковый патрон ГОСТ 2571-71. Для Шлифование зубьев: Приспособление: центр гладкий ГОСТ 9561-79; паводковый патрон ГОСТ 2571-71. 2.7 Выбор и описание режущего инструментами Выбор режущего инструмента, его конструкции и размеров определяется видом технологической операции (точение, фрезерование, развертывание), размерами обрабатываемой поверхности, свойствами обрабатываемого материала, требуемой точностью обработки и величиной шероховатости поверхности. Основную массу режущих инструментов составляют конструкции нормализованного и стандартизованного инструмента, для подбора которого существуют многочисленные справочники и каталоги. В крупносерийном производстве могут применяться специальные и комбинированные режущие инструменты, проектируемые в индивидуальном порядке.
- Для фрезерования торцев используется торцевая фреза Æ110 мм с вставными ножами из Т15К6 по ГОСТ 9473-80, число зубьев z=8. - Сверление центровых отверстий осуществляется центровочным комбинированным сверлом по ГОСТ 14034-74, диметр сверла 4 мм. - Продольное точение проходными отогнутым резцами с пластинами из твердого сплава Т15К6 ГОСТ 18879-73. - Точение канавок токарные отрезными резцами с пластинами из твердого сплава Т15К6 ГОСТ 18874-73. - Подрезание торцев подрезными отогнутыми резцами, материал режущей части Т15К6, ГОСТ 18880-73. - Фрезерование шпоночного паза маятниковой подачей – шпоночными фрезами, материал режущей части Р6М5, ГОСТ 6396-78; число зубьев шпоночной фрезы z = 2, Æ18 мм. Выбор абразивного круга: Абразивный материал электрокорунд белый ЭБ; Абразивный инструмент на керамической связке: 25А; Зернистость 50, 40, 25; Твердость среднемягкая СМ2; Структура 6; Связка керамическая К5; Форма прямоугольного профиля ПП; Класс точности АА или А; Класс неуравновешенности 2 или 1; Скорость резания 35 м/с.; Наружный диаметр D=100 мм; Ширина 20 мм, внутренний диаметр 30 мм. - Обозначение круга: ЭБ 25А 40 СМ2 6 К5/ ПП 100´20´32 А2 кл. 35 м/с – для шлифования.
- Фрезерование зубьев осуществляется червячной фрезой Æ190 мм, z = 10, ГОСТ 9324-80. - Абразивный круг для шлифования зубьев: 2П 250´16´76 Э5 - СМ1 - 25 - 4 - К. - Токарный резьбовой резец с пластинами из твердого сплава Т15К6, ГОСТ 18885-73. 2.8 Выбор и описание измерительных средств Мерительные приспособления преднозначены для измерения и контроля отклонения от формы, располофения поверхностей, ра диального и торцевого биения. Это необходимо для того, что бы когда эта деталь будет работать в узле не возникали различные усилия которые мегут привести к нежилательным последствиям снижающии срок эксплуатации всего узла. Для этого необходимо производить измерение и контроль хотябы 20% деталий от всего годового выпуска, что может позволить снизить брак из-за износа инструмента при обработки детали и другое. Измерение линейных продольных размеров и неточных диаметральных осуществляется штангенциркулями ШЦ-III ГОСТ 166-73 с пределами измерений 0-500 и ценой деления 0,05. Измерение глубины центровочных отверстий используем штангенглубиномер ШГ 160 ГОСТ 162-80 с пределами измерений 160 и ценой деления 0,05. Для уменьшения вспомогательного времени на измерение применяются калибры: - для наружных диаметров и канавок – калибры-скобы: для размеров 10,5-100 ГОСТ 24833-81; - для ограничения размеров шпоночных пазов – калибр-призма шпоночная для валов с шириной паза 8-24 мм по ГОСТ 14282-77; - для контроля резьбы М42x2 6h применяют калибр-кольцо ГОСТ 5682-76; - для контроля конуса 1:10 применяют калибр-конус ГОСТ 26348-76. Контроль зубьев — прибор БВ5061 цехового типа для контроля зубчатых колес. Измерение размеров фасок осуществляем при помощи шаблона фасонного простого профиля. Для определения шероховатости применяют образцы шероховатости поверхности ГОСТ 9378-84.
2.9 Режимы обработки Фрезерование торцев: Инструмент: торцовая насадная фреза со вставными ножами из твердого сплава Т15К6 (по ГОСТ 9473—80). По таблицам: t = 3,8 мм S =0,5 мм/об. Расчет подачи на зуб фрезы: Sz = S/z = 0,5/8=0,0625 мм/зубфр. Расчет поправочного коэффициента: KV = KMV×KПV×KИV = 0,97×1×1 =0,97
Расчет скорости резания:
Расчет частоты вращения:
Сила резания:
Крутящий момент:
Эффективная мощность резания:
Расчет основного времени:
Сверление центровых отверстий: Инструмент-сверло центровочное комбинированное типа В Æ4 мм (по ГОСТ 14952–75). Расчет скорости резания:
Расчет поправочного коэффициента: KV = KMV×KИV×KlV = 0,97×1×1 =0,97
Расчет частоты вращения:
Крутящий момент:
Осевое усилие:
Эффективная мощность резания:
Расчет основного времени:
Общее время на фрезерно-центровачную операцию: t = t1 + t2 = 0,68 + 0,23 = 0,91 мин. Токарная черновая: Продольное точение проходными отогнутым резцами с пластинами из твердого сплава Т15К6 ГОСТ 18879-73. По таблицам: t = 2,5 мм S =0,9 мм/об. Расчет поправочного коэффициента: KV = KMV×KПV×KИV = 0,97×1×1 =0,97
Расчет скорости резания:
Расчет частоты вращения:
Сила резания:
Эффективная мощность резания:
Расчет основного времени:
Токарная чистовая:
Продольное точение проходными отогнутым резцами с пластинами из твердого сплава Т15К6 ГОСТ 18879-73. По таблицам: t = 0,5 мм S =0,42 мм/об. Расчет поправочного коэффициента: KV = KMV×KПV×KИV = 0,97×1×1 =0,97
Расчет скорости резания:
Расчет частоты вращения:
Сила резания:
Эффективная мощность резания:
Расчет основного времени:
Тонкое точение: Продольное точение проходными отогнутым резцами с пластинами из твердого сплава Т15К6 ГОСТ 18879-73. По таблицам: t = 0,1 мм S =0,1 мм/об. Расчет поправочного коэффициента: KV = KMV×KПV×KИV = 0,97×1×1 =0,97
Расчет скорости резания:
Расчет частоты вращения:
Сила резания:
Эффективная мощность резания:
Расчет основного времени:
Шлифование: Шлифование конуса абразивным кругом: ЭБ 25А 40 СМ2 6 К5/ ПП 100´20´32 А2 кл. (Все коэффициенты взяты из [2]. т.2 стр.265—292). По таблицам: t = 0,133 мм Vк = 35 м/с. Vз = 25 м/мин. SПР = 0,025 мм/дв.х. Ширина круга В = 20 мм. Расчет минутной подачи фрезы: S = (0,3…0,7)В = 0,3×20 = 6 мм/об. Sм = S×n = 6×110 = 660 мм/мин.
Расчет частоты вращения:
Эффективная мощность резания:
Расчет основного времени:
Фрезерование шпоночных пазов: Фрезерование шпоночного паза маятниковой подачей – шпоночными фрезами, материал режущей части Р6М5, ГОСТ 6396-78; число зубьев шпоночной фрезы z = 2, Æ18 мм. По таблицам: t = 7 мм, за 17 проходов. SZ =0,28 мм/зуб фр. Расчет минутной подачи фрезы: Sм = Sz×z×n = 0,28×2×250 = 140 мм/мин. Расчет поправочного коэффициента: KV = KMV×KПV×KИV = 0,98×1×1 =0,98
Расчет скорости резания:
Расчет частоты вращения:
Сила резания:
Крутящий момент:
Эффективная мощность резания:
Расчет основного времени:
Фрезерование зубьев: Фрезерование зубьев осуществляется червячной фрезой Æ190 мм, z = 10, ГОСТ 9324-80. S0 = 1,8 мм/об.
V = 44 м/мин. Dфр. = 190 мм. Расчет частоты вращения:
Расчет основного времени: t0 = Lр.х.× zД /(S0×n×e×q) = 47×114/(1,8×74×2×1) = 20,45 мин Шлифование зубьев: Абразивный круг для шлифования зубьев: 2П 250´16´75 Э5 - СМ1 - 25 - 4 - К. (Все коэффициенты взяты из [2]. т.2 стр.265—292). t = 0,16 мм. SПР = 0,08 мм/дв.х. Vк = 30 м/с. Vз = 4 м/мин. Расчет частоты вращения круга:
Расчет основного времени:
Нарезание резьбы:
Токарный резьбовой резец с пластинами из твердого сплава Т15К6, ГОСТ 18885-73. (Все коэффициенты взяты из [2]. т.2 стр.265—292). По таблицам: t = 0,23 мм S =2 мм/об. Расчет скорости резания:
Расчет частоты вращения:
Сила резания:
Эффективная мощность резания:
Расчет основного времени:
2.10 Расчет технической нормы времени Tв = (Ту.с.+Тз.о.+ Туп + Тиз)×1,85 Tв - вспомогательное время, мин. Ту.с - время на установку и снятие детали, мин. Тз.о - время на закрепление и открепление детали, мин. Туп - время на прием управления, мин. Тиз - время на измерение, мин. Тоб = Ттех + Торг Тоб - время на обслуживание рабочего места, мин. Ттех - время на техническое обслуживание рабочего места, мин. Торг - время на организационное обслуживание рабочего места, мин. Топ = То + Тв Топ - оперативное время, мин. То - основное время, мин. Тшт = То + Тв + Тоб + Тот Тшт - штучное время Тот - время на отдых, мин. Тш-к = Тп.з./n + Тшт Тш-к – штучно-калькуляционное время, мин.
Тп.з - подготовительно-заключительное время, мин. В серийном производстве для всех операций кроме шлифования время на обслуживание рабочего места и время на отдых по отдельности не определяются. В нормативах дается сумма двух составляющих в процентах от оперативного времени. Все расчеты по определению штучно-калькуляционного времяни приведены в таблице 3 Таблица 3 Технические нормы времени по операциям
©2015- 2026 zdamsam.ru Размещенные материалы защищены законодательством РФ.
|





 м/мин.
м/мин. об./мин, принимаем n = 354 об./мин.
об./мин, принимаем n = 354 об./мин. Н
Н
 Н×м
Н×м кВт
кВт мин
мин м/мин
м/мин
 об./мин, принимаем n = 1125 об./мин.
об./мин, принимаем n = 1125 об./мин. Н×м
Н×м Н
Н кВт
кВт мин
мин м/мин.
м/мин. об./мин
об./мин  об./мин
об./мин об./мин
об./мин  об./мин
об./мин об./мин
об./мин Н
Н кВт
кВт мин
мин мин
мин м/мин.
м/мин. об./мин
об./мин  об./мин
об./мин об./мин
об./мин  об./мин
об./мин об./мин
об./мин Н
Н кВт
кВт мин
мин мин
мин м/мин.
м/мин. об./мин, принимаем n = 1250 об./мин.
об./мин, принимаем n = 1250 об./мин. Н
Н кВт
кВт мин
мин мин
мин об./мин, принимаем n = 110 об./мин.
об./мин, принимаем n = 110 об./мин. кВт
кВт мин
мин
 м/мин.
м/мин. об./мин, принимаем n = 250 об./мин.
об./мин, принимаем n = 250 об./мин. Н
Н
 Н×м
Н×м кВт
кВт мин
мин об./мин
об./мин об./мин
об./мин мин
мин м/мин.
м/мин. об./мин, принимаем n = 800 об./мин.
об./мин, принимаем n = 800 об./мин. Н
Н кВт
кВт мин
мин



