
|
|
Понятие о рабочих процессах машинСтр 1 из 7Следующая ⇒ Общие сведения о процессе резания
Определение и классификация процессов резания Резание — это технологический процесс разрушения связей между частицами обрабатываемого материала по заданной поверхности с целью получения изделия требуемых размеров, формы и шероховатости. Процесс резания может быть реализован разнообразными способами. По виду объекта, действующего на заготовку, различают: резание твердым резцом, световым лазерным лучом, гидравлической струей и другими носителями энергии. Основным в современной технологии обработки древесины является процесс резания твердыми резцами из металлов или твердых сплавов, или резцовое резание. Резцовое резание, в свою очередь, можно классифицировать по разным признакам: 1) способу получения заданной поверхности: бесстружечное резание, при котором заданная поверхность получается без снятия стружек путем отделения за один проход резца малодеформированного среза материала; стружечное резание, при котором для получения заданной поверхности с заготовки срезаются стружки, в обычных условиях резания получающие деформации по всему объему или значительной его части (стружечное резание имеет место в большинстве процессов обработки на дереворежущих станках); 2) степени сложности: элементарное (простое) резание, не поддающееся дальнейшему упрощению; сложное резание, имеющее место при обработке разнообразными режущими инструментами на станках. Элементарное резание и его закономерности изучают для того, чтобы научиться понимать процессы сложного резания, раскладывая их на составные элементы, сводя к более простым процессам.
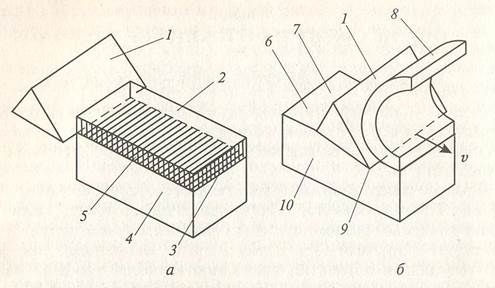
Движения в процессе резания На схеме резания (рис. 8.1) показаны: предмет труда до обработки — заготовка 4 и после обработки резанием — деталь 10, а также режущий элемент 7 рабочего орудия во взаимодействии с заготовкой. В процессе резания исходная обрабатываемая поверхность 2 подлежит трансформации в обработанную поверхность 6 детали. Для этого с заготовки должна быть удалена часть материала — припуск 3. Режущий элемент воздействует на заготовку прежде всего лезвием — активным ребром клина с режущей кромкой 9, формирующим новую поверхность в заготовке — поверхность резания 7. Часть припуска, заключенная между двумя смежными поверхностями резания, составляет срезаемый слой 5. Срезаемый слой, удаленный с заготовки лезвием и получивший объемную деформацию (изменение формы и размеров), называется стружкой 8. В простейшем случае припуск совпадает со срезаемым слоем, а поверхность резания — с обработанной поверхностью детали.
Рис. 8.1 а - деталь до обработки, б – деталь после обработки
Рассмотрим элементарную технологическую задачу, решаемую резанием. Пусть с заготовки для получения плоской поверхности требуется удалить припуск. При небольших размерах припуска резец снимает его за один проход. Однако при значительных размерах припуска такое решение неудовлетворительно: либо действующие со стороны заготовки на резец большие силы сопротивления резанию приведут к чрезмерной деформации резца и его поломке, либо качество обработанной поверхности будет недопустимо низким. В этом случае задача решается послойным удалением припуска: сначала резцу сообщают движение резания, в результате которого отделяется первый слой и на заготовке формируется поверхность резания. Затем резец возвращают в исходное положение и, сообщая ему движение, перпендикулярное движению резания, перемещают в новое исходное положение, после чего осуществляют новое движение резания и срезают второй слой. Рассмотренные движения могут быть приданы как резцу, так и заготовке. Стружка — это часть материала, срезанная с обрабатываемого объекта за один проход резца. В случае обработки на ножницах, высечках и штампах отделяемые части материала носят название срезков. Поверхность, образованная после отделения стружки, называется поверхностью резания. Главное движение — это простое движение лезвия, обеспечивающее удаление одного срезаемого слоя. Движение подачи — простое движение лезвия, необходимое для последовательного удаления ряда срезаемых слоев. В процессе резания может быть одно главное движение и одно или несколько движений подачи. Главное движение и движение подачи составляют основу хода резания, т.е. комплекса движений лезвия, обеспечивающих образование одной поверхности резания. Движения хода резания (главное и подачи) могут происходить непрерывно или прерывисто, одновременно или попеременно. Если одновременно с главным движением совершается еще хотя бы одно движение, каждая точка лезвия при резании совершает сложное Движением резания принято называть сложное движение лезвия при образовании поверхности резания. Для многократного повторения ходов резания лезвие должно возвращаться в положение, исходное для начала очередного хода резания. Совокупность движений возврата составляет холостой ход. Каждое движение характеризуется траекторией движения точки режущей кромки и законом движения этой точки вдоль траектории. В процессах резания древесины траекториями простых движений являются, как правило, прямая и окружность. Скорость сложного движения определяется как геометрическая сумма скоростей одновременно совершаемых движений. Так, скорость движения резания
Геометрия резца
При анализе процесса резания можно ограничиться рассмотрением активной части режущего элемента — лезвия. Под геометрией лезвия понимают совокупность характеристик его формы и расположения в пространстве. Пусть клиновидное лезвие 3 прошло в заготовке 4 некоторый путь (рис. 2, а), образуя стружку 2. В режущей части клина можно выделить следующие элементы: переднюю поверхность
Рис. 8.2. Геометрия лезвия: а — элементы геометрии; б — полузакрытое резание; в — закрытое резание; г — отрицательный задний угол; д — отрицательный передний угол
Передняя и задняя поверхности могут иметь любую форму (вогнутую, выпуклую или ломаной линии). Сопряжение режущих кромок может быть радиусным или точечным. Положение режущих кромок и поверхностей лезвия в пространстве определяет угловые параметры процесса резания. Для определения углов установлены исходные координатные плоскости: основная плоскость и плоскость резания (см. рис. 8.2, а). Основная плоскость Дополнительными координатными плоскостями являются главная и нормальная секущие плоскости. Главная секущая плоскость Выделяют также рабочую плоскость Угловые параметры резания характеризуются главными (при главной режущей кромке) и вспомогательными (при вспомогательной режущей кромке) углами, углом наклона главной режущей кромки. Различают следующие углы (показаны на рис. 8.2, а для главной режущей кромки): Сумма заднего угла
В случае, когда задняя поверхность лезвия оказывается под поверхностью резания (т. е. когда угол а прочерчивается в пределах контура лезвия), задний угол считают отрицательным (рис. 2, г). Передний угол у также считают отрицательным, если он прочерчивается в пределах контура лезвия (рис. 2, д). С учетом знаков углов Главные углы могут рассматриваться в инструментальной, статической и кинематической системах координат (ГОСТ 25762-83).
Рис. 8.3. Измерение главных углов резания: а — система координат инструментальная; б - то же, статическая; в — то же, кинематическая; г — изменение кинематических углов в нормальном сечении; д — положение рабочей плоскости
Инструментальная система координат — прямоугольная система координат с началом в вершине лезвия, ориентированная относительно геометрических элементов режущего инструмента, принятых за базу (рис. 8.3, а). Применяется для описания конструкции режущего элемента или инструмента в целом, например при конструировании и изготовлении. Статическая система координат — прямоугольная система координат с началом в рассматриваемой точке режущей кромки, ориентированная относительно направления скорости главного движения резания Кинематическая система координат — прямоугольная система координат с началом в рассматриваемой точке режущей кромки, ориентированная относительно направления скорости результирующего движения резания Рассмотрим кинематические углы подробнее. На рис. 8.3, г показано лезвие, перемещающееся относительно заготовки с результирующей скоростью Связь между кинематическими углами
где При В практике резания древесных и облицовочных материалов распространены случаи, когда вектор скорости главного Угол наклона режущей кромки
где При Таким образом, в общем случае (при учете движения подачи и наклона режущей кромки к основной плоскости) кинематические углы равны:
Технолог должен знать закономерности изменения статических углов резания при работе инструмента и уметь учитывать эти изменения при разработке требований к режущему инструменту и выборе режима резания. Значения наилучших углов Режущая кромка лезвия представляет собой переходную кривую поверхность, соединяющую переднюю и заднюю поверхности. Характеристики переходной поверхности объединяются в понятие микрогеометрии лезвия. Различают продольную (вдоль кромки) и поперечную (в нормальном сечении) микрогеометрии. Продольная микрогеометрия (рис. 8.4, а) характеризуется «шероховатостью» режущей кромки. Поперечная микрогеометрия характеризуется профилем лезвия в нормальном сечении. Идеальный геометрический клин был бы идеально острым (рис. 8.4, б). Кромка реального лезвия, проработавшего некоторое время, может быть принята за дугу окружности радиуса
Рис. 8.4. Микрогеометрия лезвия: а — продольная; б, в, г — поперечная
Во время резания в результате сложных физико-химических процессов происходит износ лезвия — изменение геометрии и микрогеометрии его элементов. Следствием износа является затупление лезвия, т.е. потеря им остроты, режущих свойств. Затупление лезвия характеризуют различными параметрами. В большинстве случаев резания натуральной древесины ограничиваются величиной радиуса округления
Стружкообразование Общая схема. Закономерности образования стружек посвящен специальный раздел учения о резании — теория стружкообразования. Форма стружки находится в тесной взаимосвязи с усилиями резания и качеством обработанной поверхности. Познавая закономерности образования стружки, мы получаем возможность управлять процессом резания. Рассмотрим общую схему стружкообразования (рис. 8.9, а). Она приблизительно соответствует резанию поперек волокон, если считать, что в этом направлении древесина ведет себя как изотропный материал, обладающий свойствами, средними между свойствами ранней и поздней древесины. Если резец идеально острый ( Граница между срезанной и несрезанной частями стружки проходит через вершину лезвия n и точку
Рис. 8.9. Общая схема стружкообразования: а — действующие силы; б, в, г — нормальные напряжения в плоскости стружкообразования
Стружку можно представить как консольную балку, заделанную в опору по плоскости nn1 и применить к ее расчету законы сопротивления материалов. Перенесем силу Касательные напряжения т распределены примерно равномерно по плоскости Напряжения Чем глубже внедряется резец в древесину, тем больше становятся напряжения в стружке. Нарастают напряжения неравномерно (одни быстрее, другие медленнее), поэтому одно из них (в зависимости от исходных условий резания) раньше других достигает опасной величины — предела упругости или предела прочности. Именно это напряжение будет определять вид разрушения стружки, ее форму, качество обработанной поверхности. Надо еще учесть, что по основным структурным направлениям древесина по-разному сопротивляется различным видам напряжений. Сказанное выше объясняет многообразие форм стружки. Стружкообразование при резании поперек волокон. При действии сил поперек волокон древесина слабее всего сопротивляется растяжению, лучше — сдвигу (скалыванию) и еще лучше — сжатию. Таким образом, вид стружкообразования определяет касательное напряжение сдвига Когда главную роль играют напряжения В первом случае напряжения т, при которых образуется стружка, не достигают предела прочности материала при сдвиге поперек волокон, стружка не разрушается, а поверхность резания формируется гладкой. Но такие условия резания, при которых образуется тонкая сливная стружка (влажная или проваренная древесина), довольно редки. Обычно стружка образуется при напряжениях Для поперечного резания типичны случаи, когда вид стружкообразования определяют нормальные напряжения растяжения
Рис. 8.10. Виды стружек при резании древесины поперек волокон: а — сливная; б — элементная скалывания; в — элементная изгиба; г — элементная отрыва
В наиболее распространенных случаях поперечного резания древесины (строгание и лущение шпона) напряжения растяжения по плоскости Чтобы уничтожить или свести к минимуму вредные растягивающие напряжения в плоскости Стружкообразование при резании вдоль волокон. При резании вдоль волокон положение плоскости, в которой разрушается древесина при образовании стружки, предопределено направлением волокон. Такой плоскостью будет сама плоскость волокон, потому что перпендикулярно ей древесина слабее всего сопротивляется действующим силам. Имеется две формы стружки — сливная спиральная и элементная многоугольная. Спиральная стружка получается обычно при малой толщине (не более 0,2 мм). Можно получить спиральную стружку и более толстую, но при особых условиях резания: малом угле резания Сила
Рис. 8.11. Стружкообразование при резании древесины вдоль волокон
Образованию многоугольной стружки сопутствует низкое качество поверхности. В результате неточного совпадения поверхности резания с положением волокон опережающие трещины на участках резания против волокон могут уходить в толщу материала и при изломе элементов стружки давать неровности, показанные на рис. 8.11, б. На участках резания по волокнам поверхность получается гладкой в результате снятия тонкой подстружки при продвижении резца после образования элемента основной стружки (рис. 8.11, в). Зная происхождение неровностей на образованной поверхности, можно указать способ их уменьшения: надо так изменить условия стружкообразования, чтобы длина элементов стружки была минимальной (при длине элементов Подпор действует на древесину в зоне резания, непосредственно препятствуя образованию и развитию опережающей трещины. Стружколоматель, устанавливаемый вблизи лезвия резца со стороны передней грани и способствующий крутому загибанию и надламыванию стружки сразу после ее образования резцом, выполняет ту же работу, что и подпор, но действует на зону резания перед резцом не непосредственно, а через стружку. Стружкообразование при резании в торец. Как и при резании вдоль волокон, положение плоскости разрушения древесины при образовании стружки в этом случае предопределено направлением волокон: элементы стружки образуются по плоскости, совпадающей с направлением волокон, где связи в древесине наиболее слабые.
Рис. 8.12. Стружкообразование при торцовом резании: а — сливная стружка; б — элементная стружка скалывания
Сливную стружку в момент резания (она очень непрочна и разрушается уже при попытке снять ее с передней грани резца) можно получить, если ее толщина мала, а древесина влажная (рис. 8.12, а). Достаточно толстая стружка торцового резания — это типичная элементная стружка скалывания (рис. 8.12, б). Она состоит из элементов приблизительно трапециевидной формы, иногда слабо связанных между собой по плоскости скалывания. Из-за больших усилий резания и сравнительно слабого сопротивления древесины на сжатие поперек волокон (в направлении силы Часто образование элементов стружки сопровождается образованием трещины в обрабатываемой заготовке под поверхностью резания. Причина образования этих трещин — наличие в древесине под поверхностью резания зон сжатия (перед резцом) и растяжения (за резцом), на границе которых разрушаются слабые связи между волокнами. Качество поверхности, полученной при образовании элементной стружки с расслоением древесины под поверхностью резания, невысокое. Выводы. 1. Каждый случай образования стружки может быть отнесен к одному из двух типов процесса стружкообразования: а) неустановившийся процесс стружкообразования. По мере углубления резца в древесину длина, зоны контакта стружки с п   Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования...  Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 в большинстве станочных процессов складывается из скорости главного движения
в большинстве станочных процессов складывается из скорости главного движения  и скорости подачи
и скорости подачи  . Учитывая, что скорость главного движения, как правило, во много раз превосходит скорость подачи и других движений хода резания, для практических целей можно считать траекторию резания совпадающей с траекторией главного движения и принимать
. Учитывая, что скорость главного движения, как правило, во много раз превосходит скорость подачи и других движений хода резания, для практических целей можно считать траекторию резания совпадающей с траекторией главного движения и принимать  , оговаривая при этом вносимую погрешность.
, оговаривая при этом вносимую погрешность. , контактирующую со срезаемым слоем 1 и стружкой; заднюю поверхность
, контактирующую со срезаемым слоем 1 и стружкой; заднюю поверхность  примыкающую к режущей кромке 5 и обращенную к формируемой в заготовке поверхности резания
примыкающую к режущей кромке 5 и обращенную к формируемой в заготовке поверхности резания  режущую кромку 5, образованную пересечением передней и задней поверхностей. В более сложных случаях полузакрытого (рис. 2, б) и закрытого (рис. 2, в) резания следует различать режущие кромки: главную AB и вспомогательные BC и AD. Соответственно у лезвия выделяют задние поверхности: главную, примыкающую к главной режущей кромке, и вспомогательные, примыкающие к вспомогательным режущим кромкам. Главной считается режущая кромка, формирующая большую сторону сечения срезаемого слоя. Вспомогательные режущие кромки формируют меньшие стороны. Элемент сопряжения главной и вспомогательной режущих кромок называют вершиной лезвия (точки А и В).
режущую кромку 5, образованную пересечением передней и задней поверхностей. В более сложных случаях полузакрытого (рис. 2, б) и закрытого (рис. 2, в) резания следует различать режущие кромки: главную AB и вспомогательные BC и AD. Соответственно у лезвия выделяют задние поверхности: главную, примыкающую к главной режущей кромке, и вспомогательные, примыкающие к вспомогательным режущим кромкам. Главной считается режущая кромка, формирующая большую сторону сечения срезаемого слоя. Вспомогательные режущие кромки формируют меньшие стороны. Элемент сопряжения главной и вспомогательной режущих кромок называют вершиной лезвия (точки А и В).
 — координатная плоскость, проведенная через рассматриваемую точку, например
— координатная плоскость, проведенная через рассматриваемую точку, например  , режущей кромки перпендикулярно направлению скорости главного
, режущей кромки перпендикулярно направлению скорости главного  — координатная плоскость, касательная к режущей кромке в рассматриваемой точке и перпендикулярная основной плоскости
— координатная плоскость, касательная к режущей кромке в рассматриваемой точке и перпендикулярная основной плоскости  — координатная плоскость, перпендикулярная линии пересечения основной плоскости
— координатная плоскость, перпендикулярная линии пересечения основной плоскости  — плоскость, перпендикулярная режущей кромке в рассматриваемой точке (на рис. 8.2 плоскости
— плоскость, перпендикулярная режущей кромке в рассматриваемой точке (на рис. 8.2 плоскости  , в которой расположены векторы скоростей главного движения резания
, в которой расположены векторы скоростей главного движения резания  (показана на рис. 8.3, д).
(показана на рис. 8.3, д). — передний угол — угол в секущей плоскости
— передний угол — угол в секущей плоскости  — задний угол — угол в секущей плоскости
— задний угол — угол в секущей плоскости  и плоскостью резания
и плоскостью резания  — угол заострения — угол в секущей плоскости
— угол заострения — угол в секущей плоскости  . Между главными углами существует простейшая связь:
. Между главными углами существует простейшая связь: (8.1)
(8.1) справедливо во всех случаях.
справедливо во всех случаях.
 ; ж — то же, при
; ж — то же, при  и наличии дополнительного движения со скоростью
и наличии дополнительного движения со скоростью  ; з — то же, при
; з — то же, при  — задний,
— задний,  — заострения,
— заострения,  - передний (буква «н» в обозначении напоминает о том, что режущая кромка нормальна к векторам
- передний (буква «н» в обозначении напоминает о том, что режущая кромка нормальна к векторам  (см. рис. 8.3, г, д):
(см. рис. 8.3, г, д):

 (8.2)
(8.2) (8.3)
(8.3) — технологический угол между векторами скоростей
— технологический угол между векторами скоростей  , (задан схемой обработки).
, (задан схемой обработки). формула для угла
формула для угла  .
. (рис. 8.3, е, ж, з; на них заготовка и резец показаны в плане).
(рис. 8.3, е, ж, з; на них заготовка и резец показаны в плане). (см. рис. 8.3, е, з) и кинематического угла наклона
(см. рис. 8.3, е, з) и кинематического угла наклона  (см. рис. 8.3, ж, з). Статический угол
(см. рис. 8.3, ж, з). Статический угол  и дополнительного движения вдоль режущей кромки со скоростью
и дополнительного движения вдоль режущей кромки со скоростью  (см. рис. 8.3, ж, з):
(см. рис. 8.3, ж, з): (8.4)
(8.4) (8.5)
(8.5) — технологический угол между векторами скоростей
— технологический угол между векторами скоростей  формула для угла
формула для угла  .
. (8.6)
(8.6) (8.7)
(8.7) (8.8)
(8.8) ,
,  ,
,  (рис. 8.4, в). Радиус
(рис. 8.4, в). Радиус 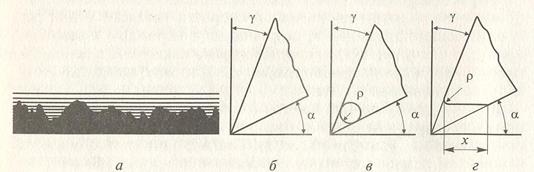
 (рис. 8.4, г).
(рис. 8.4, г). ), то исключается силовое воздействие режущей кромки и задней грани и сила со стороны резца в целом равна силе по передней грани:
), то исключается силовое воздействие режущей кромки и задней грани и сила со стороны резца в целом равна силе по передней грани:  Внедряясь в древесину, резец деформирует подрезанную лезвием стружку. На некоторой длине nk стружка соприкасается с передней гранью ножа, а выше точки k отходит от нее (закручивается) вследствие неодинаковой деформации наружных и внутренних слоев.
Внедряясь в древесину, резец деформирует подрезанную лезвием стружку. На некоторой длине nk стружка соприкасается с передней гранью ножа, а выше точки k отходит от нее (закручивается) вследствие неодинаковой деформации наружных и внутренних слоев. где изгибается верхняя поверхность стружки. Можно считать, что по плоскости
где изгибается верхняя поверхность стружки. Можно считать, что по плоскости  образуется стружка. Положение этой плоскости в древесине характеризуется углом ее наклона к поверхности резания.
образуется стружка. Положение этой плоскости в древесине характеризуется углом ее наклона к поверхности резания.
 в середину сечения
в середину сечения  по направлению совпадает с
по направлению совпадает с  ей противоположна. Получаем: со стороны подрезанной стружки на неподрезанную в плоскости
ей противоположна. Получаем: со стороны подрезанной стружки на неподрезанную в плоскости  , где
, где  — плечо пары сил
— плечо пары сил  (по плоскости
(по плоскости  (по нормали к
(по нормали к  по этому сечению. Сила
по этому сечению. Сила  по плоскости
по плоскости  , изгибая стружку-балку против часовой стрелки, создает нормальные напряжения сжатия
, изгибая стружку-балку против часовой стрелки, создает нормальные напряжения сжатия  в нижней (рис. 8.9, в).
в нижней (рис. 8.9, в). нормальные напряжения — всегда напряжения сжатия. Примерный характер распределения нормальных напряжений по сечению
нормальные напряжения — всегда напряжения сжатия. Примерный характер распределения нормальных напряжений по сечению  , угла резания
, угла резания  , радиуса затупления лезвия
, радиуса затупления лезвия  ).
). к поверхности резания (см. рис. 8.10, б). Качество поверхности резания может быть достаточно высоким, если при этом не добавляются другие разрушения, например трещина, бегущая впереди резца (рис. 8.10, г). Очевидно, что такой процесс непригоден для получения стружки-продукта, но он вполне может иметь место, например, при удалении припуска заготовки поперечным фрезерованием.
к поверхности резания (см. рис. 8.10, б). Качество поверхности резания может быть достаточно высоким, если при этом не добавляются другие разрушения, например трещина, бегущая впереди резца (рис. 8.10, г). Очевидно, что такой процесс непригоден для получения стружки-продукта, но он вполне может иметь место, например, при удалении припуска заготовки поперечным фрезерованием.
 (см. рис. 8.10, в), действующую вдоль стружки по направлению к ее основанию. Для получения такой силы можно, например, пропустить стружку через щель между ножом и специальным прижимом
(см. рис. 8.10, в), действующую вдоль стружки по направлению к ее основанию. Для получения такой силы можно, например, пропустить стружку через щель между ножом и специальным прижимом  (прижимной линейкой), т.е. обжать ее.
(прижимной линейкой), т.е. обжать ее. мм получается многоугольная стружка.
мм получается многоугольная стружка. (именно эта составляющая силы
(именно эта составляющая силы  , при которой изгибающий момент
, при которой изгибающий момент  ломает стружку в сечении
ломает стружку в сечении  , образуя элемент стружки. Далее до точки
, образуя элемент стружки. Далее до точки  резец продвигается, встречая небольшое сопротивление и подчищая образованную поверхность, а затем начинается образование следующего элемента стружки.
резец продвигается, встречая небольшое сопротивление и подчищая образованную поверхность, а затем начинается образование следующего элемента стружки.
 стружка станет сливной). На практике задача решается с помощью специальных устройств — подпоров
стружка станет сливной). На практике задача решается с помощью специальных устройств — подпоров  (рис. 8.11, г, д).
(рис. 8.11, г, д).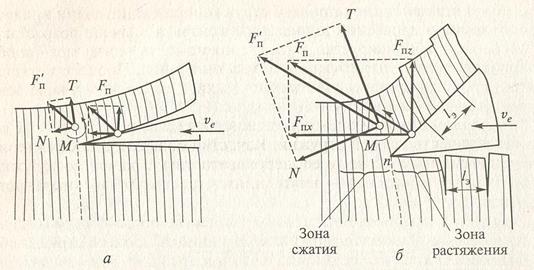
 ) стружка претерпевает значительную усадку. Это значит, что фактическая длина стружки (или одного элемента) меньше, чем номинальная длина
) стружка претерпевает значительную усадку. Это значит, что фактическая длина стружки (или одного элемента) меньше, чем номинальная длина