
|
|
Аксиомы статики. Связи, реакции связей. Кинематика. Сложное движение точки. Динамика материальной точки.Стр 1 из 15Следующая ⇒ Аксиомы статики. Связи, реакции связей. Кинематика. Сложное движение точки. Динамика материальной точки. 1) 2 силы, приложенные к абс. твердому телу будут эквивалентны тогда и только тогда, когда они равны по модулю, действуют на одной прямой и направлены в противоположные стороны. 2) Действие данной системы сил на абсолютно твердое тело не изменится, если к ней добавить или отнять систему сил, эквивалентную О => точку приложения силы можно переносить вдоль линии её действия. 3) Если к телу приложены 2 силы, исходящие из одной точки, то их можно заменить равнодействующей (любую силу можно разложить на составляющие бесконечное число раз). 4) Силы взаимодействия двух тел равны по модулю и противоположны по направлению. Действие связей можно заменить действием сил - реакций связи. Связи - ограничения, накладываемые на свобод твердое тело (занимает произвольное положение в пространстве). Реакция связи направлена в сторону, противоположную той, куда связь не дает перемещаться телу. 1) Гладкая поверхность - по общей нормали. 2) Нить - вдоль к точке закрепления. 3) Сферический шарнир - по любому радиусу. 4) Сферический шарнир - по любому радиусу. 5. Подпятник, подшипник - любое направление. Дополнительно: А) Скользящий; Б) Внутренний. Сложное движение - движение по отношению к системе координат, выбранной за основную (абсолютную). Относительное движение - движение точки по отношению к подвижной системе координат. Переносное движение - движение подвижной системы координат относительно неподвижной. Установление связи между этими движениями позволяет решать различ. задачи. Динамика материальной точки. Вектор г можно разложить по базису I, j, k: r=xi+yj+zk. Движение материальной точки полностью определено, если заданы три непрерывные и однозначные функции от времени t: x=x(t), y=y(t), z=z(t), описывающие изменение координат точки со временем. Эти уравнение называются кинематическими уравнениями движения точки. Радиус-вектор г является функцией переменных х, у, z, которые, в свою очередь, являются функциями времени t. Поэтому производная r'(t) может быть вычислена по правилу dr/dt=ar/5x-dx/dt+di7dydy/dt+di7dz-dz/dt. Отсюда вытекает, что v=vxi+vyj+vzk. V=V(vx2+vy2+Vz2) Ускорением точки в данный момент времени назовем вектор а, равный производной от вектора скорости v по времени.
Скорости и ускорения точек звеньев. Разложение общего вида движения на поступательное, связанное с точкой О и вращательное относительно О. Поступательное:
Вращательное:
Таким образом, число степеней свободы при свободном движении твердого тела равно 6.
Гис.о °в -°шГ пРедел прочности ипи временное сопротивление разрыву (рис. 8.).
авс - предел прочности при сжатии, причем: В случае пластичного материала в качестве предельного напряжения а _ - принимается предел текучести при растяжении qt, соответствующий началу текучести материала, а в случае хрупкого материала - предел прочности <jb при растяжении или сжатии, предшествующий разрыву образца. В знаменателе стоит нормативный (требуемый) коэффициент запаса прочности по отношению соответственно к пределу текучести и пределу прочности п. Он представляет собой величину, большую единицы, зависящую от класса конструкции (капитальная, временная и т.п.), срока ее эксплуатации, нагрузки (статическая, циклическая и т.п.), возможной неоднородности изготовления материала и от вида деформации (растяжение, сжатие, изгиб и т.п.). Нормативный коэффициент запаса прочности регламентируется для строительных конструкций СН и Пами, для машиностроительных -внутризаводскими нормами. В большинстве случаев он принимается равным для пластичных материалов пТ = 1,5 + 2,5, для хрупких иВ = 2,5 + 5. В случае, когда решающими для прочности конструкции являются не нормальные, а касательные напряжения (например, при кручении бруса круглого поперечного сечения), где xUAX - расчетное касательное напряжение. Ы- допускаемое касательное напряжение, определяемое по формуле:
В случае пластичного материала в качестве предельного т принимают предел текучести при сдвиге t T в случае хрупкого материала - предел прочности Хв. В большинстве случаев допускаемые напряжения при кручении принимают в зависимости от допускаемых напряжений при растяжении того же материала.
Например, для стали В практике инженерных расчетов считают возможным допускать перенапряжение материала до 3 - 5%.
где ф - угол закручивания, при изгибе где 9 - угол поворота, Y- прогиб.
НАПРЯЖЕНИЕ И РАСЧЕТ НА ПРОЧНОСТЬ ПРИ КРУЧЕНИИ Расчет стержня круглого поперечного сечения на прочность. Расчет на прочность выполняется с использованием условия прочности при кручении. Во-первых, необходимо расчетным путем определить максимальные касательные напряжения, возникающие в опасном поперечном сечении. Этот расчет производится по формуле:
Крутящий момент Мкр характеризует уровень внутренних сил, возникающих в стержне и уравновешивающих внешнюю нагрузку. Чем больше значение Мкр, тем выше уровень внутренних сил, возникающих в стержне. Прочность стержня будет определять то поперечное сечение стержня, в котором крутящий момент Мкр имеет максимальное значение. Размерность крутящего момента - М '■ кГсм, кГм, Нм, кНм и т.д. После определения максимального значения крутящего момента необходимо определить характеристику поперечного сечения, определяющую прочность круглого стержня при кручении, которая называется полярным моментом сопротивления и обозначается Wp. Таким образом, определены максимальные касательные напряжения х, которые определяют прочность стержня, но не дают ответа на вопрос, выдержит ли рассматриваемый стержень внешнюю нагрузку без разрушения или нет.
Определяется это с использованием условия прочности при кручении. Таким образом, путем сравнения максимальных напряжений, возникающих в опасном сечении стержня круглого поперечного сечения х с допускаемыми Ы и принимается решение о прочности стержня. С использованием условия прочности возможно решение двух задач: Первая задача носит название проверочной; вторая задача называется проектировочной. НАПРЯЖЕНИЕ ПРИ ИЗГИБЕ И РАСЧЕТ БРУСЬЕВ НА ПРОЧНОСТЬ Во всех точках поперечного сечения бруса при поперечном изгибе возникают нормальные и касательные напряжения (на рис. 9 эти напряжения показаны в точках, отстоящих на расстоянии Y от оси X):
Условные обозначения. Мх, Q - внутренние усилия: изгибающий момент и поперечная сила, они изменяются вдоль бруса и определяются с помощью построения эпюр; у - координата точек поперечного сечения, в которых определяются напряжения; Ъ - ширина сечения в месте определения касательных напряжений; Jx - главный центральный момент инерции -момент инерции относительно центральной оси х, сх* - статический момент относительно нейтральной оси л: той части площади поперечного сечения, которая расположена выше (или ниже) продольного сечения - выше или ниже уровня у, в точках которого определяются касательные напряжения.
Таким образом, на уровне у напряжения, определяемые вышеприведенными формулами, постоянны, не зависят от координаты X. С увеличением координаты у нормальные напряжения увеличиваются и в наиболее удаленных от нейтральной оси точках достигают наибольшего значения:
Для расчетов используется специальная геометрическая характеристика - момент сопротивления сечения при изгибе:
где /, h - длина бруса и высота его поперечного сечения.
Условие прочности имеет следующий вид: [а]- допускаемое напряжение. Процесс расчета бруса на прочность следует вести в определенной последовательности. При этом необходимо: Определить весь комплекс внешних сил, в том числе и реакций опор. Прежде всего, необходимо определить все реакции опор, так как реакции входят в число внешних сил. Если при этом число реакций равно числу линейно независимых уравнений статики, то все реакции находятся из статических уравнений. Построить эпюры внутренних усилий, по которым определить опасные сечения. Построение эпюр внутренних усилий выполняется с использованием метода сечений и начинается с деления бруса на участки. Границами участков служат места приложения сосредоточенных сил или моментов, места начала и конца действия распределенных нагрузок. Далее на каждом участке выбирается произвольное сечение, для которого составляются выражения для определения внутренних усилий, по которым строятся эпюры (графики) этих усилий. По эгпорам внутренних усилий определяются опасные сечения, в которых эти усилия достигают наибольших значений. В большинстве случаев основным внутренним усилием при расчетах бруса на прочность является изгибающий момент и связанные с ним нормальные напряжения. В опасных сечениях определить максимальные нормальные напряжения и для наибольшего из этих напряжений проверить выполнение условия прочности. После определения положения опасных сечений с наибольшими значениями изгибающих моментов, в этих сечениях вычисляют наибольшие нормальные напряжения: а) Для брусьев из пластичного материала, при равенстве по величине пределов текучести при растяжении и сжатии, наибольшие расчетные напряжения возникают в "опасных" точках, которые наиболее удалены от нейтральной оси.
после чего делается заключение о прочности бруса. б) Если же брус изготовлен из хрупкого материала:, то в опасных сечениях наибольшие нормальные напряжения определяются и в растянутых, и в сжатых О МАХС зонах поперечного сечения и путем сравнения их с соответствующими допускаемыми напряжениями при растяжении Г01 и сжатии Га1:
Соединение деталей машин. Соединение деталей машин - неподвижная или подвижная связь деталей, обусловленная конструкцией машины или отдельных её частей. В машиностроении под соединением деталей машин обычно понимают неподвижную связь (Неподвижное соединение) деталей машин; подвижная связь (соединение) определяется исключительно кинематикой машин. Соединения деталей машин необходимы для расчленения машины на сборочные единицы и отдельные детали, упрощения технологических процессов изготовления и сборки машин, обеспечения ремонта, восстановления и замены деталей, для транспортировки машин и узлов, их монтажа, установки и т.п. В сложных машинах используется множество соединений деталей машин, что связано главным образом с большим числом и номенклатурой деталей (например, в угольном комбайне около 5 тыс. деталей, в автомобиле - свыше 16 тыс., в рельсобалочном стане -около 1,5 млн. деталей 400 тыс. наименований). Соединения деталей машин могут быть не только прочными, но и прочноплотными, когда требуется соединять трубы, сосуды, аппараты, содержащие жидкости или газы. Неподвижные Соединения деталей машин разделяются на разъёмные соединения, допускающие повторную сборку и разборку соединяемых деталей без их разрушения и повреждения, и неразъёмные соединения, предназначенные для постоянной связи деталей без возможности их разборки. Разъёмное соединение - сопряжение деталей в узлах механизмов, машин, приборов, аппаратов, сооружений, допускающее разборку и сборку узлов без разрушения деталей. Основные виды: -винтовые и болтовые соединения - распространённый тип резьбового соединения болтом и гайкой. Обычно в отверстие соединяемых деталей болт вставляется с зазором (рис. 12), и соединение осуществляется затяжкой гайки, что создаёт давление между деталями, препятствующее их расхождению (раскрытию стыка) под действием осевых сил (Р) и относительному сдвигу под действием поперечных сил (Q), благодаря возникающему между деталями трению. Реже болт плотно входит в отверстие соединяемых деталей и препятствует относительному их сдвигу под действием поперечных сил, работая на срез; в этом случае стержень болта и отверстие детали обрабатываются с высокой точностью и при той же поперечной силе болт получается тоньше.
- зубчатые соединения - это шлицевое соединение, осуществляется посредством выступов (зубьев на валу) и соответствующих впадин (шлицев) в отверстии детали. В зависимости от профиля зубьев различают прямобочное (наиболее распространённое), эвольвентное, мелкозубое треугольное (рис. 13). В прямобочных зубчатых соединениях незакалённые детали центрируют на валу по наружному диаметру (рис. 14, а), закалённые со шлифованной центрирующей поверхностью отверстия - по внутреннему диаметру (рис. 14, б), в случае невысоких требований к точности центрирования и при значительной нагрузке - по боковым сторонам зубьев (рис. 14, в). В эвольвентных зубчатых соединениях, центрирование неподвижного соединения деталей осуществляют по боковым сторонам или по наружному диаметру; в треугольных - только по боковым сторонам. По условиям работы зубчатые соединения бывают подвижные (скользящие) и неподвижные с плотной посадкой и креплением детали от осевого смещения.
Рис. 13. Основные типы зубчатою соединения: а прямобочное; б - эвольвентное; в - треугольное.
Рис. 14. Центрирование прямобочного зубчатого соединения: а- по наружному диаметру D; б - по внутреннему диаметру d, в - но боковым сторонам зубьев. - соединения с помощью шпонок и штифтов, - клеевые соединения, допускающие разборку без разрушения деталей (например, при нагреве). Неразъёмное соединение - соединение с жёсткой механической связью деталей в каком-либо узле машины или конструкции, сохраняющееся в течение всего срока службы. При неразъемном соединении разборка обычно невозможна без разрушения или повреждения поверхностей деталей. Основные виды неразъемных соединений заклёпочные, сварные, паяные, прессовые, клеевые, полученные вальцеванием, комбинированные (клеесварные и др.). Применение того или иного вида неразъемных соединений, обусловлено требованиями изготовления, сборки, эксплуатации машин и экономическими соображениями. Основные понятия о материалах, их строении, свойствах, термической обработки и областях применения. Классификация материалов. Металлические и неметаллические материалы. Материалы можно разделить на две большие группы: металлические и неметаллические. Классификация данных материалов приведена на рис. 22.
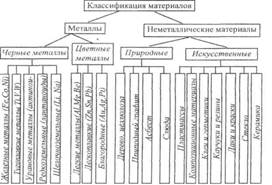
Металлы в тверд. и отчасти в жидк. состоянии обладают рядом характерных св-в: высокой теплопроводностью и электрической проводимостью; положительным температурным коэффициентом электрического сопротивления. Большое число металлов обладает сверхпроводимостью (у этих металлов при температуре, близкой к абсолютному нулю, элект. сопротивление падает скачкообразно, практически до нуля); термоэлектронной эмиссией, т.е. способностью испускать электроны при нагреве; хорошей отражательной способностью: металлы непрозрачны и обладают метал. блеском; повышенной способностью к пластической деформации. Металлы представляют собой поликристаллические тела, состоящие из большого числа мелких, различно ориентированных по отношению друг к другу кристаллов. В процессе кристаллизации они приобретают неправильную форму и называются кристаллитами, или зернами. В твердом состоянии металл представляет собой постройку, состоящую из положительно заряженных ионов, омываемых «газом» из свободных коллективизированных электронов. Связь в металле осуществляется электростатическими силами. Между ионами и коллективизированными электронами проводимости возникают электростатические силы притяжения, которые связывают ионы. Такая связь называется металлической. В металле атомы располагаются закономерно, образуя правильную кристаллическую решетку, что соответствует минимальной энергии взаимодействия атомов. К неметаллическим материалам относятся полимерные материалы, пластические массы, композиционные материалы на неметаллической основе, каучуки и резины, клеи, герметики, лакокрасочные покрытия, а также графит, стекло, керамика. Свойства - достаточная прочность, жесткость и эластичность при малой плотности, светопрозрачность, химическая стойкость, диэлектрические свойства. Полимерами называют вещества, макромолекулы которых состоят из многочисленных элементарных звеньев (мономеров) одинаковой структуры. Молекулярная масса их составляет от 5000 до 1 000 000. При таких больших размерах макромолекул свойства веществ определяются не только химическим составом этих молекул, но и их взаимным расположением и строением. Макромолекулы в полимере представляют собой цепочки, состоящие из отдельных звеньев. Гибкость макромолекул является одной из отличительных особенностей полимеров. Атомы, входящие в основную цепь, связаны прочной химической (ковалентной) связью. Наиболее сильные межмолекулярные взаимодей- ствия осуществляются посредством водородных связей. Сцепление молекул материала за счет сил притяжения называется когезией. Макромолекулы могут быть построены из одинаковых по химическому строению мономеров (полимеры) или разнородных звеньев (сополимеры). Стереорегулярность - свойство полимера, когда звенья и заместители расположены в пространстве в определенном порядке. Это придает материалу повышенные физико-механические свойства (по сравнению с нерегулярными полимерами). Полимеры встречаются в природе - натуральный каучук, целлюлоза, слюда, асбест, природный графит. Однако ведущей группой являются синтетические полимеры. Марки чугунов Серый чугун маркируют буквами СЧ (серый чугун) и двумя цифрами, которые показывают минимальное значение предела прочности чугуна на растяжение. Высокопрочный чугун (ВЧ) также подразделяется на отдельные марки в зависимости от механических свойств, причем основными показателями являются предел прочности при растяжении и относительное удлинение. Ковкий чугун маркируется следующим образом: КЧ означает ковкий чугун, затем идут цифры, соответствующие значениям предела прочности на растяжение и относительному удлинению. Взаимозаменяемость изделий. Взаимозаменяемостью называется свойство независимо изготовленных с данной точностью деталей и узлов обеспечивать возможность беспригонной сборки (или замене при ремонте) сопрягаемых деталей в узлы, а узлов в изделия при соблюдении предъявляемых к ним (узлам и изделиям) технических требований. Комплекс научно-технических исходных положений, выполнение которых при конструировании, производстве и эксплуатации обеспечивает взаимозаменяемость деталей, сборочных единиц и изделий называют принципом взаимозаменяемости. Полная взаимозаменяемость обеспечивает беспригоночную сборку любых независимо изготовленных с заданной точностью деталей. Если для требуемой точности сборки применяют групповой подбор деталей (селективную сборку), компенсаторы, регулирование положения отдельных деталей, пригонку и другие технические мероприятия, такую взаимозаменяемость называют неполной (ограниченной). Внешняя - это взаимозаменяемость покупных и кооперированных изделий и сборочных единиц по эксплуатационным показателям, а также по размерам и форме присоединительных поверхностей. Внутренняя - распространяется на детали, сборочные единицы и механизмы, входящие в изделия. Уровень взаимозаменяемости можно характеризовать коэффициентом взаимозаменяемости КВЗ равным отношению трудоёмкости изготовления взаимозаменяемых деталей и сборочных единиц к общей трудоемкости изготовления изделий. Взаимозаменяемость, при которой обеспечивается работоспособность изделий с оптимальными и стабильными во времени эксплуатационными показателями, называю функциональной. Допуски и посадки. Разность между наибольшим и наименьшим предельными размерами или абсолютное значение алгебраической разности между верхним и нижним отклонениями называется допуском на размер (Т). Допуск всегда положителен. Поле допуска - поле: ограниченное верхним и нижним отклонениями. Поле допуска определяется значением допуска и его положением относительно номинального размера. В системе допусков и посадок гладких соединений всякий наружный элемент - вал, а всякий внутренний - отверстие. Разность их размеров до сборки определяет характер соединения, или посадку, т. е. степень свободы или сопротивления их взаимному смещению. Разность размеров отверстия и вала, если размер отверстия больше размера вала, называется зазором. Разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия, называется натягом. В зависимости от расположения полей допусков отверстия и вала различают посадки 3-х типов: с зазором; с натягом; переходные. Принципы выбора допусков и посадок. Методы допусков и посадок: Метод прецедентов (метод аналогов): конструктор отыскивает в ранее сконструированных машинах, применение подобных сборочных единиц, и назначает аналогичные допуск и посадку. Метод подобия: отыскиваем аналогию конструкторских признаков и условий эксплуатации проектируемой сборочной единицы с признаками, указанными в справочной литературе. Общим недостатком этих методов является сложность определения признаков однотипности и подобия, возможность применения ошибочных допусков и посадок. Шероховатость поверхности - это совокупность неровностей поверхности с относительно малыми шагами, рассматриваемых на определенной длине (рис. 30).
Рис. 30. Профиль поверхностных неровностей Неровности поверхности оценивают как шероховатость на определенной длине. Линия, на которой оценивается шероховатость, называется базовой линией. Длина этой линии, в пределах которой определяют шероховатость, называется базовой длиной / (рис. 30) и она берется тем больше, чем больше неровности. За базовую линию принята средняя линия профиля (т), т. е. базовая линия, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины среднее квадратическое отклонение профиля до этой линии минимально. В качестве параметров (критериев) для оценки шероховатости в большинстве стран мира принято шесть параметров. Вертикальные параметры: Ra - среднее арифметическое отклонение профиля; Rz - высота неровностей профиля по десяти точкам; Rmax. - наибольшая высота неровностей профиля. Горизонтальные параметры: Sm - средний шаг неровностей; S- средний шаг неровностей по вершинам; tp_ относительная опорная длина профиля. Базовая длина проставляется в миллиметрах (мм). Для обозначения шероховатости применяется один из трех знаков:
Общие сведения о механической обработке материалов. Обработка конструкционных материалов. Обработка на металлорежущих станках: оборудование, приспособления, инструменты и методы обработки основных видов поверхностей. Для обеспечения установленной чертежом точности размеров, формы и шероховатости поверхности большинство деталей машин и механизмов обрабатывают на станках снятием стружки. Стружку снимают с заготовки различными металлическими и абразивными инструментами. У первых имеются специально заточенные режущие кромки (резцы, сверла и др.), у вторых - множество твердых зерен с острыми гранями и углами на поверхности и в толще этих инструментов. Обрабатываемые поверхности могут быть плоскими, цилиндрическими, коническими (с прямолинейной образующей), «фасонными» (с криволинейной образующей) или сложной криволинейной формы (поверхности зубьев зубчатых колес, резьбы и пр.). Для получения поверхности заданной формы заготовки и инструменты закрепляют на металлообрабатывающих станках, рабочие органы которых сообщают им необходимые движения с установленными скоростью и силой. Движения рабочих органов станков делят на основные и вспомогательные. Основными называют движения, при которых с заготовки снимается стружка; вспомогательными - движения, при которых стружка не снимается (отвод и подвод инструмента и пр.). Основное движение можно разделить на главное движение и движение подачи. Главным движением называют то движение, скорость которого является наибольшей. Снятие стружки на большинстве станков осуществляется лишь при сочетании этих двух движений. На рис. 31 приведены различные способы обработки резанием (стрелками указано направление главного движения v—* и направление движения подачи s—>). При точении (рис. 31, а) заготовке сообщается вращательное главное движение, а инструментам (резцам) - движение подачи. При фрезеровании (рис. 31, б), наоборот, главное движение сообщается инструменту (фрезе), а движение подачи - заготовке. При сверлении (рис. 31, в) как главное движение, так и движение подачи обычно сообщаются инструменту, однако в специальных станках это может не соблюдаться. При строгании на продольно-строгальных станках главное движение сообщается заготовке (рис. 31, г), а движение подачи - инструменту. При строгании на поперечно-строгальных станках и обработке заготовок на долбежных станках главное движение сообщается инструменту (резцу), а движение подачи - заготовке или резцу.
Рис. 31 Движение рабочих органов металлорежущих станков При протягивании (рис. 31, д) главное движение (прямолинейное) сообщается инструменту (протяжке), а подача sr определяется разностью высот каждых двух смежных зубьев протяжки; движения подачи по этой схеме нет, оно заложено в конструкции протяжки. При круглом и плоском шлифовании (рис. 31, е,ж) главное движение всегда вращательное; оно выполняется инструментом (шлифовальным кругом). При круглом шлифовании заготовка вращается и обеспечивается окружная подача. При плоском шлифовании продольная подача (рис. 31, ж) производится чаще всего заготовкой, а поперечная подача - шлифовальным кругом или заготовкой. Процесс резания и образования стружки. Резание металлов является сложной совокупностью различных деформаций: смятия, сдвига, среза, сопровождающихся трением отделившейся стружки о переднюю поверхность резца и трением поверхности резания заготовки о заднюю поверхность резца. В результате упругопластической деформации материала, происходящей под воздействием режущего инструмента, образуются новые поверхности. Так как качество обработанной поверхности при заданных условиях зависит от характера упругопластической деформации срезаемого слоя и этот слой изнашивает режущий инструмент, то в учении о резании металлов различают две основные проблемы: упругопластическую деформацию металлов в процессе образования стружки и износ и стойкость режущего инструмента. Основы резания остаются постоянными независимо от того, каким инструментом (резцом, сверлом, фрезой и др.) производится обработка; изменяются лишь условия обработки. Образование стружки. На рис. 32, а приведена схема образования стружки при резании. Резец 3, перемещаемый в направлении стрелки Б, передней поверхностью 2 сминает и скалывает частицы металла, лежащие выше плоскости ВА, причем образующаяся стружка 1 состоит из отдельных элементов: а, б, в, г, д. Вначале инструмент режущей кромкой внедряется в металл заготовки около точки А; далее при своем движении инструмент передней поверхностью давит на верхний слой металла и отрывает его от основной массы металла заготовки (рис. 32, б).
Характер и величина деформации срезаемого металла заготовки при переходе его в стружку зависят от многих причин, в первую очередь от свойств заготовки. При обработке пластичных металлов (медь и др.) образуется сливная стружка, отдельные элементы которой явно не выражены (рис. 32,в). При обработке менее вязких металлов (твердой стали) образуется стружка скалывания (рис. 32, а). При обработке хрупких металлов (например, чугуна) стружка отделяется разобщенными элементами (стружка надлома, рис. 32, г). Основные промышленные комплексы и технологии производства материалов, энергии, машин и аппаратов. Краткий исторический обзор развития промышленного производства. Вклад отечественных ученых в технологию современного промышленного производства. Промышленность состоит из большого количества взаимосвязанных отраслей и производств. Возникновение промышленности как самостоятельной отрасли народного хозяйства, ее отраслевая дифференциация -это постоянный процесс, обусловленный разделением общественного труда. Разделение общественного труда проявляется в трех формах: общее, частное, единичное. На практике широко используется классификация отраслей промышленности, предусматривающая их объединение в крупные комплексные отрасли по одному из следующих однородных признаков: - целевому назначению производимой продукции; - общности исходного сырья, родственности применяемой технологии. Классификатор отраслей народного хозяйства предусматривает выделение в промышленности 16 комплексных отраслей: электроэнергетика - 7 отраслей, топливная промышленность - 16, черная металлургия - 11 отраслей, цветная металлургия - 36, химическая и нефтехимическая промышленность включает 32 отрасли, машиностроение и металлообработка включает 136 отраслей и т.д. В настоящее время отрасли промышленности объединены в следующие межотраслевые комплексы: А) топливно-энергетический; Б) металлургический; В) машиностроительный; Г) химико-лесной; Д) агропромышленный; Е) социальный (товары народного потребления в л/промышленности); Ж) строительный комплекс (стройматериалы). Основой российской экономики является топливно-энергетический комплекс (ТЭК), представляющий собой интегрированную систему угольной, газовой, нефтяной промышленности, энергетики, отраслей по производству энергетического и других видов оборудования. В настоящее время в структуре топливно-энергетической базы на нефть и газ приходится 74%, при этом доля нефти сокращается, а доля газа растет и составляет примерно 41%. Доля угля 20%, оставшиеся 6% приходится на электроэнергию. Металлургический комплекс России включает в себя добычу руд металлов, их обогащение, выплавку металла, производство проката. Различают черную и цветную металлургию. Более 90% металла, используемого в народном хозяйстве - это черные металлы, прежде всего сталь. В составе черной металлургии выделяются следующие типы предприятий: металлургические заводы полного цикла, сталеплавильные и сталепрокатные заводы, предприятия малой металлургии и бездоменной металлургии, производство ферросплавов. Машиностроительный комплекс (МК). Продукция предприятий машиностроения играет решающую роль в реализации достижений научно-технического прогресса во всех областях хозяйства. На долю МК приходится почти 30% от общего объема промышленной продукции. В структуре МК различают тяжелое машиностроение (67% продукции), общее машиностроение (28%), среднее машиностроение (15%). Тяжелое машиностроение отличается большим потреблением металла, относительно малой трудоемкостью и большим использованием энергии. Общее машиностроение характеризуется средними нормами потребления металла, энергии, не высокой трудоемкостью. Предприятия производят технологическое оборудование для нефтеперерабатывающей, химической,   ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между...  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|





 а - предел прочности при растяжении,
а - предел прочности при растяжении, условие прочности имеет вид:
условие прочности имеет вид:

 , для чугуна
, для чугуна Условие жесткости по логике строится так же, как и условие прочности. Однако, ограничения накладываются не на напряжения, а на изменение формы стержня (вала, балки), т.е. деформации. Для разных видов нагружения условия жесткости имеютвид: при растяжении (сжатии)
Условие жесткости по логике строится так же, как и условие прочности. Однако, ограничения накладываются не на напряжения, а на изменение формы стержня (вала, балки), т.е. деформации. Для разных видов нагружения условия жесткости имеютвид: при растяжении (сжатии) при кручении
при кручении
 Предварительно необходимо определить максимальный крутящий момент Мкр, возникающий от действия внешней нагрузки.
Предварительно необходимо определить максимальный крутящий момент Мкр, возникающий от действия внешней нагрузки. Для решения поставленной задачи еще необходимо знать допускаемые напряжения Ы, в сравнении с которыми максимальных напряжений хМАХк выносится решение о прочности или непрочности рассчитываемого стержня.
Для решения поставленной задачи еще необходимо знать допускаемые напряжения Ы, в сравнении с которыми максимальных напряжений хМАХк выносится решение о прочности или непрочности рассчитываемого стержня. Рис. 9.
Рис. 9. Эти формулы выведены в главных центральных осях поперечного сечения бруса. На рис. 9 это оси X, У. При этом ось Y совпадает с осью симметрии сечения, а ось X, перпендикулярная плоскости изгиба, проходит через центр тяжести сечения и является нейтральной осью: нормальные напряжения в точках этой оси равны нулю. Ось Z - ось бруса.
Эти формулы выведены в главных центральных осях поперечного сечения бруса. На рис. 9 это оси X, У. При этом ось Y совпадает с осью симметрии сечения, а ось X, перпендикулярная плоскости изгиба, проходит через центр тяжести сечения и является нейтральной осью: нормальные напряжения в точках этой оси равны нулю. Ось Z - ось бруса.

 Касательные напряжения, наоборот, уменьшаются и в наиболее удаленных от нейтральной оси точках обращаются в нуль, а а области нейтральной оси достигают наибольших значений (рис. 9,г). Кроме того, наибольшие значения касательных напряжений значительно меньше максимальных значений нормальных напряжений: так для консольного стержня прямоугольного поперечного сечения, нагруженного сосредоточенной силой на свободном конце, отношение максимальных значений этих напряжений.
Касательные напряжения, наоборот, уменьшаются и в наиболее удаленных от нейтральной оси точках обращаются в нуль, а а области нейтральной оси достигают наибольших значений (рис. 9,г). Кроме того, наибольшие значения касательных напряжений значительно меньше максимальных значений нормальных напряжений: так для консольного стержня прямоугольного поперечного сечения, нагруженного сосредоточенной силой на свободном конце, отношение максимальных значений этих напряжений. Поэтому, при /» h, что имеет место в большинстве случаев, касательные напряжения по сравнению с нормальными пренебрежимо малы и при расчетах на прочность не учитываются.
Поэтому, при /» h, что имеет место в большинстве случаев, касательные напряжения по сравнению с нормальными пренебрежимо малы и при расчетах на прочность не учитываются. Эти напряжения сравниваются с допускаемым напряжением r<jl:
Эти напряжения сравниваются с допускаемым напряжением r<jl: решается вопрос о прочности бруса.
решается вопрос о прочности бруса.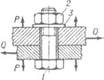 Рис. 12. Болтовое соединение с зазором между болтом и отверстием: 1 - болт; 2 - гайка; 3 - шайба.
Рис. 12. Болтовое соединение с зазором между болтом и отверстием: 1 - болт; 2 - гайка; 3 - шайба.

 — для обозначения шероховатости поверхности, вид обработки которой не устанавливается, а назначаются лишь предельные величины параметров шероховатости;
— для обозначения шероховатости поверхности, вид обработки которой не устанавливается, а назначаются лишь предельные величины параметров шероховатости; - для обозначения шероховатости, образуемой удалением слоя материала, например, точением, сверлением, травлением и т. п.;
- для обозначения шероховатости, образуемой удалением слоя материала, например, точением, сверлением, травлением и т. п.;  - для обозначения шероховатости поверхности, образуемой без удаления слоя материала, например, литьем ковкой и т. п.
- для обозначения шероховатости поверхности, образуемой без удаления слоя материала, например, литьем ковкой и т. п.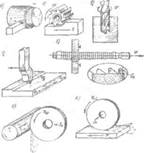
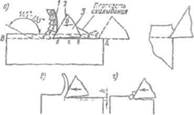 Рис. 32. Образование стружки
Рис. 32. Образование стружки