|
|
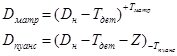
Исполнительные размеры рабочих частей штампа ⇐ ПредыдущаяСтр 5 из 5 Исполнительные размеры рабочих частей штампа (пуансона и матрицы) с учётом изменения их размеров в процессе обработки:
Для вырубки:
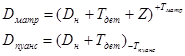
Для пробивки:
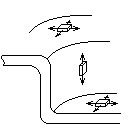
Раскрой материала При ХЛШ затраты на материал составляют от 50 до 70% себестоимости. Наиболее эффективным способом её снижения является экономия материала за счёт уменьшения доли отхода. В связи с этим возникает проблема оптимизации раскроя листовых материалов. Раскрой – это отыскание наиболее эффективного размещения заготовок в листе (полосе, ленте) относительно друг друга и кромок листового материала. Мерой эффективности раскроя служит коэффициент использования материала k и коэффициент раскроя kр. Коэффициент использования материала представляет собой отношение массы детали к норме расхода на её изготовление. Коэффициент раскроя – это отношение массы деталей, полученных из одной исходной заготовки к её общей массе. Если учесть, что толщина всех деталей и исходной заготовки одинакова, то:
Коэффициент раскроя определяется по контуру, то есть если деталь не имеет отверстий, то k=kр. Если коэффициент раскроя зависит от формы внешнего контура изготовляемых деталей, а также от их взаимного расположения, то коэффициент использования зависит ещё и от наличия отверстий. Коэффициент использования – главный показатель, определяющий как эффективность использования материала, так и технологичность конструкции штампуемых деталей. Чем выше значение этого коэффициента, тем больше эффект раскроя, тем технологичнее штампуемая деталь. Типы раскроя листовых заготовок
1) Раскрой с отходами; 2) Малоотходный раскрой; 3) Безотходный раскрой. Ширина перемычек влияет на коэффициент использования (k), на точность вырубаемых деталей, а также стойкость пуансона и матрицы. Чем она больше, тем меньше коэффициент использования, тем выше точность. Перемычка должна быть достаточно жёсткой, так как при малой жёсткости она может быть втянута в зазор между пуансоном и матрицей, что в свою очередь может привести к порче оборудования. Снижение жёсткости приводит к понижению точности шага штамповки из-за упругого изгиба перемычки при подаче заготовки с упором на неё. Ширина перемычки зависит от толщины заготовки, механических свойств материала, длины вырубаемых участков (вдоль перемычки) и конструкции штампа. Для S больше 4, ширина перемычки выбирается из интервала 1¸3,2 мм. Малоотходный раскрой характеризуется отсутствием внешних перемычек. Вытяжка Вытяжка – процесс формообразования полых деталей различной формы из плоских заготовок. Различают две разновидности вытяжки: без уплотнения стенок и с уплотнением.
Коэффициент свёртки:
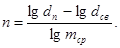
Для простоты расчётов, допустим, что m1=m2=m3=…=mср, тогда må= mсрn, где n – количество вытяжек.
В то же время,
Приравняв оба уравнения и прологарифмировав их, получим:
В процессе вытяжки площадь заготовки остаётся неизменной, поэтому можно определить диаметр заготовки при вытяжке осесимметричных деталей: Dз=1,13ÖåFi, где åFi – сумма элементарных площадей, из которых состоит деталь. При вытяжке с уплотнением, зазор между пуансоном и матрицей меньше толщины заготовки. При данном методе происходит большее пластическое деформирование материала. Его используют для получения тонкостенных полых цилиндрических деталей (сильфонов).   Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|

 где f – площадь заготовки, n - количество деталей, полученных из исходной заготовки, B и L - ширина и длина исходной заготовки. Площадь детали, имеющей отверстия, рассчитывают так: f=fк-fотв, где fк - площадь по контуру, fотв - суммарная площадь отверстий. Тогда коэффициент использования можно записать следующим образом: k=n(fк-fотв)/BL.
где f – площадь заготовки, n - количество деталей, полученных из исходной заготовки, B и L - ширина и длина исходной заготовки. Площадь детали, имеющей отверстия, рассчитывают так: f=fк-fотв, где fк - площадь по контуру, fотв - суммарная площадь отверстий. Тогда коэффициент использования можно записать следующим образом: k=n(fк-fотв)/BL. Различают три типа раскроя:
Различают три типа раскроя:


 Сущность процесса вытяжки заключается в том, что пуансон под действием усилия Р, создаваемого прессом, вместе с заготовкой внедряется внутрь матрицы. При этом за счёт пластического деформирования материала происходит изменение формы заготовки.
Сущность процесса вытяжки заключается в том, что пуансон под действием усилия Р, создаваемого прессом, вместе с заготовкой внедряется внутрь матрицы. При этом за счёт пластического деформирования материала происходит изменение формы заготовки. Первая операция вытяжки, в результате которой происходит первоначальное полой заготовки, называется свёрткой. В общем случае, при вытяжке площадь заготовки сохраняется. При дальнейшей вытяжке уменьшается диаметр заготовки и увеличивается её высота.
Первая операция вытяжки, в результате которой происходит первоначальное полой заготовки, называется свёрткой. В общем случае, при вытяжке площадь заготовки сохраняется. При дальнейшей вытяжке уменьшается диаметр заготовки и увеличивается её высота.


 В результате силового воздействия пуансона в части заготовки, расположенной по поверхности матрицы действуют растягивающие напряжения sр и сжимающие тангенциальные напряжения sq. Сжимающие растяжения могут привести к образованию складок. Для предотвращения этого используют прижим с усилием Q. Усилие прижима Q определяется по формуле: Q=qF, где q – рекомендованная величина, а F – площадь заготовки, расположенная под прижимом. Величины Q должно быть достаточно для предотвращения складкообразования, но она не должна препятствовать процессу формообразования. В результате перемещения заготовки, при больших значениях Q может произойти её разрыв. Прижим используется при относительной толщине заготовки D не более 2%, где D=S/D0 (D0 - диаметр исходной заготовки). Усилие Р должно удовлетворять неравенству: Р<LSsр, где L – длина периметра по пуансону или матрице, sр - предел прочности.
В результате силового воздействия пуансона в части заготовки, расположенной по поверхности матрицы действуют растягивающие напряжения sр и сжимающие тангенциальные напряжения sq. Сжимающие растяжения могут привести к образованию складок. Для предотвращения этого используют прижим с усилием Q. Усилие прижима Q определяется по формуле: Q=qF, где q – рекомендованная величина, а F – площадь заготовки, расположенная под прижимом. Величины Q должно быть достаточно для предотвращения складкообразования, но она не должна препятствовать процессу формообразования. В результате перемещения заготовки, при больших значениях Q может произойти её разрыв. Прижим используется при относительной толщине заготовки D не более 2%, где D=S/D0 (D0 - диаметр исходной заготовки). Усилие Р должно удовлетворять неравенству: Р<LSsр, где L – длина периметра по пуансону или матрице, sр - предел прочности.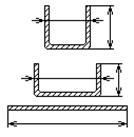 Процесс формообразования детали вытяжкой происходит в несколько операций.
Процесс формообразования детали вытяжкой происходит в несколько операций. При уменьшении D, возрастает h.
При уменьшении D, возрастает h.


 Суммарный Коэффициент вытяжки:
Суммарный Коэффициент вытяжки:
 må=m1+m2+m3+…+mn, но всегда m1<m2<m3<…<mn, так как в процессе деформации повышается прочность, а следовательно понижается пластичность.
må=m1+m2+m3+…+mn, но всегда m1<m2<m3<…<mn, так как в процессе деформации повышается прочность, а следовательно понижается пластичность.