
|
|
ОБРАБОТКА АБРАЗИВНЫМ ИНСТРУМЕНТОМСтр 1 из 5Следующая ⇒ ОБРАБОТКА АБРАЗИВНЫМ ИНСТРУМЕНТОМ Все методы обработки абразивным (abrasio – соскабливание) инструментом основаны на соскабливании материала заготовки абразивными зёрнами, входящими в состав инструмента. Каждое воздействие такого зерна приводит к удалению микрообъёма материала заготовки, то есть происходит процесс микрорезания. В общем случае, абразивный диск (инструмент) можно представить в виде фрезы, на цилиндрической наружной поверхности которой расположены микрозубья различной геометрии. 1. 2. 3. 4. Условная наружная поверхность инструмента; 5. Условная поверхность связки.
Обработка на шлифовальных станках В зависимости от толщины срезаемого припуска и требуемого качества поверхности различают обдирочное, черновое, получистовое, чистовое и тонкое шлифование. В зависимости от формы обрабатываемых поверхностей различают круглое (наружное и внутреннее), плоское, а также другие специальные виды шлифования. Круглое шлифование
Припуск под круглое шлифование – 0,4мм. Подача выбирается в долях ширины круга: S=kB. Для чернового шлифования k =0,3¸0,8, для чистового k =0,1¸0,3. Подача задаётся в мм/об. Скорость вращения круга: Vк=35¸50 м/с, Скорость вращения заготовки: Vз=15¸55 м/мин. Разновидностью шлифования является шлифование поперечной подачи. Схема реализуется в тех случаях, когда ширина шлифуемой части детали меньше ширины круга. Шлифование плоских поверхностей
Бесцентровое шлифование
Отделочные методы Хонингование
1. Заготовка; 2. 3. 4. Хонингование происходит при обеспечении следующих движений: вращательного и обратно-поступательного движения ХОНа. При этом устройство ХОНа позволяет обеспечить радиальное перемещение брусков, что в свою очередь реализует достаточное давление на обрабатываемую поверхность. Это способствует удалению достаточно больших припусков. Шарнирное соединение обеспечивает точное расположения ХОНа относительно оси отверстия, поэтому при создании определённого давления можно устранить погрешность формы, полученную на предыдущей обработке. Высокое качество обработанной поверхности обеспечивается за счёт несовпадения траекторий абразивных зёрен, что достигается возвратно-поступательным движением ХОНа. Хонингованием обеспечивают 7 квалитет точности при шероховатости RZ ==0,32¸0,08 мкм. Процесс ведут при обильной подаче СОЖ: смеси керосина и машинного масла. Припуск под хонингование менее 0,2 мм. Суперфиниширование Суперфиниширование реализуется при сочетании следующих движений: вращательного движения заготовки Vз, поступательного движения абразивных брусков, а также их колебательного движения. Совокупность таких движений обеспечивает выполнение принципа неповторения следов абразивных зёрен. Абразивные бруски (обычно два) подпружинены, то есть величина давления с их стороны на заготовку невелика, что исключает возможность устранения погрешности формы, полученной на предыдущей обработке. Частота колебания брусков около 50 Гц, при амплитуде от двух до пяти мм. Суперфиниширование осуществляется в среде СОЖ. Данный метод является циклическим процессом и при достижении определённой шероховатости автоматически прекращается: дальнейшего съёма материала заготовки не происходит, хотя все рабочие движения продолжают выполняться. Это объясняется тем, что при снятии микровыступов увеличивается площадь контакта между поверхностью заготовки и брусков. В результате, уменьшается удельное контактное давление и при определённой шероховатости усилия прижима бруска становится недостаточно для разрыва масляной плёнки. Припуск на суперфиниширование менее 0,08 мм. Метод позволяет получать шероховатость Rа =0,16¸0,02. Притирка Метод окончательной обработки поверхностей с помощью несвязанного абразива называется притиркой. Притирка осуществляется с помощью притирочных кругов-притиров (чугун, бронза, медь). Несвязанный абразив (порошок или паста) помещается между обрабатываемой поверхностью и притиром. Детали задают движение, обеспечивающее принцип неповторения следов. В процессе притирки происходит шаржирование притира, когда часть абразивных зёрен внедряется в поверхность притира начинает работать как связанный абразив. С помощью притирки получают точность 5 квалитета при шероховатости Rа ==0,16¸0,08. Припуск на притирку менее 0,01 мм. Полирование Полирование проводят с целью увеличения отражательной способности поверхности или придания ей металлического блеска. Для данного метода используют специальные полировальные круги (из фетра, кожи, ткани и т.д.), отличающиеся высокой эластичностью. На образующую поверхность круга наносится полировочная паста. Режим полирования определяется скоростью вращения полировального круга. К отделочным методам относится также тонкое точение, позволяющее получить Rа =0,25¸0,08 и отличающееся высокой скоростью резания (8 м/мин), малыми подачами (0,01¸0,05 мм/мин) и малыми глубинами резания. Механическое полирование
Электроискровая обработка
Электроискровая обработка бывает 2х видов: · Обработка профилированным инструментом; · Обработка непрофилированным инструментом.
Схема электроискровой обработки изображена на рисунке. Достоинством обработки профилированным инструментом является возможность получения отверстий любой формы, которые определяются профилем инструмента (его поперечного сечения). Режимы обработки назначаются из интервала 10 – 200 микросекунд с частотой 2 – 5 МГц. Напряжение на электродах до 250 В.
Мягкие, то есть чистовые режимы при производительности 0,001 мм3/сек обеспечивают шероховатость Ra=1,25-0,16мкм. При жёстких режимах глубина дефектного слоя 0,2–0,5 мм, при мягких режимах – 0,02-0,05мм. Для изготовления электродов инструмента используют медь (М1) и медные сплавы. Основным недостатком метода является существенный износ инструмента, что приводит к погрешности формы обрабатываемых отверстий.
Недостатком данного метода является ещё больший расход материала инструмента, так как повторное её применение невозможно.
Электроимпульсная обработка
Электроимпульсная обработка осуществляется с помощью униполярных импульсов достаточной длительности, малого напряжения, но при большой плотности тока. Особенностью электроимпульсной обработки является обратное включение по сравнению с электроискровой, то есть инструмент является положительным электродом. При данном виде обработки относительный износ инструмента существенно меньше, чем при искровой. По отношению к износу обрабатываемой детали, износ инструмента составляет 0,5-1%. Электроимпульсная обработка характеризуется высокой производительностью: до 3х тысяч мм3/сек. Такой режим обеспечивает грубую обработку. При мягких режимах (до 1 мм3/сек) шероховатость может достигать Rz=80-20мкм, при глубине дефектного слоя 0,3-0,5мм. На жёстких режимах при высокой производительности глубина дефектного слоя достигает нескольких миллиметров. Электроимпульсная обработка применяется для получения больших полостей при изготовлении штампов.
Высокочастотная обработка
Высокочастотная обработка характеризуется низкой производительностью, но высоким качеством обрабатываемой поверхности. Электроконтактная обработка
В её основе лежит сочетание способов разрушения материала за счёт механического воздействия и за счёт электроэрозии.
Вибрация в процессе резания, в данном случае, играет положительную роль, так как способствует увеличению количества прерывистых контактов, необходимых для электрического разряда. Производительность: до 3х тысяч мм3/сек, при глубине дефектного слоя несколько миллиметров. Электроконтактная обработка использует обычное универсальное оборудование с некоторой доделкой электрических цепей.
Ультразвуковая обработка
В её основе лежит использование колебаний ультразвуковой частоты в диапазоне 16-20кГц. Ультразвуковые колебания создают в жидкой среде, при этом в ней возникает явление кавитации, которое заключается в том, что при последовательном прохождении через жидкую среду колебаний, в ней образуются воздушные полости (пузырьки) при разрыве сплошности жидкости после прохождения волн растяжения. При прохождении волн сжатия, пузырьки исчезают, в результате, на данном микроучастке возникает давление сотен атмосфер. Большое количество пузырьков, которые возникают и исчезают с ультразвуковой частотой, воздействуют на обрабатываемую поверхность или заставляют колебаться помещённые в жидкость частицы с той же частотой. В основе создания ультразвуковых колебаний лежит макет магнитострикции, которая заключается в том, что размеры сердечника могут меняться при воздействии на него электромагнитного поля. Изменения линейных размеров сердечника под действием электромагнитного поля достигают 10 мкм. Для технологических целей, таких изменений мало, поэтому для размерной обработки применяются металлические усилители или концентраторы (1), а для интенсификации процессов очистки используют излучающие пластины (2). С помощью концентраторов и излучающих пластин, амплитуда колебаний увеличивается до 50-60 мкм.
Производительность также определяется: · · Оптимальным давлением считается 0т 2х до 5ти кгс/см2; · · В качестве материала для абразивных зёрен (абразива) используют корунд, карбид бора, карбид кремния. Ультразвуковую обработку используют для получения отверстий в стекле, в драгоценных камнях и т. п. МЕТОДЫ ФОРМООБРАЗОВАНИЯ Литейные свойства сплавов Отливки можно получить только из сплавов, обладающих определёнными литейными свойствами. К ним относятся: 1. Высокая жидкотекучесть; 2. Малая усадка; 3. Небольшая склонность к образованию литейных напряжений, образованию газовых раковин, и пористости отливок; 4. Незначительная ликвация и мелкокристаллическое строение.
У конструкционной стали и чугуна, жидкотекучесть уменьшается с увеличением содержания серы и возрастает с увеличением содержания фосфора и кремния. При сравнительной оценке по величине жидкотекучести все сплавы можно разделить на 3 группы: с высокой, средней и пониженной жидкотекучестью. К 1й группе относятся алюминиевые сплавы, содержащие кремний, безоловянные бронзы и т.д., ко 2й группе можно отнести сплавы алюминия с медью и магнием. Магниевые сплавы имеют пониженную жидкотекучесть. Усадка. Под усадкой понимают изменение (уменьшение) линейных размеров и объёма жидкого сплава в форме при охлаждении. Различают объёмную усадку (yо) и линейную усадку (yл):
При охлаждении отливок, выступающие части формы, стержни препятствуют свободной усадке, поэтому на практике пользуются значениями литейной усадки. Так, например, литейная усадка низколегированных и низкоуглеродистых сталей составляет 1,8¸2%, при линейной, равной 2¸24%. Величина усадки зависит от химического состава сплава. В алюминиевых сплавах усадка повышается с увеличением содержания меди и магния и понижается с увеличением содержания кремния. Для компенсации усадки, её необходимо учитывать при проектировании размеров литейной формы. Затвердевание некоторых сплавов в форме может сопровождаться образованием усадочных полостей и раковин. Для предупреждения этого необходимо обеспечивать достаточное питание отливки путём повышения сечения питателей литниковой системы. Из-за наличия в рабочей полости литейной формы выступов, ограничивающих свободную усадку, в отливке могут образоваться усадочные напряжения. Кроме того, за счёт разницы толщины отельных участков отливки, температурное изменение по её объёму происходит неравномерно, что является причиной появления внутренних температурных напряжений. Помимо этого, вследствие разности объёмов отдельных структурных образований металла, на их границах при охлаждении могут появиться межкристаллические напряжения. В совокупности, все эти напряжения могут служить причиной появления трещин в отливке. Для снижения внутренних напряжений, предусматривают равномерность сечения отливки без резких переходов, а также последующую термообработку. Расплавленный металл поглощает из окружающего пространства водород, кислород и другие газы. При этом, чем выше температура сплава, тем интенсивнее происходит газопоглощение. Избыточность газов может привести к появлению газовых полостей и пористости отливки. Для уменьшения газопоглощения, плавку ведут под слоем флюса в среде защитных газов с использованием хорошо просушенных материалов. Целесообразно увеличивать газопроницаемость литейных форм, снижать влажность формовочных смесей. При затвердевании происходит выравнивание химического состава по объёму отливки. Этот процесс происходит медленно, поэтому в отдельных частях отливки может наблюдаться химическая неоднородность, называемая ликвацией. Ликвация уменьшается с понижением температуры и скорости заливки, а также при ускорении затвердевания. Структура (строение) сплавов оказывает существенное влияние на их свойства. Предпочтительной является мелкокристаллическая структура. Уменьшение размеров зёрен достигается понижением температуры и скорости заливки, а особенно повышением скорости затвердевания сплавов.
1. 2. Изготовление литейной формы и стержней; 3. Расплавление исходного материала; 4. Заливка; 5. 6. Очистка; 7. Обрубка; 8. Зачистка; 9. Термообработка.
1. Опорная плита; 2. Верхняя опока; 3. Нижняя опока; 4. Центрирующие штыри; 5. Формовочная смесь; 6. Стержень; 7. Отпечаток модели; 8. Выпор; 9. Литниковая чаша; 10. Литниковый стояк; 11. Шлакоуловитель; 12. Питатель; 13. Проколы. Литниковая система (9,10,11,12) предназначена для подвода металла в рабочую область формы и питание отливки для компенсации усадки, предотвращения разрушения формы, попадания шлака и воздуха со струёй расплава. Выпор предназначен для обеспечения полного заполнения формы расплавом: вытеснения газов из рабочей полости и контроля заполнения формы. Опока представляет собой деревянный ящик, который заполняют рабочей смесью (глина+песок). В ней получают отпечатки верхней и нижней половин модели. Для сохранения отпечатка после её извлечения, смесь утрамбовывают. Соединение отпечатков осуществляется с помощью центрирующих штырей. Одновременно с моделью отливки заформовывается модель литниковой системы. Соединив опоки, осуществляют заливку расплава. После отвердевания, отливку с литниковой системой извлекают, разрушая литейную форму. Очистка отливки предполагает удаление с её поверхности остатков формовочной смеси. Её производят в галтовочных барабанах, на виброабразивных установках, дробемётом или пескоструем. Обрубка предусматривает отделение от отливки литниковой системы и выпоров. Её производят с помощью ленточных и дисковых пил или анодно-механической обработкой. Далее производят зачистку, то есть удаление следов литниковой системы и выпоров после обрубки. Термообработку отливок производят при температуре ниже температуры рекристаллизации в целях снятия внутренних напряжений в металле, стабилизации формы и размеров отливки. Резка материалов
При резке рулонных металлических и неметаллических материалов используют дисковые ножницы. Резку материалов по замкнутому контуру осуществляют в штампах. Следует не путать понятия оборудование и технологическая оснастка. Так, некоторые ошибочно считают, что штамп – это оборудование. На самом же деле, в качестве оборудования в данном случае выступает пресс, штамп же считается технологической оснасткой.
В зависимости от того, чем является отделяемая часть исходной заготовки, различают вырубку и пробивку. При вырубке, отделяемая часть является деталью, при пробивке – отделяемая часть является отходом.

1. 2. 3. 4. 5. 6. Держатель пуансона; 7. 8. 9. 10. 11. 12.
Раскрой материала При ХЛШ затраты на материал составляют от 50 до 70% себестоимости. Наиболее эффективным способом её снижения является экономия материала за счёт уменьшения доли отхода. В связи с этим возникает проблема оптимизации раскроя листовых материалов. Раскрой – это отыскание наиболее эффективного размещения заготовок в листе (полосе, ленте) относительно друг друга и кромок листового материала. Мерой эффективности раскроя служит коэффициент использования материала k и коэффициент раскроя kр. Коэффициент использования материала представляет собой отношение массы детали к норме расхода на её изготовление. Коэффициент раскроя – это отношение массы деталей, полученных из одной исходной заготовки к её общей массе. Если учесть, что толщина всех деталей и исходной заготовки одинакова, то:
Коэффициент раскроя определяется по контуру, то есть если деталь не имеет отверстий, то k=kр. Если коэффициент раскроя зависит от формы внешнего контура изготовляемых деталей, а также от их взаимного расположения, то коэффициент использования зависит ещё и от наличия отверстий. Коэффициент использования – главный показатель, определяющий как эффективность использования материала, так и технологичность конструкции штампуемых деталей. Чем выше значение этого коэффициента, тем больше эффект раскроя, тем технологичнее штампуемая деталь. Вытяжка Вытяжка – процесс формообразования полых деталей различной формы из плоских заготовок. Различают две разновидности вытяжки: без уплотнения стенок и с уплотнением.
  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор...  Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|

 Обрабатываемая поверхность;
Обрабатываемая поверхность; Обработанная поверхность;
Обработанная поверхность;


 Поверхность резания;
Поверхность резания;


 Геометрия каждого зерна характеризуется отрицательными передними углами. Разнообразие величин углов, определяемое формой каждого абразивного зерна, приводит к тому, что при сильном увеличении обработанная поверхность не будет казаться гладкой, но, учитывая поперечные размеры зерна, не превышающие 0,5 мм и глубины резания (десятые доли мм), можно предположить, что каждое отдельное зерно (зуб фрезы) удаляет микрочастицу материала. При этом образующаяся шероховатость будет измеряться микровеличинами, то есть минимальными размерами впадин и выступов.
Геометрия каждого зерна характеризуется отрицательными передними углами. Разнообразие величин углов, определяемое формой каждого абразивного зерна, приводит к тому, что при сильном увеличении обработанная поверхность не будет казаться гладкой, но, учитывая поперечные размеры зерна, не превышающие 0,5 мм и глубины резания (десятые доли мм), можно предположить, что каждое отдельное зерно (зуб фрезы) удаляет микрочастицу материала. При этом образующаяся шероховатость будет измеряться микровеличинами, то есть минимальными размерами впадин и выступов. Неодинаковость размеров зёрен приводит к тому, что в контакт с материалом заготовки вступают наиболее выступающие зёрна. Учитывая отрицательные значения передних углов, а также износ в процессе соскабливания (что увеличивает силы резания) можно предположить, что в определённый момент времени силы резания будут превышать силы, с которыми связка удерживает абразивное зерно. Оно выкрашивается. В этот момент в контакт с материалом заготовки вступает следующее, наиболее выступающее абразивное зерно. Этот процесс называется самозатачиванием, то есть происходит обновление режущих зубьев.
Неодинаковость размеров зёрен приводит к тому, что в контакт с материалом заготовки вступают наиболее выступающие зёрна. Учитывая отрицательные значения передних углов, а также износ в процессе соскабливания (что увеличивает силы резания) можно предположить, что в определённый момент времени силы резания будут превышать силы, с которыми связка удерживает абразивное зерно. Оно выкрашивается. В этот момент в контакт с материалом заготовки вступает следующее, наиболее выступающее абразивное зерно. Этот процесс называется самозатачиванием, то есть происходит обновление режущих зубьев.



 Круглое шлифование выполняют сочетанием следующих движений: вращательное движение абразивного круга и заготовки, поступательное движение поперечной подачи круга для обеспечения послойного удаления всего припуска и возвратно-поступательного движения подачи заготовки. Последнее движение может также сообщаться абразивному кругу, но такая схема будет требовать более сложной кинематики.
Круглое шлифование выполняют сочетанием следующих движений: вращательное движение абразивного круга и заготовки, поступательное движение поперечной подачи круга для обеспечения послойного удаления всего припуска и возвратно-поступательного движения подачи заготовки. Последнее движение может также сообщаться абразивному кругу, но такая схема будет требовать более сложной кинематики. При шлифовании плоских поверхностей используют две схемы: Шлифование торцом круга и шлифование профилем круга. Шлифование торцом круга обеспечивает большую производительность. Выбор той или иной схемы зависит от материала заготовки, требуемой точности и шероховатости поверхности.
При шлифовании плоских поверхностей используют две схемы: Шлифование торцом круга и шлифование профилем круга. Шлифование торцом круга обеспечивает большую производительность. Выбор той или иной схемы зависит от материала заготовки, требуемой точности и шероховатости поверхности.













 Отличительной особенностью такого шлифования является наличие двух абразивных кругов: рабочего и ведомого. При этом ось ведущего круга смещена относительно оси рабочего на угол a. Последнее обстоятельство обеспечивает не только вращательное движение заготовки со скоростью V, но и подачу её относительно оси рабочего круга за счёт составляющих Vв=Vвк×l×cosa; Vп=Vвк×l×sina, где l - коэффициент проскальзывания заготовки относительно ведущего круга (0,95¸0,90). Угол a лежит в пределах от 30’ до 6°. Для чистового шлифования a=30’¸1,5°. Смещение расположения оси заготовки относительно оси ведущего круга на величину h, обеспечивается ножом 4, который кроме этого исключает копирование погрешности.
Отличительной особенностью такого шлифования является наличие двух абразивных кругов: рабочего и ведомого. При этом ось ведущего круга смещена относительно оси рабочего на угол a. Последнее обстоятельство обеспечивает не только вращательное движение заготовки со скоростью V, но и подачу её относительно оси рабочего круга за счёт составляющих Vв=Vвк×l×cosa; Vп=Vвк×l×sina, где l - коэффициент проскальзывания заготовки относительно ведущего круга (0,95¸0,90). Угол a лежит в пределах от 30’ до 6°. Для чистового шлифования a=30’¸1,5°. Смещение расположения оси заготовки относительно оси ведущего круга на величину h, обеспечивается ножом 4, который кроме этого исключает копирование погрешности.
 Метод обработки внутренних поверхностей брусками из абразивного материала называется хонингованием.
Метод обработки внутренних поверхностей брусками из абразивного материала называется хонингованием.
 Абразивные бруски;
Абразивные бруски; Шарнир.
Шарнир. Метод «пьяная бочка». Его используют для снятия заусенцев с готовых деталей. Механическое полирование может происходить за счёт постоянного контактирования деталей в барабане, либо за счёт контактирования их с рабочим материалом (стальные шарики, обломки абразивных кругов и т.п.).
Метод «пьяная бочка». Его используют для снятия заусенцев с готовых деталей. Механическое полирование может происходить за счёт постоянного контактирования деталей в барабане, либо за счёт контактирования их с рабочим материалом (стальные шарики, обломки абразивных кругов и т.п.). Производительность метода на жёстких режимах от 1,5 до до10 мм3/сек. При этом шероховатость обработанной поверхности Rz=160-140мкм.
Производительность метода на жёстких режимах от 1,5 до до10 мм3/сек. При этом шероховатость обработанной поверхности Rz=160-140мкм. Отклонение формы изготовляемых деталей является конусность. Так как электроэрозия происходит не только по торцу инструмента, но и на его боковых поверхностях, обрабатываемое отверстие принимает коническую форму. Конусность определяется максимальным расстоянием, на котором ещё возможна электроэрозия.
Отклонение формы изготовляемых деталей является конусность. Так как электроэрозия происходит не только по торцу инструмента, но и на его боковых поверхностях, обрабатываемое отверстие принимает коническую форму. Конусность определяется максимальным расстоянием, на котором ещё возможна электроэрозия.











 Обработка непрофилированным инструментом заключается в использовании в качества электрода обычной проволоки. Обработка ведётся в среде диэлектрика. Система управления сообщает заготовке необходимое перемещение, которое соответствует профилю обрабатываемого отверстия. Это даёт возможность обрабатывать практически любые поверхности. При этом на заготовку подаётся положительный заряд, а на проволоку – отрицательный.
Обработка непрофилированным инструментом заключается в использовании в качества электрода обычной проволоки. Обработка ведётся в среде диэлектрика. Система управления сообщает заготовке необходимое перемещение, которое соответствует профилю обрабатываемого отверстия. Это даёт возможность обрабатывать практически любые поверхности. При этом на заготовку подаётся положительный заряд, а на проволоку – отрицательный.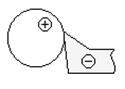 Электроконтактная обработка осуществляется при напряжении от 10 до 25 В, при этом, контактирование электродов приводит к электрическому разряду между отдельными точками заготовки и инструмента, в результате чего происходит расплавление, размягчение металла обрабатываемой детали, что способствует его скорейшему удалению.
Электроконтактная обработка осуществляется при напряжении от 10 до 25 В, при этом, контактирование электродов приводит к электрическому разряду между отдельными точками заготовки и инструмента, в результате чего происходит расплавление, размягчение металла обрабатываемой детали, что способствует его скорейшему удалению.


 Пермендюр. К выходному концу концентратора крепится рабочий инструмент. В состав суспензии входит рабочая жидкость и абразивные зёрна. Абразивные зёрна колеблются с частотой колебания концентратора и выступают в роли микродолбяков, разрушая заготовку. При этом, чем выше твёрдость и хрупкость материала заготовки, тем выше производительность.
Пермендюр. К выходному концу концентратора крепится рабочий инструмент. В состав суспензии входит рабочая жидкость и абразивные зёрна. Абразивные зёрна колеблются с частотой колебания концентратора и выступают в роли микродолбяков, разрушая заготовку. При этом, чем выше твёрдость и хрупкость материала заготовки, тем выше производительность.
 Размерами абразивных зёрен. Оптимальный размер – 110 мкм, при 30-40% содержании их в суспензии.
Размерами абразивных зёрен. Оптимальный размер – 110 мкм, при 30-40% содержании их в суспензии.


 Оптимальной амплитудой колебания считается амплитуда 45-50 мкм;
Оптимальной амплитудой колебания считается амплитуда 45-50 мкм;


 Оптимальной жидкостью считается вода. Если за воду принять единицу, то керосин и бензин займёт 0,7, спирт–0,57, машинное масло–0,3, а глицерин–0,03.
Оптимальной жидкостью считается вода. Если за воду принять единицу, то керосин и бензин займёт 0,7, спирт–0,57, машинное масло–0,3, а глицерин–0,03.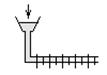 Жидкотекучесть – это способность сплава в жидком состоянии заполнять литейную форму и воспроизводить контуры её полостей. Она определяется химическим составом сплава и технологическими параметрами процесса, то есть температурой заливки, скоростью охлаждения и т.д.
Жидкотекучесть – это способность сплава в жидком состоянии заполнять литейную форму и воспроизводить контуры её полостей. Она определяется химическим составом сплава и технологическими параметрами процесса, то есть температурой заливки, скоростью охлаждения и т.д.








 Извлечение отливки;
Извлечение отливки;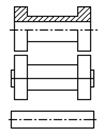 Сущность литейного производства заключается в получении отливок путём заливки расплавленного металла в литейную форму. Технологический процесс состоит из нескольких, последовательно выполняемых операций. Перечисленные операции в той или иной степени имеют место во всех методах получения отливок. Конкретное содержание ТП определяется методом литья, который выбирается исходя из требований качества отливки, типа производства, а также заданной производительности и себестоимости. Представленная схема полностью соответствует методу получения отливок в песчано-глинястых формах.
Сущность литейного производства заключается в получении отливок путём заливки расплавленного металла в литейную форму. Технологический процесс состоит из нескольких, последовательно выполняемых операций. Перечисленные операции в той или иной степени имеют место во всех методах получения отливок. Конкретное содержание ТП определяется методом литья, который выбирается исходя из требований качества отливки, типа производства, а также заданной производительности и себестоимости. Представленная схема полностью соответствует методу получения отливок в песчано-глинястых формах.
























 Модель служит для получения отпечатка наружных поверхностей отливки в литейной форме. По конструктивному оформлению, модели могут быть разъёмными и неразъёмными. Различают разовые модели (из легкоплавких материалов, например, парафина), предназначенные для получения одной отливки и многоразовые (из дерева, гипса, цемента, металла), для получения десятков и сотен тысяч отливок. Стержни – это отдельные части литейной формы, предназначенные для образования в отливках внутренних полостей, отверстий, а также отдельных элементов наружных поверхностей, которые трудно получить в форме по модели.
Модель служит для получения отпечатка наружных поверхностей отливки в литейной форме. По конструктивному оформлению, модели могут быть разъёмными и неразъёмными. Различают разовые модели (из легкоплавких материалов, например, парафина), предназначенные для получения одной отливки и многоразовые (из дерева, гипса, цемента, металла), для получения десятков и сотен тысяч отливок. Стержни – это отдельные части литейной формы, предназначенные для образования в отливках внутренних полостей, отверстий, а также отдельных элементов наружных поверхностей, которые трудно получить в форме по модели. Под резкой понимают процесс отделения части заготовки. Резка может производиться ножницами с наклонным подвижным концом. При резке такими ножницами, в каждый момент времени происходит отделение участка материала площадью F:
Под резкой понимают процесс отделения части заготовки. Резка может производиться ножницами с наклонным подвижным концом. При резке такими ножницами, в каждый момент времени происходит отделение участка материала площадью F: Общая работа, необходимая для отделения материала, будет определяться величиной сопротивления материала срезу. Сопротивление материала срезу, то есть усилие резания будет пропорционально площади в каждый момент времени:
Общая работа, необходимая для отделения материала, будет определяться величиной сопротивления материала срезу. Сопротивление материала срезу, то есть усилие резания будет пропорционально площади в каждый момент времени:



 При резке узких полос материала происходит изгибание (деформирование) отделяемой части, что требует усложнения конструкции ножниц. В этом случае используют ножницы с параллельными ножами:
При резке узких полос материала происходит изгибание (деформирование) отделяемой части, что требует усложнения конструкции ножниц. В этом случае используют ножницы с параллельными ножами: где k – коэффициент (1,1¸1,2), величина которого определяется состоянием ножей.
где k – коэффициент (1,1¸1,2), величина которого определяется состоянием ножей.


 Если сравнить величину усилия, измеряемую при резке на наклонных ножницах [1] и ножницах с параллельными ножами (параллельными ножницами) [2], то можно отметить, что при равенстве общей работы, максимальное усилие при резке параллельными ножницами больше максимального усилия при резке наклонными ножницами, что потребует более мощного привода.
Если сравнить величину усилия, измеряемую при резке на наклонных ножницах [1] и ножницах с параллельными ножами (параллельными ножницами) [2], то можно отметить, что при равенстве общей работы, максимальное усилие при резке параллельными ножницами больше максимального усилия при резке наклонными ножницами, что потребует более мощного привода. Для резки по криволинейному контуру применяют вибрационные ножницы, нижняя часть которых неподвижна, а верхняя – совершает вертикальное поступательное движение с определённой частотой. Зазор между ножами увеличен, что даёт возможность изменять положение заготовки относительно ножниц (или наоборот). Такие ножницы используются при черновой резке криволинейных заготовок.
Для резки по криволинейному контуру применяют вибрационные ножницы, нижняя часть которых неподвижна, а верхняя – совершает вертикальное поступательное движение с определённой частотой. Зазор между ножами увеличен, что даёт возможность изменять положение заготовки относительно ножниц (или наоборот). Такие ножницы используются при черновой резке криволинейных заготовок.



 Основными рабочими деталями штампа являются пуансон [1] (подвижная часть штампа) и матрица [3] (неподвижная его часть). Усилие, создаваемое оборудованием, передаётся пуансону, который, перемещаясь, производит разделительные операции совместно с матрицей.
Основными рабочими деталями штампа являются пуансон [1] (подвижная часть штампа) и матрица [3] (неподвижная его часть). Усилие, создаваемое оборудованием, передаётся пуансону, который, перемещаясь, производит разделительные операции совместно с матрицей. Конструкция штампа
Конструкция штампа

 Хвостовик;
Хвостовик;

 Держатель хвостовика;
Держатель хвостовика; Колонки (скалки);
Колонки (скалки);
 Верхняя плита;
Верхняя плита;
 Направляющая втулка;
Направляющая втулка;
 Пуансон;
Пуансон;
 Съёмник;
Съёмник; Направляющая плита;
Направляющая плита;
 Матрица;
Матрица; Держатель матрицы;
Держатель матрицы;
 Нижняя плита.
Нижняя плита.
 где f – площадь заготовки, n - количество деталей, полученных из исходной заготовки, B и L - ширина и длина исходной заготовки. Площадь детали, имеющей отверстия, рассчитывают так: f=fк-fотв, где fк - площадь по контуру, fотв - суммарная площадь отверстий. Тогда коэффициент использования можно записать следующим образом: k=n(fк-fотв)/BL.
где f – площадь заготовки, n - количество деталей, полученных из исходной заготовки, B и L - ширина и длина исходной заготовки. Площадь детали, имеющей отверстия, рассчитывают так: f=fк-fотв, где fк - площадь по контуру, fотв - суммарная площадь отверстий. Тогда коэффициент использования можно записать следующим образом: k=n(fк-fотв)/BL.


 Сущность процесса вытяжки заключается в том, что пуансон под действием усилия Р, создаваемого прессом, вместе с заготовкой внедряется внутрь матрицы. При этом за счёт п
Сущность процесса вытяжки заключается в том, что пуансон под действием усилия Р, создаваемого прессом, вместе с заготовкой внедряется внутрь матрицы. При этом за счёт п