|
|
Требования к инструментальным материаламСтр 1 из 17Следующая ⇒ Режущий клин при взаимодействии с материалом заготовки, осуществляя непрерывное деформирование и отделение материала, подвергается силовому и тепловому воздействию, а также истиранию. Эти условия работы позволяют сформулировать основные требования к материалу режущей части инструмента. Пригодность таких материалов определяется их твердостью, теплостойкостью, механической прочностью, износостойкостью, технологичностью и стоимостью. 1. Твердость. Внедрение одного материала (клина) в другой (заготовку) возможно лишь при преобладающей твердости материала клина, поэтому твердость инструментальных материалов, как правило, выше твердости обрабатываемых материалов. Однако при повышении температуры инструментального материала его твердость уменьшается и может оказаться недостаточной для осуществления деформирования и разделения материала. Свойства материалов сохранять необходимую твердость при высокой температуре называют теплостойкостью. 2. Теплостойкость. Она определяется критической температурой, при которой происходит изменение твердости. Если температура выше критической, инструмент работать не будет. В общем случае теплостойкость определяет новую скорость резания. 3. Механическая прочность. Важность механической прочности для инструментального материала объясняется его условиями работы, которые характеризуются нагрузками изгибающими, сжимающими и ударными, а следовательно пределы прочности материала на изгиб, сжатие и ударная вязкость являются основными показателями прочности инструментального материала. 4. Износостойкость. Способность материала противостоять изнашиванию определяет длительность работы материала инструмента. Износостойкость характеризуется работой силы трения отнесенной к величине стертой массы материала. Важность этой характеристики в том, что она определяет сохранение начальной геометрии инструмента во времени, т.к. в процессе работы происходит постоянное истирание инструмента (поверхности клина). 5. Технологичность. Технологичность материала - способность его соответствовать требованиям технологии термообработки, обработки давлением, механической обработки и т.д., является свойством, определяющим возможность изготовления инструмента, заданной конструкции. 6. Стоимость. Материал режущих инструментов не должен отличаться высокой стоимостью, т.к. это, в конечном счете, определяет ширину его использования. ════════════════════════════════════ Группы инструментальных материалов, 1. Инструментальные стали У7, У7А, У13,У13А Углеродистые стали используются для изготовления инструмента, который работает при низких скоростях резания 15-18 м/мин, а также при температуре не ниже 200-230оС. Это слесарный инструмент (зубило, напильники, метчики, плашки и т.д.). Твердость углеродистых сталей после термообработки достигает HRC 62-64. 2. Легированные стали Для повышения технических или иных свойств углеродистых сталей в них вводят легирующие элементы. Так, к примеру: · (Ni) Никель (H) - повышает пластичность и вязкость, увеличивает прокаливаемость · (Mn) Марганец (Г) - увеличивает прочность, прокаливаемость, износостойкость · (Cr) Хром (Х) - упрочняет сталь · (W) Вольфрам (В) - повышает твердость, износостойкость, теплостойкость · (V) Ванадий (Ф) ограничивает изменение свойств при нагреве, улучшает качество поверхности и свариваемость, но ухудшает шлифуемость. · (Mo) Молибден (М) повышает прокаливаемость, прочность, пластичность, вязкость · (Si) Кремний (С) повышает прокаливаемость. Теплостойкость легированной стали не больше 300-350оС. Низколегированные стали (Х) с хромом применяют для изготовления слесарного инструмента. Высоко легированные стали ХВГ, ХСВГ для фасонных резцов, сверл малого диаметра, протяжек, разверток и других инструментов, работающих при скоростях резания до 25 м/мин. 3. Быстрорежущие стали Особую группу инструментальных сталей составляют быстрорежущие стали с содержанием вольфрама от 6-18% с высокой теплостойкостью (до 650оС). Они пригодны для изготовления инструмента, работающего при скорости резания до 60 м/мин. Из быстрорежущей стали нормальной производительности Р9, Р18 изготавливают сверла, метчики, фрезы, зенкеры, развертки, плашки и т.д., а из сталей повышенной производительности Р18Ф2, Р18Ф5, Р10К5Ф5 или Р9Ф5 делают инструмент для обработки высокопрочных и трудно обрабатываемых материалов, так как эти виды стали обладают повышенной износостойкостью и позволяют работать на скоростях до 100 м/мин. В виду дефицитности вольфрама, как правило, из инструментального материала делают только режущую часть (пластинки, привариваемые к державкам), а корпусную - из обычной конструкционной стали. После термообработки твердость быстрорежущей стали достигает HRC 64 и больше. 4. Металлокерамические твердые сплавы Эти материалы представляют собой сплавы карбидов тугоплавких металлов с чистым металлическим кобальтом, выступающим в качестве связки (TiC, TaC, WC). Твердые сплавы получают прессованием с последующим спеканием отформованного материала. Их применяют в виде пластинок, получаемых спеканием при 1500о-1900о. Такой материал имеет теплостойкость 800о-1000о, что позволяет вести обработку при скорости 800 м/мин. В промышленности применяют многогранные пластинки (3, 4, 6). Недостатком является то, что материал плохо выдерживает ударные нагрузки из-за хрупкости (чем больше в составе кобальта, тем выше пластичность). Все металлокерамические сплавы делят на три группы: · Однокарбидные. Вольфрамокобальтовые твердые сплавы ВК2, ВК6, ВК8, где цифры после букв означает процентное содержание кобальта. Увеличение процентного содержания кобальта увеличивает ударную вязкость. Сплавы этой группы наиболее прочные. Применяются для обработки чугуна, цветных металлов и их сплавов, неметаллических материалов. Теплостойкость 250-1000оС. · Двухкарбидные. В этих сплавах кроме компонентов сплавов групп ВК, включает карбид титана Т5К10, Т15К6, где 6-процентное содержание кобальта, 15-процентное содержание карбида титана, а остальное есть карбид вольфрама. Применяется при обработке углеродистых и легированных сталей. Предельная теплостойкость 1050оС. · Трехкарбидные. Дополнительно введен карбид тантала помимо тех, что перечислены выше. ТТ17К6, ТТ17К12, где 17- суммарное содержание карбидов титана и тантала, 12-содержание кобальта, т.о. 71-карбид вольфрама. Эти сплавы имеют высокую прочность, применяются при обработке жаропрочных сталей и титановых сплавов. Рекомендациям ИСО соответствуют три группы твердых сплавов: · Группа Р- (синяя) Сплавы группы Р нужны для обработки материалов дающих сливную стружку (сталь) Р10-Т15К6 Р25-ТТ20К9 Р50-ТТ7К12 · Группа М - (желтая) При обработке нержавеющих, жаропрочных сталей и титановых сплавов М01-ВК6-ОН М30-ВК8 М40-ТТ7К12, ВК10-ОМ М- мелкий, ОМ- очень мелкий · Группа К - (красная) Сплавы группы К применяются для обработки малопластичных материалов, цветных сплавов, пластмассы, древесины, чугуна К01-ВК3М К20-ВК6 К40-ВК8 5. Минералокерамические инструментальные сплавы Эти сплавы готовятся на основе окиси алюминия Al2O3 c небольшими добавлениями окиси магния, подвергаются спеканию при 1700о. Например, ЦМ332 используется при получистовой и чистовой обработке стальных и чугунных заготовок, обладает высокой износостойкостью, хорошими режущими свойствами, дешевле твердых сплавов, но хрупкий. Материал обладает теплостойкостью до 1200о. 6. Сверхтвердые инструментальные материалы. Это материалы на основе кубического нитрида бора КНБ, обладающие высокой твердостью и теплостойкостью. Примером может служить эльбор-Р, который используется при финишной обработке чугуна и закаленных сталей. При этом достигается шероховатость, характерная для шлифования. Режущая часть инструмента изготовляется из монокристаллов диаметром от 4 мм и длиной 6 мм. 7. Алмазы Для изготовления режущей части инструмента применяются природные алмазы (А) и синтетические (АС) алмазы массой от 2 до 0,85 карата*. Природные алмазы применяются для чистового точения цветных металлов и сплавов пластмасс и других неметаллических материалов. Синтетические алмазы применяются при обрабработке высококремнистых материалов, стеклоплатика и пластмасс. Алмазы обладают высокой твёрдостью, малым коэффициентом трения и незначительной способностью к слипанию со стружкой, высокой износостойкостью. Недостатком является его низкая теплостойкость и дороговизна. Сравнительная характеристика
════════════════════════════════════ Геометрия токарного резца
При обработке материалов резанием различают следующие поверхности: 1- обрабатываемая 2 - обработанная 3 - поверхность резания Распространенным инструментом для обработки наружних и внутренних поверхностей является токарный резец, он состоит из рабочей части - I и корпуса – II. Рабочая часть снабжается инструментальным материалом, корпус изготавливается из конструкционных сталей. Последний нужен для крепления инструмента в резодержателе.
Рабочая часть резца образуется рядом поверхностей, которые, пересекаясь, образуют режущую кромку и вершину резца–6. 1–поверхность, по которой сходит стружка. Задние поверхности 2 и 3 обращены к обрабатываемой заготовке. Пресекаясь с передней поверхностью 1 они образуют режущие кромки: главную–4 и вспомогательную–5. Соответственно задняя поверхность 2 (она обращена к поверхности резания) является главной, а 3–вспомогательной (направлена в сторону обработанной поверхности). Вершина резца есть точка пересечения режущих кромок. Важную роль в физических процессах, происходящих в процессах резания, играют углы резца (углы резнаия)
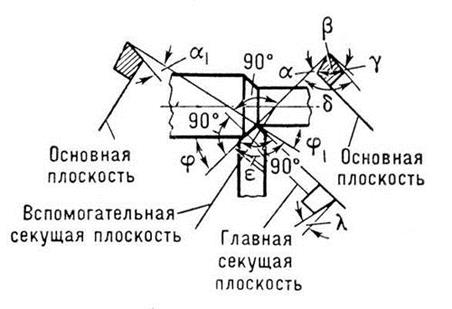
a - задний угол уменьшает трение между задней поверхностью инструмента и рабочей поверхностью, увелитчение угла приводит к уменьшению прочности a1 – наличие данного угла уменьшает трение g - передний угол может быть как положительным, так и отрицательным или нулевым, с уменьшением угла уменьшается деформация срезаемого слоя, так как инструмент легче врезается в материал, уменьшаются силы резания, улучшаются условия схода стружки, а при сильном увеличении угла снижается теплопроводность, увеличивается выкрашиваемость b - угол заострения - угол между передней и главной задней поверхностями резца d - угол резания - угол между передней поверхностью резца и плоскостью резания j - главный угол в плане определяет шероховатость поверхности, сего уменьшением происходит улучшение качества поверхности, но одновременно усменьшается толщина и растет ширина срезаемого слоя материала, с уменьшением этого угла возможно возникновение вибрации j1 - вспомогательный угол в плане, при уменьшении угла возрастает прочность e - угол при вершине резца угол между проекциями режущих кромок на основную плоскость= 180°- (j+j1) l - угол наклона режущей кромки положителен тогда, когда вершина резца является высшей точкой, а отрицательным когда вершина резца является низшей точкой, оказывает влияние на направление схода стружки Величины углов изменяются вследствие погрешности резца.   Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам...  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|