|
|
Точность обработки и параметры шероховатости поверхностей, соответствующие различным видам обработки резанием.
Методы формообразования Электрофизические и химические методы Появление таких методов было обусловлено потребностью использования разнообразных материалов, механическая обработка которых приводила к поверхностной деформации. Кроме того, существуют такие формы детали, обработка которых невыполнима другими методами. Виды электрофизической и химической обработки: · электроэрозионная · ультразвуковая · электронно-лучевая · лазерная · ионно-лучевая · плазменная · электрохимическая · комбинированная (например, анодно-механическая) Особенности: · практически отсутствует давление инструмента на обрабатываемый материал · всем методам присуща минимальная глубина поверхностного слоя · обрабатываемость материала не зависит от твердости или вязкости (кроме ультразвуковой) · возможность копирования сложной формы инструмента сразу по всей поверхности заготовки при простом поступательном движении инструмента · для подобных методов характерна простота кинематической схемы, т.е. простота оборудования · возможность полной автоматизации ввиду простоты оборудования · решение задач, которые невозможно выполнить традиционными методами (получение пазов до десятков долей мкм) Ограничение метода - большая энергоемкость. Электроэрозионная обработка Электроэрозия основана на разрушении токопроводящего материала под действием тепла, вызываемого импульсом электрического разряда, который возникает в зазоре между обрабатываемой заготовкой и инструментом в среде, заполненной диэлектрической жидкостью.
В промышленности наибольшее распространение получили три разновидности электроэрозионной обработки: 1) Электроискровая 2) Импульсная 3) Высокочастотная обработка Механизм удаления материла один и тот же: при сближении электродов в среде диэлектрика, на определённом расстоянии, на них напряжение достигает пробойного, то есть возникает пробой диэлектрика. Он происходит между наиболее выступающими микровыступами поверхностей электрода. Вследствие этого, в зоне пробоя температура достигает десятков тысяч градусов. Происходит мгновенное оплавление и испарение материала электродов и заготовки в микрообъёме. Наличие диэлектрика создаёт динамический удар, за счёт которого расплавленный материал в виде микрочастиц удаляется из зоны пробоя. При дальнейшем сближении электродов, снова возникает пробой между наиболее выступающими микровыступами, то есть процесс происходит постоянно. Обработка производится непрофильным инструментом – проволокой – в среде диэлектрика (обычно применяют масло или керосин) система управления сообщает перемещение по 2-м координатам, который соответствует профилю нужной детали, то есть на практике можно получить любой контур. Производительность данного метода, то есть удаление объёма материала в единицу времени, определяется элементарными параметрами: частотой следования импульсов, их мощностью, а также теплофизическими характеристиками электродов инструмента и обрабатываемого материала (теплота плавления, теплопроводность). Для увеличения производительности применяют различные способы: · вибрация · вращение инструмента · нагнетание жидкости Скорость удаления материала 0,2÷12 мм/мин. Качество поверхности. микрорельеф более неоднороден, чем при резании, и представляет собой результат наложения большого числа лунок, возникших под действием электрического импульса. Величина неровности зависит от энергии импульса и свойств материала. Чем лучшую обрабатываемость имеет материал, тем большую неровность имеет поверхность. Неровность составляет 0,8÷360мкм. Поверхностный слой у ответственных деталей удаляется. Точность зависит от производительности, наличия износа или дефектного слоя на поверхности обрабатываемой заготовки. Включает в себя геометрическую погрешность станка, инструмента, установки заготовки и инструмента, инерциальность системы автоматического регулирования зазора. Данным методом можно получить 6-12 квалитет точности. Существует 2 варианта включения: · прямое (инструмент – катод, заготовка – анод) · обратное Выбор полярности определяется производительностью процесса и точностью обработки. Важно также заметить, что при электроэрозионной обработке не играет роли ни твёрдость, ни прочность материала заготовки. Но следует принимать во внимание температуру плавления материала заготовки. Электроискровая обработка Электроискровая обработка бывает 2-х видов: · Обработка профилированным инструментом · Обработка непрофилированным инструментом Схема электроискровой обработки изображена на рисунке. Достоинством обработки профилированным инструментом является возможность получения отверстий любой формы, которые определяются профилем инструмента (его поперечного сечения). Режимы обработки назначаются из интервала 10÷200 микросекунд с частотой 2÷5 МГц. Напряжение на электродах до 250 В.
Производительность метода на жёстких режимах от 1,5 до до10 мм3/сек. При этом шероховатость обработанной поверхности Rz=160÷140мкм. Мягкие, то есть чистовые режимы, при производительности 0,001 мм3/сек обеспечивают шероховатость Ra=1,25÷0,16мкм. При жёстких режимах глубина дефектного слоя 0,2÷0,5 мм, при мягких режимах – 0,02÷0,05мм. Для изготовления электродов инструмента используют медь и медные сплавы. Основным недостатком метода является существенный износ инструмента, что приводит к погрешности формы обрабатываемых отверстий. Отклонением формы изготовляемых деталей является конусность. Так как электроэрозия происходит не только по торцу инструмента, но и на его боковых поверхностях, обрабатываемое отверстие принимает коническую форму. Конусность определяется максимальным расстоянием, на котором ещё возможна электроэрозия.
Обработка непрофилированным инструментом заключается в использовании в качества электрода обычной проволоки. Обработка ведётся в среде диэлектрика. Система управления сообщает заготовке необходимое перемещение, которое соответствует профилю обрабатываемого отверстия. Это даёт возможность обрабатывать практически любые поверхности. При этом на заготовку подаётся положительный заряд, а на проволоку – отрицательный.
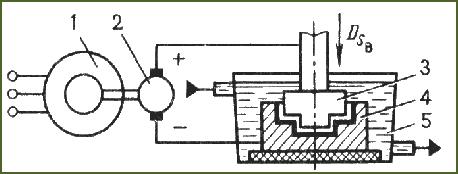
Недостатком данного метода является ещё больший расход материала инструмента, так как повторное его применение невозможно. Электроимпульсная обработка Электроимпульсная обработка осуществляется с помощью униполярных импульсов достаточной длительности, малого напряжения, но при большой плотности тока. Особенностью электроимпульсной обработки является обратное включение по сравнению с электроискровой, то есть инструмент является положительным электродом. При данном виде обработки относительный износ инструмента существенно меньше, чем при искровой. По отношению к износу обрабатываемой детали, износ инструмента составляет 0,5-1%. Электроимпульсная обработка характеризуется высокой производительностью: до 3-х мм3/сек. Такой режим обеспечивает грубую обработку. При мягких режимах (до 1 мм3/сек) шероховатость может достигать Rz=80÷20мкм, при глубине дефектного слоя 0,3÷0,5мм. На жёстких режимах при высокой производительности глубина дефектного слоя достигает нескольких миллиметров. Электроимпульсная обработка применяется для получения больших полостей при изготовлении штампов. Схема обработки
1 - электродвигатель 2 - импульсный генератор постоянного тока 3 - инструмент-электрод 4 - заготовка-электрод 5 - ванна Высокочастотная обработка Высокочастотная обработка характеризуется низкой производительностью, но высоким качеством обрабатываемой поверхности. Частота маломощных импульсов может доходить до 300кГц.
  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|