|
|
Штамповка изделий из листового материалаШтамповка листовой пластмассы включает операции резки, вырубки, пробивки, гибки, вытяжки и формовки. Для штамповки термопластичных материалов используются все перечисленные операции. Штамповка термореактивных листовых материалов проводится только операциями резки, вырубки и пробивки, которые относятся к группе методов обработки давлением. Специфичной особенностью использования методов обработки давлением при штамповке листовых пластмасс является необходимость подогрева материала для повышения его пластических свойств. Для резки листов из слоистых пластмасс (гетинакс, текстолит, стеклотекстолит) толщиной до 5 мм применяются ножницы с параллельно расположенными ножами при обязательном использовании прижима. Для предотвращения трещин, сколов при резке гетинаксы различных марок подогревают до 90÷120° С, текстолиты до 80÷90о С, стеклотекстолиты до 70÷90° С. Резку листов толщиной более 5 мм выполняют обычно дисковыми фрезами при нормальной температуре. Вырубку деталей из листовой пластмассы выполняют вырубными штампами на прессах. При толщине гетинакса от 1 мм и текстолита от 1,5 мм и выше необходимо использовать подогрев, который обеспечивает более высокую точность размеров и качество поверхности, меньшие дефекты,но несколько удорожает производство. Для повышения качества поверхностей пластмассовых деталей используют зачистные операции. Точность пластмассовых деталей, получаемых штамповкой, ниже точности металлических штампованных деталей. Характерными дефектами при вырубке из листовых слоистых пластиков являются сколы, трещины, расслоения у поверхностей среза, возникающие при завышении зазора между пуансоном и прижимом, затуплении режущих кромок пуансона и матрицы, недостаточном усилии прижима, нарушении режима нагрева материала перед вырубкой. Для термопластичных материалов широко используются операции гибки, вытяжки и формовки. Гибку деталей из термопластичных материалов выполняют на металлических, деревянных или пластмассовых формах прижатием нагретого листа к рабочей поверхности формы и выдержкой в прижатом состоянии в течение времени остывания материала до 30° С. Температура нагрева для гибки оргстекла составляет 100-150° С, винипласта 160-170о С. Вытяжка и формовка используются для изготовления полых деталей. Эти операции проводятся при нагреве материала до высокопластичного состояния. В зависимости от вида формования или применяемой оснастки технологический процесс включает: закрепление листовой заготовки, нагревание, предварительную вытяжку, формование, охлаждение, вырубку и извлечение изделия. В приборостроении применяют два основных способа формообразования: вытяжку в штампах и вакуумно-пневматическую вытяжку в специальных установках. Вытяжка листа при пневмоформовании достигается за счет усилия, создаваемого сжатым воздухом. В зависимости от конструкции формы, существует три разновидности способа: свободное выдувание, при котором через поддон зажатый по периметру лист подается воздух и образуется изделие в виде полусферы; пневмоформование в матрицу,при котором под действием сжатого воздуха лист принимает форму матрицы; пневмоформование в матрицу с вытяжкой листа толкателем. Последний способ используется при изготовлении глубоких изделий. При вакуум-формовании процесс изготовления изделий из листовых заготовок осуществляется в результате вытяжки под действием вакуума. Этот способ также имеет несколько разновидностей, по сути аналогичных разновидностям способа пневмоформования. Пресслитье При данном методе загрузочная камера отделена от формующей полости. Отличается от компрессионного тем, что пресс-материал загружается в специальную загрузочную камеру, точного дозирования материала при литьевом прессовании не требуется, так как его излишек (пресс-остаток) может оставаться в загрузочной камере.
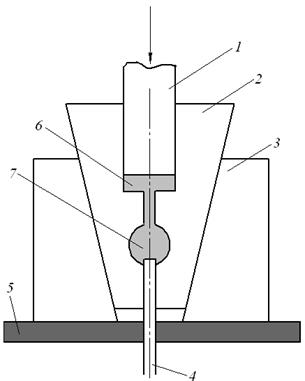
Матрица 2 устанавливается в обойму 3, которая закрепляется в опорной плите 5. Пуансон 1 из загрузочной камеры продавливает материал в рабочую полость 6. 7 – готовая деталь 4 – толкатель В данном случае плоскость разъема совпадает с осью симметрии. Использование такой схемы позволяет превращать массу в однородную по структуре и температуре. Предпочтительно в деталях с металлической арматурой, толстыми стенками, сложной конфигурацией. Недостатки: - стоимость прессформы - объем расходуемого материала обычно больше объема детали - точность зависит от состояния рабочих поверхностей прессформы - для увеличения износостойкости и уменьшения прилипания рабочую поверхность покрывают хромом Учет усадочных свойств материала: Lmax – максимальный размер наружного контура с- коэффициент, зависящий от толщины облоя
Литье под давлением Является разновидностью литья в прессформы, но имеет ряд преимуществ и является более прогрессивным методом. Используется для получения деталей из термопластов.
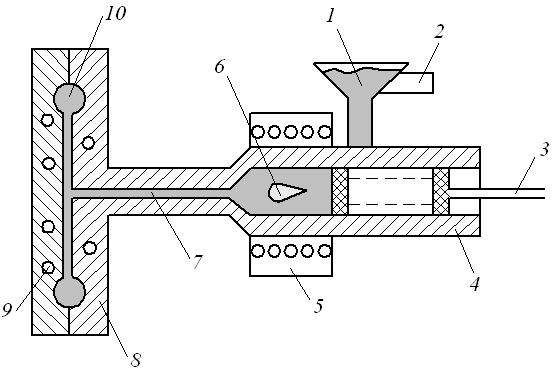
1 – загрузочный бункер 2 – дозатор 3 – рабочий поршень 4 – рабочий цилиндр 5 – нагреватель 6 – рассекатель 7 – питатель 8 – разъемная прессформа 9 – каналы подачи жидкости для охлаждения 10 – готовая деталь ═════════════════════════════ Процесс, изготовления изделий основан на заполнении формующей полости расплавом с последующим его уплотнением за счет давления и охлаждения. Этот метод может быть использован для всех термопластичных полимепов: полиэтилена, полистирола, капрона, полиамида и др. Литье термооеактиввых пластмасс хотя и затруднено сложностью удаления отвержденных остатков литников из литьевой машины, но в последнее время также находит применение. Для термопластов температура нагрева составляет 200-350оС (температура охлаждения 20-120оС), а для реактопластов 80-120оС. Экструзия Экструзия – процесс применяют для изготовления изделий постоянного профиля (поперечного сечения): труб, прутков, пленок (в основном из термопластичных полимеров). Формообразование при этом процессе производится непрерывным выдавливанием (экструзией) расплава полимера через формующую головку, в результате чего изделие получает необходимую конфигурацию. Течение расплава через формующие головки происходит под действием давления, создаваемого шнековым или дисковым экструдером (экструзионной машиной, червячным прессом), который обеспечивает продвижение полимера вдоль цилиндра, его плавление и гомогенизацию, а также создание в цилиндре машины гидростатического давления. Поскольку это непрерывный процесс, то метод экструзии является наиболее прогрессивным, так как позволяет производить изделия с небольшими трудовыми и энергетическими затратами при незначительных потерях матеиалов.
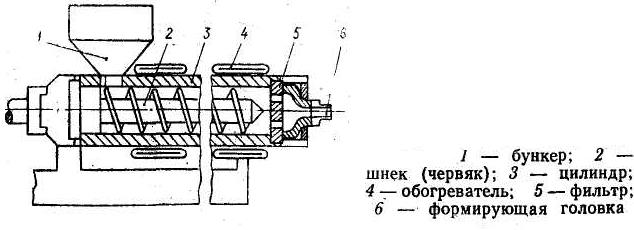
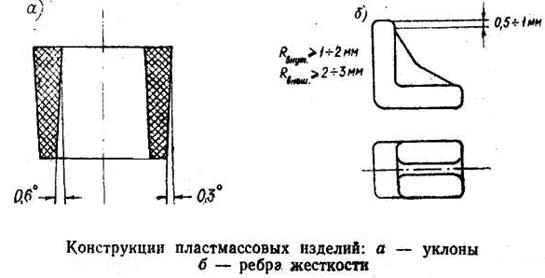
В бункер 1 загружают пресс-материал в виде гранул или порошка. Вращением червяка (шнека) 2 материал перемещается в цилиндре 3 в направлении формующей головки 6. Цилиндр обогревается электронагревателями 4. Перемещаясь по цилиндру, пресс-материал нагревается, плавится и нагнетается под давлением в формующую головку через фильтр 5, состоящий из решеток с отверстиями диаметром 2—4 мм. По мере выхода из отверстий формующей головки материал охлаждается водой или воздухом и затвердевает, сохраняя профиль и размеры выходных щелей головки. Рабочий цикл таких машин полностью автоматизирован. Обработка пластмасс Все виды пластмасс могут подвергаться механической обработке: - изготовление деталей из листовых пластиков - удаление облоя. литников - в случае целесообразности получения детали сложной формы таким способом - если речь идет о мелкосерийном и единичном производстве Пластмассы обладают меньшей теплопроводностью, большей вязкостью, поэтому выдвигаются дополнительные требования к конструкции и оснастке станков, геометрии резца. При обработке пластмасс усилие резания значительно меньше, поэтому можно применять более высокую скорость резания, но ввиду низкой теплопроводности следует избегать прижога, возникающего при температуре более 500оС. Резку применяют при раскрое листов материала. Поэтому для резания больше подходят реактопласты ввиду образования стружки надлома. Для реактопластов используются карборундовые круги, для термопластов – абразивные круги, облицованные рифленой металлической пленкой (она уменьшает трение и способствует лучшему отводу тепла). Точение реактопластов происходит при следующем режиме: t=0,5÷3 мм S=0,05÷0,5 мм/об V=20÷800 м/мин Термопластов: t=0,5÷4 мм S=0,02÷0,5 мм/об V=50÷1000 м/мин Сверление: t=-//-//-//- S=-//-//-//- V=10÷80 м/мин В пластмассах можно нарезать резьбу, но не во всех видах, а кроме слоистых и волокнистых, чаще используют шлифование резьб абразивным кругом. Может применяться и деревообрабатывающее оборудование, а также специальное. Точность после этих операций: наружное/внутренне шлифование - 6÷7 квалитет однократное развертывание, чистовое точение – 7÷8 квалитет сверление, фрезерование –8÷10 квалитет черновое точение –11 квалитет черновое фрезерование – 12÷13 квалитет Шероховатость (зависит от материала): точение реактопластов – Ra=2,5÷10мкм точение термопластов – Ra=0,63÷2,5мкм фрезерование реактопластов – Ra=1,25÷5мкм фрезерование термопластов – Ra=до 0,63 мкм Технологические требования к конструкции направлены на обеспечение рациональных условий течения металла в форме, уменьшение внутренних напряжений, коробления, увеличение точности: - размеры определяются материалом, оборудованием, типом прессформы - форма детали должна обеспечивать применение неразъемной матрицы, а конфигурация не должна препятствовать течению материала - ответственнее размеры не должны попадать в плоскость разъема - технологические уклоны должны быть незначительными и быть параллельны направлению усилия размыкания прессформы Технологические требования, Для получения качественных изделий из пластмасс необходимо стремиться к оптимальному сочетанию их конфигурации, размеров и допусков, которое позволяло бы наиболее просто и экономично изготавливать как сами изделия, так и пресс-формы для них. При этом надо учитывать, что наиболее распространенными методами изготовления пластмассовых деталей являются прессование и литье под давлением, которые обеспечивают точность размеров пластмассовых деталей до 11-12 квалитета при шероховатости поверхности 0,8 мкм. Поэтому для того чтобы изготовление деталей было экономичным, нужно назначать требования по точности и шероховатости в пределах указанных величин и не завышать их. Изготовленная деталь должна свободно извлекаться из формы. Для этого конструкция детали должна иметь уклоны в 2—3°. Для внутренних полостей предельную величину уклона рекомендуется брать 0,60 и для наружных поверхностей 0,3°.
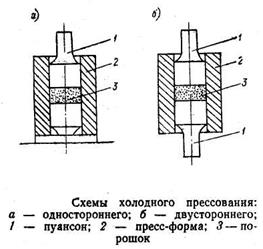
Для обеспечения жесткости сложных деталей в их конструкции надо предусматривать ребра жесткости, которые не должны касаться опорной поверхности. Расстояние до нее берут равным 0,5—1 мм. На ребрах жесткости рекомендуется делать увеличенные уклоны — 5÷10°. Повышенная жесткость конструкции детали необходима также для уменьшения коробления ее в процессе усадки материала при охлаждении после прессования или литья. Основной причиной коробления деталей является возникновение внутренних напряжений в процессе охлаждения и затвердевания материала. В конструкции детали желательно соблюсти условие ее равностенности, т.е. толщина стенок по возможности должна быть одинаковой. В противном случае время отверждения термореактивного материала или охлаждения термопластичного материала для разных по толщине стенок конструкций будет неодинаковым, а это может привести к появлению больших внутренних напряжений, трещин, короблению и другим дефектам. При тпитье под давлением в толстых сечениях образуется воздушная пористость. При прессовании термореактивных пластмасс в утолщенных сечениях могут образоваться скопления неотвержденного материала. При малых толщинах стенок детали может получиться брак за счет плохого заполнения формы при прессовании или литье, особенно при плохой текучести материала, недостаточных давлении и температуре. Для деталей из пластмасс рекомендуется толщина стенок от 2 до 6 мм (не более 10 мм). Для деталей из термопластичных материалов, получаемых литьем под давлением, рекомендуемая толщина стенок составляет 0,5÷2 мм, для крупных деталей 2÷3 мм. Обязательным для пластмассовых деталей является наличие закруглений как с наружной, так и с внутренней стороны детали. Закругления нужны для увеличения механической прочности изделия. При их отсутствии в углах внутреннего контура концентрируются напряжения, могущие привести к деформации и растрескиванию изделия. Кроме того, наличие закруглений улучшает условия заполнения формы пластмассой и уменьшает износ наружных кромок формы, Поэтмy всё переходы и сопряжения в деталях должны быть плавными и оформлены радиусами не менее 0,5 мм для деталей из термопластичных материалов, а для деталей из термореактивных материалов для наружных поверхностей радиусами не менее 2-3 мм и для внутренних поверхностей радиусами не менее 1-2 мм. При конструировании деталей с отверстиями необходимо учитывать возможность появления внутренних напряжений вследствие затрудненной усадки материала на стержнях. Глухие отверстия в конструкции детали должны быть неглубокими (не более 2 мм). При большей глубине глухого отверстия стержень формы, который образует его, будет сравнительно длинным и при течении расплава в форме в процессе заполнения ее может заметно изгибаться. При шаге резьбы более 0,3-0,5 мм резьбовые поверхности на пластмассе при прессовании и литье получают с помощью резьбовых знаков и колец. Резьба на деталях получается достаточно прочной, материал хорошо заполняет крупный профиль резьбы. Минимально допустимый диаметр резьбы для деталей из термопластов пресс-порошков — 2,5 мм, а для волокнистых материалов — 4 мм. Более мелкие резьбы удобней получать армированием, т.е. введением металлических элементов с нужной резьбой в конструкцию пластмассовых деталей. При этом резьба получается более прочной и износоустойчивой. Армирование применяют также с целью повышения механической прочности пласт-масовых деталей, а также с целью изготовления контактных элементов — штепсельных разъемов, монтажных колодок, контактов и т.п. При армировании пластмассовых деталей следует учитывать плохое сцепление между металлическим элементом и пластмассой. Прочность соединения достигается соответствующей формой соединения — канавками, насечками и т. п. Кроме того, из-за разности в величине усадки (у пластмассы примерно в 10 раз больше, чем у металла) в соединении получается натяг. Это обстоятельство способствует повышению прочности соединения. Однако армирование имеет и определенные недостатки. В местах армирования появляются сравнительно большие напряжения, что может вызвать появление трещин. При эксплуатации армированных деталей дополнительные напряжения возникают при изменениях температуры вследствие большой разницы в коэффициентах линейного расширения металла и пластмассы. Порошковая металлургия Металлов и сплавов не всегда достаточно для некоторых изделий. В порошковой металлургии соотношение компонентов обеспечивает сразу несколько эксплуатационных свойств. В общем случае сплавы могут представлять собой химические соединения, механические смеси, растворы замещения и внедрения. Каждое фазовое состояние имеет существенные ограничения по реализации и по широте диапазона изменяемых характеристик сплава. Существуют металлы, из которых невозможно получить сплавы: Cu+W или Ag+W. В порошковой металлургии применяются порошки металлов, окислов и смесей. Основные операции: - изготовление порошков и сортировка по размеру - перемешивание в требуемой пропорции - прессование -спекание Способы: 1) механическое – измельчение исходных материалов (стружка, осадок электролиза, кусочки металла) в шаровых или вихревых мельницах распылением струи жидкого металла (Al, Pb, Fe до 1600оС). Исходный продукт измельчается без изменения химического состава. К недостаткам этого метода следует отнести высокую стоимость порошков, включающую стоимость изготовления исходных литых металлов и сплавов, и относительно низкую производительность процесса 2) физико-химическое (Mo, W) - получение порошка связано с изменением химического состава исходного сырья или его состояния в результате химического или физического (но не механического) воздействия на исходный продукт: восстановление оксидов, осаждение металлического порошка из водного раствора соли и др. Поведение металлических порошков при прессовании и спекании зависит от свойств порошков, которые, в свою очередь, определяются способами их получения. Металлические порошки имеют определенные химический состав, физические и технологические свойства. Химический состав порошков обуславливается содержанием основного металла или компонента и примесей. Физические свойства определяются размером и формой частиц, их микротвердостью, плотностью, состоянием кристаллической решетки. Технологические свойства характеризуются текучестью, прессуемостью и спекаемостью порошка. Текучесть — это способность порошка заполнять форму. Она ухудшается с уменьшением размеров частиц порошка и повышением влажности, оценивается же количеством порошка, вытекаемого через отверстие диаметром 1,5—4 мм в секунду. Прессуемость характеризуется способностью порошка уплотняться под действием внешней нагрузки и прочностью сцепления частиц после прессования. Прессуемость порошка зависит от пластичности материала частиц, их размеров и формы, она повышается с введением в его состав поверхностно-активных веществ. Под спекаемостью понимают прочность сцепления частиц в результате термической обработки прессованных заготовок. Порошки отжигают в восстановительной атмосфере, просеивают (с целью получения однородного порошка по зернистости), смешивают при помощи лопастных смесителей или барабанов и спрессовывают. Прессование: - холодное или горячее - одностороннее или двустороннее Для обеспечения высокой прочности удельное давление находится в пределах 49÷107 МПа (0,5÷12 тонн/см3) Физический процесс прессования – пластическая деформация частиц, схватывание или «сварка». При холодном прессовании в пресс-форму 2 засыпают определенное количество подготовленного порошка 3 и прессуют пуансоном 1. Давление распределяется неравномерно по высоте прессуемой заготовки вследствие влияния трения порошка о стенки пресс-формы, в результате чего заготовки получаются с различной прочностью и пористостью по высоте. В зависимости от размеров и сложности прессуемых заготовок применяют одно- и двустороннее прессование. Односторонним прессованием получают заготовки простой формы с отношением высоты к диаметру меньше единицы и заготовки типа втулок с отношением наружного диаметра к толщине стенки меньше тpex. Двустороннее прессование применяют для формообразования заготовок сложной формы. В этом случае требуемое давление для получения равномерной плотности снижается на 30-40%. Использование вибрационного прессования позволяет в десятки раз уменьшить необходимое давление.
В процессе прессования частицы порошка подвергаются упругим и пластическим деформациям, в результате чего в заготовке накапливаются значительные напряжения. После извлечения из пресс-формы заготовки размеры ее изменяются за счет упругого последействия. При горячем прессовании технологически совмещаются процессы формообразования и спекания заготовки. Температура горячего прессования составляет обычно 0,6-0,8 температуры плавления порошка. Благодаря нагреву процесс уплотнения протекает гораздо интенсивнее, чем при холодном прессовании. Это позволяет значительно уменьшить необходимое давление прессования. Горячим прессованием получают материалы, характеризующиеся высокой прочностью, плотностью и однородностью структуры. Этот метод применяют для таких плохо прессуемых и плохо спекаемых композиций, как тугоплавкие металлоподобные соединения (карбиды, бориды, силициды и т. д.). Для изготовления пресс-форм используют, как правило, графит. Низкая производительность, малая стойкость пресс-форм (10-12 прессовок), необходимость проведения процесса в среде защитных газов — все это ограничивает применение горячего прессования и обуславливает его использование только в тех случаях, когда другие методы порошковой металлургии не обеспечивают заданных эксплуатационных свойств. Для изготовления прессформ используют: · ХВГ · ХГ · 9ХС · Х12М В качестве технологического оборудования применяют: · гидравлические прессы · кривошипные · эксцентриковые · пресс-автоматы Для крупных изделий применяют специальные методы: 1) гидростатическоепрессование – равномерное сжатие прессуемого порошка, заключенного в эластичную оболочку, где рабочим телом является газ или жидкость 2) формообразованиепрокаткой – плотность получаемого листа составляет 50-90% от плотности исходного металла
═════════════════════════════ 3) выдавливание – порошок смешивается с пластификатором (вода, спирт), выдавливается через профильное отверстие и на выходе получается готовая деталь (трубы, прутки) 4) спекание – термическая обработка прессованных из порошков деталей, в процессе заготовки нагревают до температуры рекристаллизации или выше, что приводит к уплотнению массы заготовки и физико-механические свойства материала становятся близкими к свойствам исходного. Спекание происходит в специальных печах (предохраняет от окисления), где в качестве защитной атмосферы применяют H, N и другие. Спекание происходит в три этапа: 1. нагрев до (0,7÷0,9)tпл – удаление влаги, пластификаторов, снимаются остаточные напряжения 2. выдержка при температуре спекания повышает плотность и стабилизирует свойства 3. охлаждение Качество характеризуется отсутствием трещин, расслоения, коробления. Когда точность и шероховатость после операции ниже требуемой, проводится дополнительная механическая обработка. Наиболее распространенные операции: точение, сверление, развертывание, шлифование. Если материал достаточно твердый, то может применяться обработка электрофизическими методами – электроискровая, ультразвуковая, электроннолучевая. Также обработка может проводиться и термическими методами. В последнее время начала быстро развиваться новая отрасль порошковой металлургий — металлургия волокна. Материалы, представляющие собой композиции из мягкой матрицы (основы) и высокопрочных волокон, армирующих матрицу, характеризуются высокой удельной прочностью, могут иметь малую теплопроводность, высокую химическую и термическую стойкость. Для получения таких материалов испльзуют различные волокна: проволоку из вольфрама, молибдена, бора и т.д. в завимости от требуемых свойств создаваемого материала.Разработка техпроцессов   Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право...  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|