
|
|
Типовые и групповые технологические процессыТиповые технологические процессы разрабатываются при изготовлении группы изделий с общими конструкторскими признаками. Типовой технологический процесс характеризуется единством содержания и последовательностью большинства технологических операций и переходов для групп таких изделий и применяется как основа при разработке раьочего техпроцесса. Устраняет возможное разнообразие документации и позволяет сократитьь время на ее разработку. Типовой технологический процесс включает все операции, которые могут использоваться для этой группы (на том же оборудовании, при том же процессе, с той же оснасткой). Групповые технологические процессы разрабатываются для изделий с разными конструкторскими, но общими технологическими признаками. Обюрабатываются заготовки различной конфигурации, состоящей из комплекса групповых технологических операций, выполняемых нга специализированных рабочих местах в последовательности технологического маршрута изготовления определенной группы изделий. Характеризуется общностью оборудования, оснастки и наладки при незначительной подналадке средств оснащения. То есть для деталей различной конфигурации должны быть выделены общие поверхности:
Групповой технологический процесс предусматривает разработку типового техпроцесса для комплексной детали. ═════════════════════════════════ Комплексная деталь – наиболее сложная по конструкции деталь, имеющая все виды поверхностей, характерных для отдельных деталей группы. Если такой детали нет, ее специально проектируют. Таким образом техпроцесс будет подходить для любой детали данной группы, необходимо только исключить операции, которые выполнять не требуется. Технологичность Понятие обеспечения технологичности конструкции изделия охватывает подготовку производства, предусматривающего взаимосвязанное решение конструкторских и технологических задач, направленных на повышение производительности труда, достижение оптимальных трудовых и материальных затрат и сокращение времени на производство, техническое обслуживание и ремонт изделия. Сведения об уровне технологичности конструкции используются в процессе оптимизации конструктивных решений на стадии разработки конструкторской документации, при принятии решения о производстве изделия, анализе технологической подготовки производства, разработке мероприятий по повышению уровня технологичности конструкции изделия и эффективности его производства и эксплуатации. Обеспечение технологичности конструкции изделия н аряду с отработкой самой конструкции включает ее количественную оценку. Этот показатель рассчитывается с помощью базовых (исходных) данных. К числу основных показателей, х арактеризующих технологичность конструкции изделий, можно отнести трудоемкость изготовления изделия, его удельную материалоемкость, технологическую себестоимость, трудоемкость, стоимость и продолжительность технического обслуживания, степень унификации конструкции. При оценке технологичности конструкции следует пользоваться минимальным, но едостаточным количеством показателей. Точность количественной оценки технологичности конструкции изделий, а также перечень показателей и методика их определения устанавливаются в зависимости от вида изделия и степени отработки его конструкции и типа производства. При проведении отработки конструкции изделия на технологичность следует иметь в виду, что в этом случае играет роль вид изделия, степень его новизны и сложности, условия изготовления, технического обслуживания и ремонта, перспективность и объем его выпуска. Испытание конструкции изделия на технологичность должно обеспечить решение следующих основных задач: • снижение трудоемкости и себестоимости изготовления изделия; • снижение трудоемкости и стоимости технического обслуживания изделия; • снижение важнейших составляющих общей материалоемкости изделия – расхода металла и топливно-энергетических ресурсов при изготовлении, а также монтаже вне предприятия-изготовителя и ремонте. Работы по снижению трудоемкости и себестоимости и зготовления изделия и его монтажа сопровождаются повышением серийности изделия посредством стандартизации и унификации, ограничения номенклатуры составных частей конструктивных элементов и используемых материалов, применения высокопроизводительных и малоотходных технологических решений, использования стандартных средств технологического оснащения, обеспечивающих оптимальный уровень механизации и автоматизации производственных процессов. Снижение трудоемкости, стоимости и продолжительности технического обслуживания и ремонта предполагает использование конструктивных решений, позволяющих снизить затраты на проведение подготовки к использованию изделия, а также облегчающих и упрощающих условия технического обслуживания, ремонта и транспортировки. В свою очередь комплекс работ по снижению материалоемкости изделия включает: • применение рациональных сортаментов и марок материалов, рациональных способов получения заготовок, методов и режимов упрочнения деталей; • разработку и применение прогрессивных конструктивных решений, позволяющих повысить ресурс изделия и использовать малоотходные и безотходные технологические процессы; • разработку рациональной компоновки изделия, обеспечивающей сокращение расхода материала. В ходе выполнения технологической подготовки производства различают два вида технологичности конструкции изделия – производственную и эксплуатационную. Производственная технологичность конструкции проявляется в сокращении затрат средств и времени на конструкторскую и технологическую подготовку производства, а также длительности производственного цикла. Эксплуатационная технологичность конструкции изделия проявляется в сокращении затрат времени и средств на техническое обслуживание и ремонт изделия. Оценка технологичности конструкции может быть двух видов: качественной и количественной. Качественная оценка характеризует технологичность конструкции обобщенно на основании опыта исполнителя. Качественная сравнительная оценка вариантов конструкции допустима на всех стадиях проектирования, когда осуществляется выбор лучшего конструктивного решения и не требуется определение степени различия технологичности сравниваемых вариантов. Качественная оценка при сравнении вариантов конструкции в процессе проектирования изделия предшествует количественной и определяет ее целесообразность. Количественная оценка технологичности конструкции изделия выражается показателем, численное значение которого характеризует степень удовлетворения требований к технологичности конструкции. Количественная оценка рациональна только в зависимости от признаков, которые существенно влияют на технологичность рассматриваемой конструкции. Виды технологичности, главные факторы, определяющие требования к технологичности конструкции, и виды ее оценки представлены графически
Факторы, влияющие на технологичность: 1) вид изделия 2) объем выпуска 3) тип производства 4) вид технологичности (производственная или эксплуатационная) Итак, при проектировании изделия необходимо стремиться к тому, чтобы его можно было изготовить прогрессивным методом (но с учетом типа производства). Из всех показателей используется коэффициент использования материала (КИМ), трудоемкость, себестоимость. Конечная цель – изменение в лучшую сторону каког-либо показателя. При этом используется функционально-стоимостной анализ, устанавливающий связь между теми или иными стоимостями и функциями, то есть позволяющий определить затраты на этапе производства. ═════════════════════════════════ Сборка приборов Включает следующие операции: 1) входной контроль (отбраковка, испытания) 2) подготока деталей к сборке (при необходимости – промывка, расконсервация) 3) сборка с выполнением разъемных соединений 4) сборка с выполнением неразъемных соединений 5) сборка обмоток 6) сборка механических устройств 7) сборка типовых элементов приборов 8) сборка электромеханических устройств 9) выполнение электромонтажных соединений 10) регулировка и настройка (если предусмотрено дакументацией) 11) контроль и испытания (иногда пункты 10 и 11 выполняются совместно) 12) сборка, монтаж непосредственно на объекте установки Качество сборочных издений определяется его 1) геометрической точностью – точностью сборочных размеров и взаимного расположения деталей 2) физической точностью – точностью выполнения соединений составных элементов изделия (степень неопдвижности, прочности, герметичности и т.д.) Качество определяет точность выполнения функций прибора, надежность, долговечность и т.д. То есть точность определяется 1) точностью деталей 2) методами сборки Метод сборки определяет степень взаимозаменяемости детали в изделии, а также необходимость дополнительных работ в процессе сборки. Наиболее эффективен тот метод, который обеспечивает заданную точность «автоматически» (независимо от калификации и качества работы исполнителя). При сборке размеры соединяемых деталей суммируются – так появляется новый сборочный размер. Во многих случаях он представляет особую важность (обеспечения зазора или натяга), поэтому он должен быть оговорен допусками и проставлен на чертеже. Применение того или иного метода зависит от точности, сложности, типа производтва и т.д. Основные методы сборки 1) метод абсолютной взаимозаменяемости применяется в случае, когда сборочный размер не ограничен допуском, или максимальная погрешность сборки укладывается в допуск на сборочный размер, то есть детали геометрически взаимозаменяемы, и при установке не требцуется дополнительных работ, не требуется осуществлять контроль сборочного размера.
Желательно, чтобы средняя величина сборочного размера равнялась средней величине по полю допуска. Если условие не выполняется, необходимо, чтобы максимальный сборочный размер был меньше допускаемого
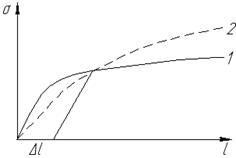
Среднпй допуск звена, входящего в размерную цепь определяется как То есть данный метод – определение максимальных и минимальных размеров – применим, когда точность сборки невысокая. 2) метод неполной взаимозаменяемости применяется в случае, когда максимальныя погрешность сборочного размера превышает допуск на сборочный размер.. Вероятность того, что все погрешности (систематические, случайные) будут приводить к максимальной погрешности сборки небольшая. Брак по сборочному размеру будет определяться назначенной нами вероятностью в процессе сборки. И мы сами определяем, нужно ли дополнительное ужесточение или нет. Поскольку имеется вероятность появления брака, то детали имеют ограниченную взаимозаменяемость, и процесс механизации и автоматизации усложняется (например, операция запрессовки рассчитана на одно усилие, а в процессе появился брак и его может просто не хватить для запрессовки).
k – коэффициен риска (процент брака) 3 – 0,27% 2 – 4,5% 1 – 32% λ – коэффициент, зависящий от характера закона распределения 1/9 – нормальное 1/6 – симпсона Если m=3 и n=1, то
Одинаковую точность сборки по методу неполной взаимозаменяемости можно обеспечить в 2 раза менее точно, чем по методу абсолютной взаимозаменяемости. То есть этот метод в 2 раза точнее, а также является более дешевым. 3) метод групповой взаимозаменяемости применяется для обеспечения высокой точности сборочного размера, когда предудущие методы применить нельзя, то есть когда погрешность на предыдущих операциях больше допуска.
Перед сборкой детали сортируют на группы, обычно их количесто равняется трем. Для этого применяют автоматизированные методы, ступенчатые калибры (распределение по размерам).
Метод является более трудоемким, как правило, применяется в крупносерийном или массовом поизводстве при несложных сборках. Механизация и автоматизация затруднены. 4) метод ругулировки - погрешность сборки больше допуска на размер. Регулирование исключает взаимозаменяеомсть и усложняет процесс сборки, повышает трудоемкость, усложняет механизацию и автоматизацию, но обеспечивает высокую индивидуальную точность для каждого изделия (применяется для изделий сложной конструкции). В этом случае точность сборки во многом зависит от исполнителя. Для части изделий заданная точность может обеспечиваться автоматически. Процент изделий определяется браком по методу вероятностной взаимозаменяемости. В процессе регулировки изменяется величина сборочного размера, компенсируя при этом погрешности соединяемых деталей. Величина регулировки ΔП=Псб-Тсб Различают два основных метода регулировки: а) с применением жестких компенсаторов – в случае, когда в конструкции предусматриваются детали типа шайб, прокладок, которые используются для этих целей, чаще всего – подбор толщины, компенсирующий погрешность детали
Ai – звенья размерной цепи В некоторых случаях применяется несколько компенсаторов
б) с применением подвижных компенсаторов – в случае, когда в конструкции применяются регулировочные элементы типа винтов, гаек и др. Минимально необходимая величина перемещения определяется величиной регулирования - резьбовым соединением. После этого обязательно производится фиксирование. Для устранениялюфтов и обеспечения герметизации соединения могут использоваться упругие элементы (пружины, прокладки, пластиковые шайбы). Их размеры в свободном состоянии назначаются с учетом последующей деформации при сборке (они, как правило, больше). 5) метод индивидуального подбора – используется редко, трудоемкость существенно увеличивается. Геометрическая точность достигается или нарушается при сборке. Во многом это зависит от метода, а не только от точности входящих в сборку деталей.
Методы соединения Резьбовое соединение
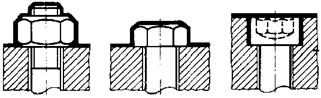
Q1 – стремится сдвинуть детали друг относительно друга Q2 – растягивает крепежный элемент Q3 – сжимает детали Неподвижность обеспечивается осевым натягом, который возникает при сжатии соединяемых деталей. i – осевой натяг i=Δl+Δh, где Δl – удлинение резьбового элемента Δh – сжатие соединяемых деталей
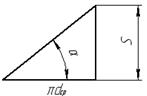
жеформация распространяется внутри конуса с углом 27о. при расчетах конус заменяется цилиндром, диаметр которго равен среднему диаметру усеченного конуса. Важным параметром является усилие затяжки, котрое должно быть нормированным. Оно зависит от направления приложения внешних усилий. Чтобы обеспечить неподвижность детали, сила трения между ними должна быть больше силы, стремящейся их сдвинуть
f – коэффициент трения z – количество крепежных элементов Это является минимально необходимым условием для обеспечения надежности соединения. Его следует увеличить с тем, чтобы компенсировать его уменьшение за счет смятия микронеровностей, перераспределения внутренних напряжений и т.д. Например, только при хранении усилие затяжки уменьшается на 25%. При эксплуатации оно уменьшается в 2-3 раза. Ввиду этого вводят коэффициент запаса, учитывающий динамическое воздействие при статической (1,5 – 2) или динамической (2 – 3) нагрузке. Максимально еусилие ограничивается прочностью крепежных элементо в, внутренние напряжения не должны превышать предела текучести, то есть в процессе затяжки не должно происходить пластической деформации
При действии Q3 происходит дополнительное сжатие, а при Q2 – дополнительное растяжение, при котором уменьшается осевой натяг. Методы затяжки а) наживление Определяется началом вращения, производится с помощью жесткого инструмента – стандартные ключи и отвертки. Способ отличается простотой, универсальностью.
d – диаметр резьбового соединения
Недостаток метода – большая погрешность усилия затяжки, зависимость точности от квалификации исполнителя. б) завинчивание Затяжка по моменту предусматривает применение динамометрических элементов, которые позволяют контролировать момент затяжки (инструмент в виде плоской пружины, которая при затяжке изгибается). В массовом производстве применяются предельные инструменты, которые в составе имеют кулачковые муфты, анстраеваемые на предельный момент затяжки. Метод просто механизировать, он устраняет субъективизм в процессе выполнения операции. ═════════════════════════════════ Момент, который необходим для достижения расчетной величины усилия закрепления
dcp – средний диаметр резьбового соединения α – угол подъема резьбы ρ – угол трения резьбы ρ’ – угол трения между поверхностью детали и торцевой частью резьбового элемента Dcp – средний диаметр торцевой части гайки, болта tg(α+ρ)=tgα+tgρ P3 – необходимое усилие затяжки
S – шаг резьбы tgρ и tgρ’ ≈ f и f’ (коэффициенты трения) Тогда выражение примет вид
Для жесткого инструмента рекомендуется соотношение плеча для затяжки l=14d, где d – средний диаметр резьбы Необходимо учитывать и точностные характеристики деталей, входящих md резьбовое соединение
К3 – коэффициент запаса (0,65÷0,85) σТ – предел текучести α – диаметр резьбы Предельный момент прочности резьбового соединения на срез Для гайки
h – длина свинчивания μ – коэффициент, зависящий от формы головки (1,2÷1,35) Для винта
Также применяют методы затяжки - по углу поворота - по удлинению крепежного элемента - предварительно нагруженных или сжатых тел Производится в последовательности
В процессе эксплуатации может происходить ослабление усилия затяжки. И если не принять своевременных мер, может произойти отвинчивание. С целью предотвращения предусматривают стопорение резьбы. Стопорение – фиксированная затяжка: - с помощью контргайки Стопорение контргайками применяют редко вследствие недостаточной надежности.
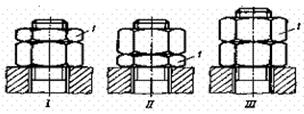
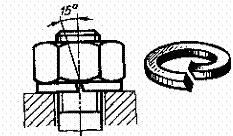
Этому способу присущ и другой недостаток: при затяжке контргайка (I), вытягивая болт, принимает на себя всю нагрузку, в то время как основная гайка разгружается. Это заставляет иногда применять обратную схему: контргайку располагают под основной гайкой (II), что обеспечивает более благоприятное распределение сил. Иногда контргайку делают одной высоты с основной гайкой (III). Контргайки незаменимы в тех случаях, когда требуется бесступенчатая фиксация положения гайки на болте, особенно при значительном перемещении гайки вдоль болта. - с помощью шайбы гровера Простейшая и наиболее часто применяемая (хотя далеко не самая совершенная) форма упругого стопорения - разрезная пружинная шайба - шайба Гровера (иногда называемая просто «гровером»). Шайба представляет собой изготовленное из закаленной стали кольцо с косым разрезом под углом ~ 15° к оси кольца. Наклон разреза делается левым для правой резьбы и правым для левой резьбы.
Концы шайбы слегка разведены и снабжены острыми кромками. При затяжке кольцо сжимается, кромки врезаются в тело гайки и в опорную поверхность, обеспечивая стопорение гайки «на корпус». Врезание заметно выражено в том случае, когда опорные поверхности имеют не слишком высокую твердость (НВ < 300). В случае твердых металлов (закаленная, азотированная сталь и т. д.) действует только чисто упругое стопорение, отчего надежность контровки снижается. Недопустима установка шайб Гровера на поверхностях мягких металлов (например, литые алюминиевые и магниевые сплавы): зубчики шайб портят такие поверхности. - с помощью шплинтов Стопорение шплинтами (шплинтовка) гаек - надежный и очень распространенный способ стопорения, применяемый в наиболее ответственных узлах.
Применяют два способа установки шплинтов. При первом способе (I) шплинт устанавливают плоскостью кольца параллельно оси болта; концы шплинта отгибают: один на грань гайки, другой на торец болта. При втором способе (II) шплинт устанавливают плоскостью кольца перпендикулярно к оси болта; концы шплинта отгибают на грани гайки. Первый способ применяют чаще, так как он обеспечивает удобство монтажа и компактность конструкции. Однако второй способ увеличивает пределы шплинтуемости. - с фиксацией проволокой, пропускаемой в отверстие в головке винта Операцию сверления отверстий в гайках выполняют в специальных приспособлениях. Обычно сверлят три отверстия, реже шесть.
При таком способе стопорения увеличение числа отверстий не имеет смысла, так как правильная вязка может быть осуществлена при большом угле поворота гайки; в отличие от большинства других позитивных способов стопорения вязка позволяет осуществить практически бесступенчатую угловую фиксацию гайки. - для стопорения мелких резьбовых элементов используют лаки, эмали, краски. Способ этот, разумеется, не может гарантировать надежного стопорения; все же он предохраняет крепежные детали от самоотвертывания.
Применение современных покрытий на основе синтетических смол (в частности, кремнийорганических), создающих на поверхности машины прочную, эластичную пленку, устойчивую против внешних воздействий, значительно повышает надежность этого способа стопорения. Особенно прочное сцепление между стопоримой деталью и корпусом получается в случае, когда материал покрытия затекает в кольцевой зазор между деталью и корпусом - с помощью деформируемых шайб Прессовые соединения Прессовые соединения широко применимы благодаря простоте, механизации и автоматизации. Для выполнения соединения необходимо преодолевать большое трение, для чего применяется прессовое оборудование. При наличии радиального натяга возникает сила трения на контактной поверхности. iрасч=d1-d2 (диаметры охватываемой и охватывающей поверхностей) Процесс запрессовки: микронеровности поверхности сминаются, за счет чего натяг уменьшается. Когда К=0 смятия нет, к=1 – полное смятие. iдейств=ip-2(K1Rz1-K2Rz2) 0≤K≤1 Максимальное смятие К1+К2=1
p – радиальное удельное давление на сопрягаемых поверхностях d – наименьший диаметр сопрягаемых деталей l – длина сопряжения f – коэффициент трения Величина удельного давления определяется как
с1 и с2 – коэффициенты, учитывающие соотношение размеров сопрягаемых деталей и свойства их материалов Е1 и Е2 – модули упругости деталей
К – коэффициент, учитывающий относительно удлинение детали К=1, если
µ - коэффициент Пуассона Усилие запрессовки определяется максимальной величиной трения, а усилие распрессовки больше него на 20÷30%. При малых даметрах сопрягаемых деталей для повышения надежности соединения для одной из деталей делают накатку (как правило, на валу). ═════════════════════════════════ Для получения качественных прессовых соединеней необходимо: - точная ориентация соединяемых деталей - соосность усилия силы запрессовки и силы сопротивления - обеспечения симметричности опорных поверхностей относительно результирующей силы сопротивления - сила запрессовки и перемещение детали должны быть определены - обеспечение равномерности усилия и невысокой скорости (не более 7 мм/с) - для обеспечения заданной точности сопрягаемые детали должны иметь фаску (самоцентровка) Термопосадки Используются в случае, когда к соединяемым деталям нельзя прикладывать большое усилие запрессовки. Сущность процесса – нагревается охватывающая деталь или охлаждается охватывемая, при этом необходимо обеспечить минимальный зазор, после принятия температуры окружающей среды образуется радиальный натяг, который несколько меньше расчетного, поскольку часть микронеровностей совпадает.
S – минимальный зазор to – температура окружающей среды ip – расчетный допуск d – номинальный диаметр α – коэффициент линейного расширения материала Клепаные соединения Соединение очень прочное, применяется в случае, когда нет возможности соединить другими методами.
1 – закладная головка 2 – стержень 3 – замыкающая головка σт1>σт2 h1>h2 Замыкающая головка располагается со стороны более прочного материала, а если σт1=σт2, то со стороны матерала с большей толщиной. Соединение осуществляется за счет пластического деформирования в холодном состоянии крепежного элемента. Клепка производится пуансоном
Перед формообразованием детали должны быть сжаты. Необходимо, чтобы стержень был пластически деформируем.
При этом пластически деформируется только заклепка! (Al, Cu) Это приводит к появлению осевого натяга. При выполнении операции необходимо соблюдать следующие условия: - операция должна выполняться без потери устойчивости системы - должно хватать материала для образования замыкающей головки, то есть h определяется заранее. h=(1,3÷1,6)d Для потайной головки
У пустотелых края загибаются – для них усилие значительно меньше. Усилие, необходимое для выполнения операции
P – усилие формообразования замыкающей головки d – номинальный диаметр k – коэффициент, зависящий от формы головки k=28,6 (сферическая) k=15,2 (цилиндрическая) k=26,2 (потайная) k=4,33 (полая) Сравнительная характеристика Чаще всего используется бункерная загрузка – например, выполняется простая запрессовка, и если детали симметричны, то ориентируются только вертикально, а если существуют дополнительные элементы, то необходимо устройство ориентирования. Поэтому детали разбиваются на классифицированные группы. также исполььзуются роботы-манипуляторы, детали при этом находятся в специальных тарах- кассетах. Группы операций: 1) без использования крепежных элементов, при выполнении поступательного движения (прессование) – наиболее простая для автоматизации 2) с использованием одного крепежного элемента, при поступательном движении (клепание) 3) с использованием крепежного элемента, при поступательном/вращательном движении (резьбовые соеждинения) 4) с использованием двух крепежных элементов, при поступательном движении 1,2 – детали 3 – ось 4 – штифт
5) с использованием трех крепежных элементов, при поступательном/вращательном движении (болт, шайба, гайка), вначале вращается на ¾ в обратную сторону, чтобы определить место «захвата» резьбы.   Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор...  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? - задался я вопросом...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|


 и соответственно
и соответственно 
 .
. , где
, где


 , где
, где


 , где
, где
 , где
, где
 , где
, где

 , где
, где




 , где
, где
 , где
, где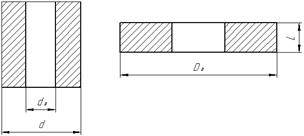


 , где
, где

 , где
, где