|
|
Защита готовых изделий от коррозииГотовые изделия и запасные части к ним после сборки и испытаний не сразу поступают в эксплуатацию, а подвергаются консер-ьации. Различают консервацию для кратковременного и длительного хранения, а также местную и общую. Длительная консервация должна обеспечивать сохранность изделия в течение не менее двух лет. Местная консервация заключается в защите от коррозии отдельных наружных поверхностей. Стальные детали, которые не сопрягаются с деталями из цветных сплавов, и детали из магниевых сплавов консервируют пушечной смазкой. Для защиты деталей из алюминия, меди и их сплавов применяют технический вазелин. Смазку наносят кистью или путем окунания. Для этого технический вазелин нагревают до 45° С, а пушечную смазку - до 70÷75° С Общая консервация достигается герметичной упаковкой изделия. Его обертывают двумя слоями парафинированной бумаги и к шпагату прикрепляют один или два мешочка с влагопоглотителем, в качестве которого используют силиголь, просушенный при 160÷170° С в течение 4 ч. Затем изделие с влагопоглотителем укладывают в чехол из полихлорвиниловой пленки и заклеивают специальным клеем. Из внутренней полости чехла через специальное отверстие откачивают воздух, после чего отверстие заклеивают, а чехол обертывают парафинированной бумагой. Для защиты от механических воздействий и атмосферных влияний в процессе транспортировки и хранения изделие помещают в тару. Тара, предназначенная для складского хранения изделий относительно небольшой массы и габаритов, изготовляется из картона с гофрированным внутренним слоем. В особых случаях используются фанерные или металлические ящики со специальной защитой для транспортировки и хранения единиц или групп изделий. В складском помещении должна поддерживаться температура от +10 до +30'С и относительная влажность воздуха в пределах 45÷75%. Проектирование специальных приспособлений Приспособление – средство технического оснащения, дополняющее технологическое оборудование.. Станочные приспособления классифицируют по различным признакам: 1) для установки и закрепления заготовки – ориентирование заготовки (например, кондуктор) за счет взаимодействия базовых поверхностей с установочными поверхностями детали, при этом увеличивается производительность и точность 2) по виду обработки 3) для установки и закрепления обрабатывающего инструмента – патроны, державки, многошпиндельные сверлильные головки 4) контрольные – проверка точности заготовок и получаемых деталей, узлов машин 5) сборочное приспособление – средство механизации ручного труда или дополнительное устройство сборочного оборудования, способствует улучшению условий сборки. Широко применяются универсальные сборочные приспособления – напрмер, домкраты. Сборочные приспособления обеспечивают точность соединения, запрессовки, гибки и т.д. 6) для захвата – для перемещения заготовок большого веса, и для легких – в механизированном производстве. Все перечисленные виды могут быть ручными, механизированными, автоматическими или полуавтоматическими. В зависимости от степени специализации различают: 1) универсальные (самоцентрирующие патроны, машинные тиски) 2) специализированные (для обработки деталей определенной конструкции – обработка коленчатых валов) 3) специальные (разрабатываются и изготавливаются для обработки конкретных деталей) В этом случае стандартными выделяют шесть групп приспособлений (ГОСТ 14.305) 1) универсально-сборные (УСП) Собираются из заранее изготовленных деталей без последующей доработки. В состав входят – базовая деталь, плиты, угольники, пальцы, призмы, штыри, направляющие, втулки, колонки, оси, хомутики и т.д. Сборочные единицы – зажимы, кронштейны, призмы и т.д. Особенностью является то, что они покрыты сеткой пазов, размеры пазов стандартны (5-6 кв.), точность достаточно высокая (10 микрон на длину 200мм). Точность обработки на таких прспособлениях около 9 квалитет, недостаточная жесткость. На 4000 деталей приходится 300 различных приспособлений. Срок окупаемости 2 года. Срок работы 10 лет. 4-5 часов занимает сборка приспособления средней сложности. Широко применяются в условиях единичного и мелкосерийного производства. Являются универсальными по изготовлению, но одноцелевыми по назначению. ═════════════════════════════════ 2) сборно-разборные (СРП) Используются в мелкосерийном и серийном производствах. представляет собой компановку из готовой базовой части и наладочного элемента, чаще всего специального, с помощью которого заготовки связываются с приспособлением. Сюда входят патроны и некоторые детали. Состоит из базовой части и налаживаемой. С учетом специфики конкретных видов деталей точность 8-9 кв, шероховатость Ra 1,25 – 0,63 мкм. 3) универсально-наладочные (УНП) Состоит из двух частей – универсальный базовый агрегат и сменные наладочные элементы. Базовый предназначен для многократного использования, может оформляться в разных компановках, ее основные элементы стандартизованы. При смене может использоваться посторно. Применяется в мелкосерийном, серийном или крупносерийном многономинальных производствах. 4) специализированные наладочные (СНП) Используются в мелкосерийном или крупносерийном производствах. Состоих из механизированной специальной базовой сборочной единицы и сменных наладок для установки заготовок, близких по схемам базирования и закрепления заготовок. 5) неразборные специальные (НСП) Для выполнения определенной операции при обработке конкретных заготовок. предусмотрена утилизация. Приспособления обладают высокой точностью и производительностью Закрепление детали в приспособлении В процессе выполнения операции резания на заготовку действуют большие силы. Чтобы они не изменяли положения детали, ее закрепляют при помощи различных зажимных устройств. При этом реализуется цель – лишение детали шести степеней свободы. В общем случае устройство включает в себя три элемента: - зажимаемая деталь - трансформирующий элемент - контактный элемент Требования к зажимным устройствам: - не должно нарушаться положение заготовки, что обеспечивается рациональным выбором гнаправления и точек приложения усилия зажима - зажим не должен деформировать заготовку - сила зажима должна быть минимально необходимой для достижения цели закрепления - зажим и раскрепление детали должны выполняться при минимальных затратах силы и времни исполнителя - простота конструкции, удобство и безопасность в работе При выборе направления зажимного усилия следует руководствоваться следующими правилами: - оно должно быть перпендикулярно поверхности установочного элемента, чтобы обеспечить надежный контакт технологической базы с ним - при базировании по нескольким базам сила зажима должна быть направлена на тот установочный элемент, с которым заготовка имеет большую площадь контакта - должно совпадать с направлением силы тяжести и результирующей силы - в точке его приложения не должно появляться изгибающих или опрокидывающих моментов Расчет усилия закрепления Решение задачи статики на неизменность положения твердого тела в пространстве под действием внешних сил. При выполнении операции резания к заготовке приложены следующие силы: сила тяжести, сила резания, сила реакции опоры, сила зажима. Исходными данными являются: схема базирования заготовки, величина, направление и место приложения усилий, возникающих при обработке, схема закрепления заготовки (направление и точность приложения зажимного усилия). Для обеспечения надежности закрепления существует коэффициент надежности: К=Ко.К1.К2.К3.К4.К5.К6 Ко ≈1,5 К1 - состояние базовых поверхностей (при черновой обработке равен 1,2, при чистовой равен 1) К2 ≈1,2÷1,7 – затупление инструмента (вид обработки и обрабатываемый материал, соотношение составляющих сил резания) К3=1,2 – учитывает наличие ударной нагрузки (прерывистое резание) К4 - стабильность сил привода (при ручном равен 1,3, при механизироанном равен 1) К5 – характеризует удобство работы (1,2 при неудобной) К6 – учитывает расположение опорных точек при смещении заготовки моментом сил (для точечного контакта равен 1, для неограниченного равен 1,5) Для упрощения конструкции приспособления и облегчения работы с ним закрепление заготовки происходит в одном направлении, то есть одним общим усилием, независимо от числа степеней свободы, которых необходимо лишить заготовку. При этом неподвижность заготовки обеспечивается силой трения при приложении усилия закрепления. Необходимо, чтобы силы трения о неподвижный установочный элемент были больше сил резания. Рассмотрим пример
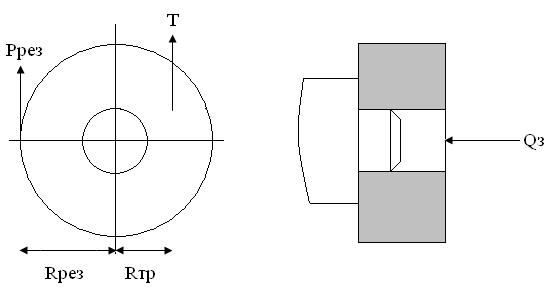
Применительно к телу вращения, деталь закрепляется на оправке
Для токарной обработки неподвижность обеспечивается равенством момента резания и трения.
═════════════════════════════════ Зажимные механизмы Винтовые
Разрешается усилие порядка 10 кг.
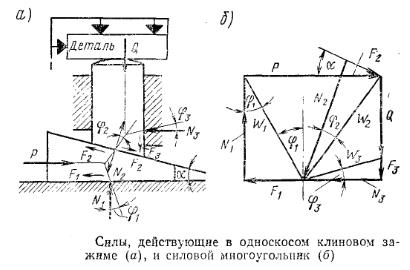
Усилие раскрепеления рассчитывается по той же формуле, но при значениех ρ и f больших на 30÷40%. Клиновые
Применение клина позволяет изменять зажимное усилие, изменять его направление.
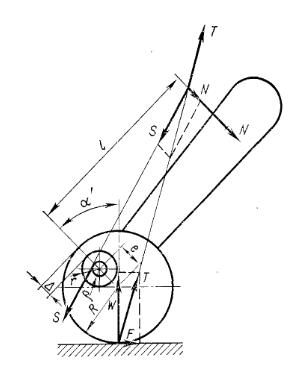
ρ и ρ’ – углы трения по наклонной и прямой поверхностям. Недостаток зажима – большие потери на трение, трение скольжения стараются заменить трением качения. Эксцентриковые
  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|



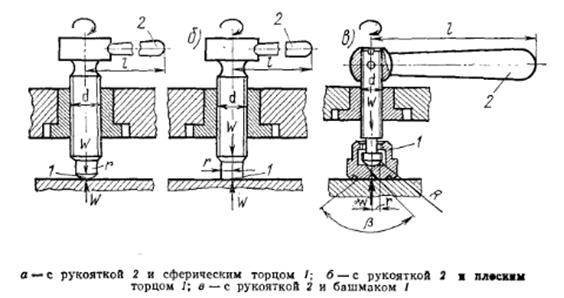


 - диаметр винта (с=1,4, σ используется от 80 до 100МПа)
- диаметр винта (с=1,4, σ используется от 80 до 100МПа)