|
|
ТИПОВЫЕ И СПЕЦИАЛЬНЫЕ КОМПОНОВКИ БЕСЦЕНТРОВЫХ КРУГЛОШЛИФОВАЛЬНЫХ СТАНКОВ С ВЕДУЩИМ КРУГОМОБЩИЕ СВЕДЕНИЯ Диапазон типоразмеров изделий, обрабатываемых методом бесцентрового круглого шлифования, очень широк: от прутков и труб большой длины до иголок карданных подшипников и валов различной конфигурации. В табл. 1.1 приведена классификация бесцентровых круглошлифовальных станков, изготовляемых в РФ и Беларуси. В табл. 1.2 приведены технические характеристики основных моделей бесцентровых круглошлифовальных станков, изготавливаемых в конце XX - начале XXI века на заводах бывшего СССР (Россия и Беларусь). Для использования прогрессивной высокопроизводительной и высокоточной технологии бесцентрового шлифования методом напроход с использованием узких кругов (например, модификации металлорежущих станков, изготовляемые РУП станкостроительный завод "Вистан" им. Кирова) и широких кругов (изготовитель Московский завод автоматических линий и специальных станков) в табл. 1.3 и 1.4 приведены примеры технологических возможностей станков при изготовлении типовых деталей.
ОБЛАСТЬ ПРИМЕНЕНИЯ На бесцентровых круглошлифовальных станках обрабатывают различные по форме и габаритным размерам детали, представляющие собой тела вращения: детали подшипников качения (наружные и внутренние кольца шариковых и роликовых подшипников, иголки и кольца карданных подшипников, цилиндрические и конические ролики), ступенчатые валики, гильзы, поршневые и шаровые пальцы, толкатели, штифты, гладкие оси, золотники, крупногабаритные валы, прутки, трубы и другие подобные изделия. Станки находят применение в самых различных отраслях промышленности: подшипниковой, автотракторной, металлургической, электротехнической, сельскохозяйственном машиностроении, транспортном машиностроении и др. Столь широкое применение этих станков объясняется некоторыми преимуществами по сравнению с другими шлифовальными станками. Основные технологические особенности круглого бесцентрового шлифования следующие: • Заготовка вращается свободно без закрепления в призме, образованной опорным ножом и ведущим кругом. Благодаря этому исключаются деформации детали при ее зажиме, а вращение в призме способствует исправлению отклонений от круглости шлифуемой поверхности. • Вращение заготовки осуществляется за счет сил трения между заготовкой и ведущим кругом. Для качественной обработки необходимо, чтобы заготовка начала вращаться до соприкосновения со шлифовальным кругом. Это в значительной степени определяет состояние ножа, который должен иметь прямолинейную базовую поверхность высокой твердости и наименьшего параметра шероховатости Яа = 0,05... 0,16 мкм, с тем, чтобы коэффициент трения между деталью и ножом был минимальным. • Обрабатываемая поверхность чаще всего является базовой поверхностью. Поэтому большое значение приобретает ее исходное состояние: прерывистые поверхности, приливы, заусеницы, большое отклонение от круглости усложняют, а иногда делают невозможной обработку на бесцентровых круглошлифовальных станках. • Ведущий круг выполняет функции не только устройства, вращающего заготовку, но и дополнительной опоры, значительно превышающей жесткость системы станок - инструмент - деталь. Благодаря этому на бесцентровых круглошлифовальных станках могут обрабатываться длинные и тонкие заготовки на увеличенных поперечных подачах без опасения прогибов при шлифовании. • Круглое бесцентровое шлифование, осуществляемое без зажима и без устройств принудительного вращения детали, не требует создания центровых гнезд и упрощает автоматизацию обработки, сокращает время на установку заготовки и снятие обработанной детали. • Жесткость технологической системы бесцентровых круглошлифовальных станков в 1,5-2 раза выше жесткости центровых круглошлифовальных станков, поэтому и режимы резания при круглом бесцентровом шлифовании повышают примерно во столько же раз. Бесцентровое шлифование обеспечивает точность обработки деталей по 5-6-му квалитету. Эффективное исправление отклонения по круглости заготовки осуществляется за несколько проходов. При этом исходное отклонение от круглости с 0,3 мм может быть уменьшено до 0,0025 мм. Рис. 1.10. Схема станка с горизонтальной линией центров и неподвижной шлифовальной бабкой
На рис. 1.12, а приведена компоновочная схема станка с неподвижной бабкой шлифовального круга 1, подвижными суппортом ножа 2 и бабкой ведущего круга 3; линия центров наклонная. На рис. 1.12, б приведена компоновочная схема станка с подвижными бабками шлифовального 1 и ведущего 3 кругов и неподвижным ножом 2; линия центров наклонная.
Рис. 1.12. Схемы станков: а- с наклонной линией центров и неподвижной бабкой шлифовального круга; б - с наклонной линией центров, подвижными бабками и неподвижным суппортом
На рис. 1.13 показана компоновочная схема станка с неподвижной бабкой ведущего круга 3 и подвижными ножом 2 и бабкой шлифовального круга 1; линия центров вертикальная. Предусмотрено устройство 4, предотвращающее выпадение обрабатываемой детали в процессе обработки. На рис. 1.14 приведена компоновочная схема с двумя ведущими кругами 2 и 5 и расположенным над заготовкой 4 шлифовальным кругом 1.
расположенной под станинои. Компоновка станка для бесцентрового проходного шлифования сферических торцов роликов подшипников фирмы Modler (Германия) обеспечивает обработку всей их номенклатуры на станках трех модификаций: для конических роликов с малым (менее 150 мм) радиусом сферического торца; для конических и бомбинированных роликов с практически неограниченно большим (более 150 мм) радиусом торца; для различных роликов с двойным радиусом кривизны торца. При шлифовании сферическим торцом круга, центр сферы которого совпадает с центром обкатывания заготовок (рис. 1.17), контакт инструмента с заготовкой осуществляется не в точке, а по поверхности, благодаря чему съем металла увеличивается (производительность повышается) и выполняются жесткие требования к шероховатости обработанной поверхности. Наличие правящего алмазного инструмента, движение которого кинематически связано с движением обкатывания заготовок по рабочей поверхности круга, позволяет после предварительной наладки обеспечить постоянство условий формообразования независимо от износа круга.
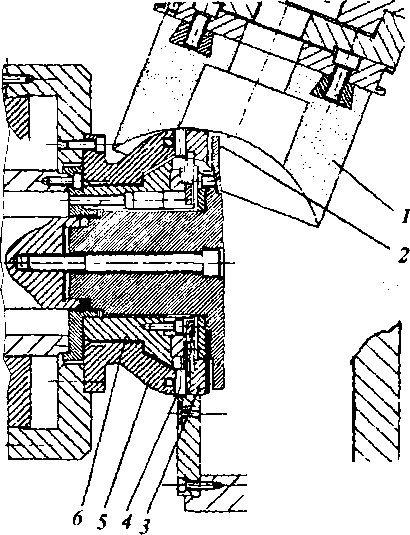
Создан бесцентровый круглошлифовальный и полировальный станок, который позволяет в автоматическом цикле обрабатывать прутковые заготовки диаметром 7... 25 мм и длиной 2... 6,5 м. Подача при обработке составляет 0... 50 м/мин. Станок характеризуется высокой производительностью и обеспечивает точность, соответствующую квалитету 1Т6. Оригинальность компоновки бесцентровых круглошлифовальных станков может быть определена изменением обрабатываемой детали и соответственно принципа обработки и конструкции основных узлов. Для изготовления тонкостенных деталей типа гильз, колец и втулок наибольшая трудность состоит в получении равностенности. Эта проблема решена применением бесцентрового шлифования наружных цилиндрических поверхностей на жестких опорах, в которых применяют нож и ролик вместо ведущего круга. В устройстве (рис. 1.20) обрабатываемые зубчатые колеса 3 помещены между двумя червяками (инструментом 4 и делительным червяком 2). При согласованном вращении обоих червяков соответственно со скоростью сои и соч колеса 3 вращаются вокруг своих осей со скоростью Юд и перемещаются по стрелке В. Торцы колес упираются в неподвижные клиновые упоры 1, стенки которых параллельны оси вращения обоих червяков. Это достигается тем, что угол установки равен 0. В этом случае оси вращения колес 3 перекрещиваются с осью вращения инструмента 4 под прямым углом независимо от угла подъема витков червяка. Направления вращения ведущего червяка 2 и инструмента 4 должны быть одинаковыми, чтобы колеса всем торцом равномерно прижимались к упору 1 и свободно проходили в зазор между двумя соседними упорами (величину зазора можно определить экспериментально). Если рабочие поверхности клиновых упоров, выполненных параллельными осям червяков, покрыть абразивом, то обеспечится одновременное снятие заусенцев на торцах зубьев колеса, образующихся на предыдущих операциях обработки резанием (например, червячными фрезами). Для этого в зазор между колесами и клиновыми пазами можно подать свободный абразив (абразивную пасту, суспензию и др.
Рис. 1.20. Принципиальная схема специального устройства для бесцентровой обработки прямозубых цилиндрических колес Соотношение между скоростями вращения червяка-инструмента и червяка, а также соотношение чисел их заходов должно быть таким, чтобы во время обработки колесо совершило один полный оборот вокруг своей оси. Абразивный червяк-инструмент может иметь бандаж, что позволяет увеличить и исключить опасность разрушения инструмента под действием центробежных сил. Применение бандажа улучшает технику безопасности при работе на станке. Заготовки колес обрабатываются без их установки и закрепления на оправке. Они поступают в пространство между упорами например, из накопителя, бункера; проходят через устройство, где обрабатываются, и далее поступают на следующую операцию (очистку, промывку, упаковку и др.). Это позволяет увеличить производительность зубоотделочной операции, существенно облегчает возможность ее автоматизации и обработки колес с бочкообразной формой. Фирмой Glebar изготовлен оригинальный специализированный бесцентровый круглошлифовальный станок MOfl.TF-9DHD для шлифования стержневых заготовок из твердого сплава с большей точностью по сравнению с достигаемой ранее на токарном станке и в 4-5 раз быстрее, исключая при этом какую-либо поломку стержней, например, при загрузке, зажиме и т.д. Стержни шлифуются в неспеченном состоянии с точностью по диаметру 0,025 мм. Максимальная длина обрабатываемых стержней 200 мм. Шлифование производится методом врезания за один ход. Помимо шлифования таких стержней, станок, оснащенный системой ЧПУ, может быть применен для шлифования любых небольших цилиндрических или сферических керамических деталей, например, электрических изоляторов, корпусов предохранителей, декоративных ручек и т.п. Фирма Rand Bright (США) изготовила бесцентровый круглошлифовальный станок мод. BG-50 для выполнения различных операций финишной обработки, входящих в номенклатуру бесцентрового шлифования. Станок может быть использован для шлифования, полирования, удаления заусенцев или глянцевания наружной поверхности цилиндрических деталей из черных и цветных металлов. По желанию заказчика станок может быть выполнен применительно к индивидуальным техническим требованиям. Скорость подачи 0,3... 10 м/мин, мощность двигателя, осуществляющего привод шлифовального круга, 3,5 кВт, двигатель вращается с частотой 1750 мин4. На станке можно обрабатывать детали с максимальным диаметром 180 мм. В качестве инструмента используется абразивная лента шириной 102 мм и длиной 2280 мм или абразивный круг диаметром 300 мм и шириной 102 мм Внешний вид круглошлифовального станка модели 3151 показан на рис. Внешний вид круглошлифовального станка модели 3151 1 – станина; 2- передняя бабка; 3- шлифовальный круг; 4 – бабка шлифовального круга; 5 – задняя бабка; 6 – стол; 7 – панель управления. Простые круглошлифовальные станки для шлифования конических поверхностей с малой конусностью допускают поворот верхней части стола на угол ±70. Универсальные круглошлифовальные станки, кроме поворота стола, допускают установку на угол передней бабки, а также и бабки шлифовального круга, что позволяет шлифовать конические поверхности с большой конусностью. Основными размерами, характеризующие круглошлифовальные станки, является наибольший диаметр шлифования, который для станков общего назначения изменяется в пределах 200 – 750 мм., и наибольшее расстояние между центрами L= 500÷5000 мм. ОБЩИЕ СВЕДЕНИЯ Диапазон типоразмеров изделий, обрабатываемых методом бесцентрового круглого шлифования, очень широк: от прутков и труб большой длины до иголок карданных подшипников и валов различной конфигурации. В табл. 1.1 приведена классификация бесцентровых круглошлифовальных станков, изготовляемых в РФ и Беларуси. В табл. 1.2 приведены технические характеристики основных моделей бесцентровых круглошлифовальных станков, изготавливаемых в конце XX - начале XXI века на заводах бывшего СССР (Россия и Беларусь). Для использования прогрессивной высокопроизводительной и высокоточной технологии бесцентрового шлифования методом напроход с использованием узких кругов (например, модификации металлорежущих станков, изготовляемые РУП станкостроительный завод "Вистан" им. Кирова) и широких кругов (изготовитель Московский завод автоматических линий и специальных станков) в табл. 1.3 и 1.4 приведены примеры технологических возможностей станков при изготовлении типовых деталей.
ОБЛАСТЬ ПРИМЕНЕНИЯ На бесцентровых круглошлифовальных станках обрабатывают различные по форме и габаритным размерам детали, представляющие собой тела вращения: детали подшипников качения (наружные и внутренние кольца шариковых и роликовых подшипников, иголки и кольца карданных подшипников, цилиндрические и конические ролики), ступенчатые валики, гильзы, поршневые и шаровые пальцы, толкатели, штифты, гладкие оси, золотники, крупногабаритные валы, прутки, трубы и другие подобные изделия. Станки находят применение в самых различных отраслях промышленности: подшипниковой, автотракторной, металлургической, электротехнической, сельскохозяйственном машиностроении, транспортном машиностроении и др. Столь широкое применение этих станков объясняется некоторыми преимуществами по сравнению с другими шлифовальными станками. Основные технологические особенности круглого бесцентрового шлифования следующие: • Заготовка вращается свободно без закрепления в призме, образованной опорным ножом и ведущим кругом. Благодаря этому исключаются деформации детали при ее зажиме, а вращение в призме способствует исправлению отклонений от круглости шлифуемой поверхности. • Вращение заготовки осуществляется за счет сил трения между заготовкой и ведущим кругом. Для качественной обработки необходимо, чтобы заготовка начала вращаться до соприкосновения со шлифовальным кругом. Это в значительной степени определяет состояние ножа, который должен иметь прямолинейную базовую поверхность высокой твердости и наименьшего параметра шероховатости Яа = 0,05... 0,16 мкм, с тем, чтобы коэффициент трения между деталью и ножом был минимальным. • Обрабатываемая поверхность чаще всего является базовой поверхностью. Поэтому большое значение приобретает ее исходное состояние: прерывистые поверхности, приливы, заусеницы, большое отклонение от круглости усложняют, а иногда делают невозможной обработку на бесцентровых круглошлифовальных станках. • Ведущий круг выполняет функции не только устройства, вращающего заготовку, но и дополнительной опоры, значительно превышающей жесткость системы станок - инструмент - деталь. Благодаря этому на бесцентровых круглошлифовальных станках могут обрабатываться длинные и тонкие заготовки на увеличенных поперечных подачах без опасения прогибов при шлифовании. • Круглое бесцентровое шлифование, осуществляемое без зажима и без устройств принудительного вращения детали, не требует создания центровых гнезд и упрощает автоматизацию обработки, сокращает время на установку заготовки и снятие обработанной детали. • Жесткость технологической системы бесцентровых круглошлифовальных станков в 1,5-2 раза выше жесткости центровых круглошлифовальных станков, поэтому и режимы резания при круглом бесцентровом шлифовании повышают примерно во столько же раз. Бесцентровое шлифование обеспечивает точность обработки деталей по 5-6-му квалитету. Эффективное исправление отклонения по круглости заготовки осуществляется за несколько проходов. При этом исходное отклонение от круглости с 0,3 мм может быть уменьшено до 0,0025 мм. ТИПОВЫЕ И СПЕЦИАЛЬНЫЕ КОМПОНОВКИ БЕСЦЕНТРОВЫХ КРУГЛОШЛИФОВАЛЬНЫХ СТАНКОВ С ВЕДУЩИМ КРУГОМ Круглое бесцентровое шлифование проводят на различных универсальных и специальных станках с ручным и числовым программным управлением типа СМС, отличающихся в основном: конструкцией ведущего круга; расположением линии центров (линией центров называется условная прямая, соединяющая центры ведущего и шлифовального кругов); конструкциями узлов, осуществляющих рабочие и вспомогательные перемещения; системой управления. Ведущий круг может быть как абразивным на вулканитовой связке, так и металлическим. Износ металлического ведущего круга на порядок ниже износа аналогичного абразивного. Для осуществления продольной подачи при шлифовании фасонных заготовок, например, конических роликов, применяют вместо ведущего абразивного круга стальной барабан с винтовой дорожкой, поперечный профиль которой соответствует форме шлифуемой заготовки в осевом сечении. Вращаясь, барабан за один оборот продвигает заготовку в продольном направлении на расстояние, равное шагу винтовой дорожки. Значительный интерес представляет опыт использования специальных ведущих кругов. Повышение производительности при врезном бесцентровом шлифовании фасонных заготовок малого диаметра обеспечивается благодаря их пакетной обработке (одновременно по две штуки) в многопозиционном загрузочном барабане. При этой схеме (рис. 1.6) использован оригинальный способ базирования заготовки с принудительным прижимом каждой из них к торцовой опоре для обеспечения равномерности вращения. Схема одновременного врезного шлифования наружной и внутренней поверхностей детали, например, кольца подшипника показана на рис. 1.7. В качестве базирующих элементов используются ведущий металлический круг (ролик) и опорный нож; предусмотрен также торцовый прижим заготовки. При такой схеме обработки обеспечивается не только повышение производительности, но и существенное увеличение точности взаимного расположения обрабатываемых поверхностей. В зависимости от расположения линии центров кругов бесцентровые круглошлифовальные станки бывают: с горизонтальным расположением линии центров, что наиболее характерно для большинства мелких и средних станков; с наклонным расположением линии центров, характерным для средних и крупных станков, предназначенных для обработки тяжелых деталей. Обычно угол наклона линии центров к горизонту у этих станков до 30°. Однако в некоторых конст рукциях встречаются и большие углы. Есть также аналогичные станки с вертикальным расположением бабок, у которых шлифовальная бабка расположена над ведущей. Преимущество этой конструкции состоит в том, что детали ступенчатой или фасонной формы можно шлифовать напроход в поперечном направлении, однако из-за ряда недостатков эта конструкция не получила широкого применения. Продольная подача осуществляется в большинстве станков наклоном ведущего круга в вертикальной плоскости на угол у = 0... 8°, реже до 12°. Для поперечной подачи и настройки бесцентровых круглошлифовальных станков на заданный размер обработки применяют следующие способы: • Перемещение ведущего круга и суппорта с опорным ножом относительно шлифовальной бабки, неподвижно закрепленной на станине. Перемещение бабки ведущего круга может осуществляться как совместно с салазками, на которых закреплен суппорт опорного ножа, так и относительно салазок. Такая компоновка имеет существенный недостаток: при износе шлифовального круга необходимо переналаживать транспортнозагрузочные устройства, закрепленные неподвижно относительно станка. • Перемещение суппорта с опорным ножом и шлифовального круга по отношению к неподвижно закрепленной на станине бабке ведущего круга. Недостатками конструкции этих станков являются пониженная жесткость бабки шлифовального круга и необходимость подналадки транспортных устройств по мере износа ведущего круга. • Перемещение шлифовального и ведущего кругов относительно неподвижно закрепленного на станке суппорта ножа. Обе бабки регулируются независимо друг от друга. Подача и компенсация износа шлифовального круга производятся перемещением бабки шлифовального круга, бабка ведущего круга подается только при настройке на • новый размер обрабатываемой детали и при износе круга. Такая компоновка принята для большинства станков, она позволяет быстрее и более экономично осуществлять автоматизацию процесса обработки, но при этом жесткость узлов бабки шлифовального и ведущего кругов пониженная. Для шлифовальной обработки прутков больших диаметра и длины (до 20 м) изготовлен на московском заводе автоматических линий и специальных станков "Станколиния" бесцентровый круглошлифовальный станок (рис. 1.8) с двумя ведущими кругами 1 и 5, выполненными в виде наборов дисков, и одним шлифовальным • расположенным сверху. Опорного ножа в станке нет. Такая компоновка обеспечивает надежное вращение тяжелого прутка 4 в процессе шлифования. Осевая подача осуществляется за счет разворота бабки ведущего круга в горизонтальной плоскости на определенный угол. На рис. 1.9 приведена принципиальная схема станка фирмы Schumag с двумя шлифовальными кругами 1 и 2, вращающимися навстречу друг другу. Ведущий круг отсутствует, поэтому для вращения заготовки 4 применены две пары подающих роликов, расположенных на входе и выходе из рабочей зоны (на схеме не показаны). Заготовка базируется на ноже 3. Этот станок предназначен для обработки прутков малого диаметра. Видоизменением этой компоновки является замена одного из шлифовальных кругов на дополнительный опорный нож, что позволяет обрабатывать прутки малых диаметров с повышенной точностью. Рассмотренные принципиальные схемы бесцентрового шлифования, взаимного расположения шлифовального и ведущего кругов, способов обеспечения поперечных перемещений и настройки станков позволили установить основные компоновки станков, применяемые в промышленности. На рис. 1.10 приведена компоновочная схема станка с неподвижной шлифовальной бабкой 1 и подвижными суппортом ножа 3 и бабкой ведущего круга 2; линия центров горизонтальная.
Рис. 1.10. Схема станка с горизонтальной линией центров и неподвижной шлифовальной бабкой
На рис. 1.12, а приведена компоновочная схема станка с неподвижной бабкой шлифовального круга 1, подвижными суппортом ножа 2 и бабкой ведущего круга 3; линия центров наклонная. На рис. 1.12, б приведена компоновочная схема станка с подвижными бабками шлифовального 1 и ведущего 3 кругов и неподвижным ножом 2; линия центров наклонная.
Рис. 1.12. Схемы станков: а- с наклонной линией центров и неподвижной бабкой шлифовального круга; б - с наклонной линией центров, подвижными бабками и неподвижным суппортом
На рис. 1.13 показана компоновочная схема станка с неподвижной бабкой ведущего круга 3 и подвижными ножом 2 и бабкой шлифовального круга 1; линия центров вертикальная. Предусмотрено устройство 4, предотвращающее выпадение обрабатываемой детали в процессе обработки. На рис. 1.14 приведена компоновочная схема с двумя ведущими кругами 2 и 5 и расположенным над заготовкой 4 шлифовальным кругом 1.
расположенной под станинои. Компоновка станка для бесцентрового проходного шлифования сферических торцов роликов подшипников фирмы Modler (Германия) обеспечивает обработку всей их номенклатуры на станках трех модификаций: для конических роликов с малым (менее 150 мм) радиусом сферического торца; для конических и бомбинированных роликов с практически неограниченно большим (более 150 мм) радиусом торца; для различных роликов с двойным радиусом кривизны торца. При шлифовании сферическим торцом круга, центр сферы которого совпадает с центром обкатывания заготовок (рис. 1.17), контакт инструмента с заготовкой осуществляется не в точке, а по поверхности, благодаря чему съем металла увеличивается (производительность повышается) и выполняются жесткие требования к шероховатости обработанной поверхности. Наличие правящего алмазного инструмента, движение которого кинематически связано с движением обкатывания заготовок по рабочей поверхности круга, позволяет после предварительной наладки обеспечить постоянство условий формообразования независимо от износа круга.
Создан бесцентровый круглошлифовальный и полировальный станок, который позволяет в автоматическом цикле обрабатывать прутковые заготовки диаметром 7... 25 мм и длиной 2... 6,5 м. Подача при обработке составляет 0... 50 м/мин. Станок характеризуется высокой производительностью и обеспечивает точность, соответствующую квалитету 1Т6. Оригинальность компоновки бесцентровых круглошлифовальных станков может быть определена изменением обрабатываемой детали и соответственно принципа обработки и конструкции основных узлов. Для изготовления тонкостенных деталей типа гильз, колец и втулок наибольшая трудность состоит в получении равностенности. Эта проблема решена применением бесцентрового шлифования наружных цилиндрических поверхностей на жестких опорах, в которых применяют нож и ролик вместо ведущего круга. В устройстве (рис. 1.20) обрабатываемые зубчатые колеса 3 помещены между двумя червяками (инструментом 4 и делительным червяком 2). При согласованном вращении обоих червяков соответственно со скоростью сои и соч колеса 3 вращаются вокруг своих осей со скоростью Юд и перемещаются по стрелке В. Торцы колес упираются в неподвижные клиновые упоры 1, стенки которых параллельны оси вращения обоих червяков. Это достигается тем, что угол установки равен 0. В этом случае оси вращения колес 3 перекрещиваются с осью вращения инструмента 4 под прямым углом независимо от угла подъема витков червяка. Направления вращения ведущего червяка 2 и инструмента 4 должны быть одинаковыми, чтобы колеса всем торцом равномерно прижимались к упору 1 и свободно проходили в зазор между двумя соседними упорами (величину зазора можно определить экспериментально). Если рабочие поверхности клиновых упоров, выполненных параллельными осям червяков, покрыть абразивом, то обеспечится одновременное снятие заусенцев на торцах зубьев колеса, образующихся на предыдущих операциях обработки резанием (например, червячными фрезами). Для этого в зазор между колесами и клиновыми пазами можно подать свободный абразив (абразивную пасту, суспензию и др.
Рис. 1.20. Принципиальная схема специального устройства для бесцентровой обработки прямозубых цилиндрических колес Соотношение между скоростями вращения червяка-инструмента и червяка, а также соотношение чисел их заходов должно быть таким, чтобы во время обработки колесо совершило один полный оборот вокруг своей оси. Абразивный червяк-инструмент может иметь бандаж, что позволяет увеличить и исключить опасность разрушения инструмента под действием центробежных сил. Применение бандажа улучшает технику безопасности при работе на станке. Заготовки колес обрабатываются без их установки и закрепления на оправке. Они поступают в пространство между упорами например, из накопителя, бункера; проходят через устройство, где обрабатываются, и далее поступают на следующую операцию (очистку, промывку, упаковку и др.). Это позволяет увеличить производительность зубоотделочной операции, существенно облегчает возможность ее автоматизации и обработки колес с бочкообразной формой. Фирмой Glebar изготовлен оригинальный специализированный бесцентровый круглошлифовальный станок MOfl.TF-9DHD для шлифования стержневых заготовок из твердого сплава с большей точностью по сравнению с достигаемой ранее на токарном станке и в 4-5 раз быстрее, исключая при этом какую-либо поломку стержней, например, при загрузке, зажиме и т.д. Стержни шлифуются в неспеченном состоянии с точностью по диаметру 0,025 мм. Максимальная длина обрабатываемых стержней 200 мм. Шлифование производится методом врезания за один ход. Помимо шлифования таких стержней, станок, оснащенный системой ЧПУ, может быть применен для шлифования любых небольших цилиндрических или сферических керамических деталей, например, электрических изоляторов, корпусов предохранителей, декоративных ручек и т.п. Фирма Rand Bright (США) изготовила бесцентровый круглошлифовальный станок мод. BG-50 для выполнения различных операций финишной обработки, входящих в номенклатуру бесцентрового шлифования. Станок может быть использован для шлифования, полирования, удаления заусенцев или глянцевания наружной пов   Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор...  Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|


 Модификация традиционной компоновки бесцентрового круглошлифовального станка (рис. 1.16) представлена фирмой Tschudin: неподвижная шлифовальная бабка 1 и подвижные бабка 2 ведущего круга и нож смонтированы на гранитано- вой станине 3, установленной на опорах-виброгасителях 4, что позволяет наряду с обеспечением виброустойчивости станка существенно уменьшить занимаемую им производственную площадь, особенно при использовании индивидуальной системы охлаждения 5, Рис. 1.16. Модификация компоновки бесцентрового круглошлифовального станка
Модификация традиционной компоновки бесцентрового круглошлифовального станка (рис. 1.16) представлена фирмой Tschudin: неподвижная шлифовальная бабка 1 и подвижные бабка 2 ведущего круга и нож смонтированы на гранитано- вой станине 3, установленной на опорах-виброгасителях 4, что позволяет наряду с обеспечением виброустойчивости станка существенно уменьшить занимаемую им производственную площадь, особенно при использовании индивидуальной системы охлаждения 5, Рис. 1.16. Модификация компоновки бесцентрового круглошлифовального станка