|
|
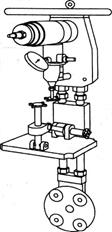
Устройства и средства для технического обслуживания и ремонтаПри мелком ремонте чаще всего подлежат восстановлению уплотнительные поверхности пар трения. Ремонт уплотнительных поверхностей выполняется с использованием слесарного инструмента, а также операций притирки и шлифовки. За счет этих операций достигается высокая степень чистоты и качества финишной обработки сопрягаемых поверхностей трения (дисков, золотников, пробок), являющейся особо точным способом чистовой обработки. Для работы в полевых условиях для тех же целей применяется мобильное или переносное оборудование. Например, для ремонта задвижек и их клиньев без изъятия их из трубопровода используют переносные станки типаСТ-4 (рис.10). Все модели станков СТ-4 пригодны также и для ремонта задвижек в стационарных условиях. Диапазон использования станков – Ду 50... 1000 мм.
Рис.10. Переносный станок СТ-4 для ремонта уплотнительных поверхностей корпусов и клиньев задвижек без удаления их из трубопроводов. В условиях цеха для шлифования и притирки уплотнительных поверхностей используются также специализированные стационарные станки шлифовальные (для шлифования арматуры) и станки для шлифования и притирки уплотнительных поверхностей трубопроводной арматуры СТ-3 (рис.11). Станки имеют модификации с выносным пультом управления, обеспечивающим плавный пуск и бесступенчатое регулирование числа оборотов притирочного диска, обладают высоким качеством обрабатываемой поверхности, это достигается за счет конструкции обрабатывающей головки и оправки, которые создают сложное плоскопараллельное движение инструмента по обрабатываемой поверхности инструментальных блоков. Шероховатость Ra до 0,05 мкм. Плоскостность обработанной поверхности до 1 мкм. Степень износа деталей определяется измерительными инструментами. Правильный выбор измерительных средств в зависимости от точности измеряемой детали имеет большое практическое значение. Предельные погрешности средств измерения должны быть меньше, чем допуски контролируемой детали.
Рис. 11. Станки переносные для шлифования и притирки типа СТ-3. а:1 - электродвигатель; 2 - вал привода; 3 - притирочный диск; 4 - седло клапана; 5 - основание станка; б: 1 - пневмопривод; 2 - вал привода; 3 - притирочный диск; 4 - корпус дросселя. Так, при допусках 0,015-0,05 мм применяют микрометры, при допусках 0,05-0,2 мм необходимо использовать штангенциркуль с отсчетом 0,02 мм, при допусках 0,2-0,5 мм выбирают штангенциркуль с отсчетом 0,1 мм. Из всех выбраковочных признаков наиболее сложно определение скрытых дефектов (мелких трещин, внутренних раковин и т. д.). К средствам обнаружения таких дефектов относятся методы неразрушающего контроля. Магнитный метод основан на появлении магнитного поля рассеяния, которое образуется в связи с резким изменением магнитной проницаемости в местах дефекта детали при прохождении через нее магнитного потока. Для выявления этого поля применяют ферромагнитный порошок или суспензию, которую приготовляют из трансформаторного масла (40 % по объему), керосина (60 %) и магнитного порошка из расчета 50 г на 1 л смеси. Магнитное поле создается электромагнитом, соленоидом, пропусканием переменного или постоянного тока большой силы через деталь или медный стержень, установленный в ее отверстие. После магнитной дефектоскопии деталь размагничивают. На ремонтных предприятиях применяют стационарные дефектоскопы М-217, МЭД-2, 77МД-1, переносной 77МД-ЗМ и полупроводниковый ППД. Ультразвуковой метод основан на способности ультразвука распространяться в металле и отражаться от дефектного участка (акустическое сопротивление). Ультразвуковая дефектоскопия осуществляется тремя методами: теневым, резонансным и эхо-методом. Теневой метод основан на появлении за дефектом «звуковой тени» при похождении ультразвука через деталь, помещенную между излучателем колебаний и приемным устройством. Особенность этого метода заключается в том, что при наличии дефекта в структуре металла ультразвуковой луч, отражаясь от дефекта, не достигает противоположной границы детали и не попадает в приемное устройство. При этом регистрирующий прибор не фиксирует каких-либо показателей, что свидетельствует о наличии дефекта. Резонансный метод основан на возникновении стоячих волн в материале контролируемой детали при совпадении частоты колебаний, создаваемых в детали внешним источником, с частотой собственных колебаний детали. Резонансный метод применим для выявления коррозионных раковин, расслоений и других структурных повреждений. Эхо-метод, основанный на принципе посылки в материал контролируемой детали ультразвуковых колебаний и приеме отражений волн, реализуемых в одной искательной головке. Иначе говоря, в искательной головке совмещены источник ультразвукового импульса и приемник отраженных от противоположной границы ультразвуковых волн. При этом на экране электроннолучевой трубки между входным и донным сигналом регистрируется также сигнал, отраженный от дефекта. Промышленность выпускает серию ультразвуковых дефектоскопов: УЗД-7Н, ДУК-5В, УЗД-НИИМ-5, УЗД-ЮМ, УЗДЛ- 51М и другие, которые можно применять в ремонтном производстве. Контроль рентгеновскими лучами заключается в просвечивании детали. Пятна и полосы различной яркости на рентгенограмме указывают на дефекты в материале. Кроме рентгеновских лучей, в дефектоскопии используют гамма-лучи радиоактивных элементов, таких как изотопы кобальта 60, цезия 137 и др. Их проникающая способность позволяет просвечивать металл толщиной до 300 мм.
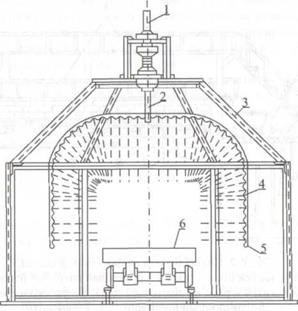
3.2. Приспособления и методы, применяемые при подготовке к ремонту. Моечно-очистные работы. Необходимость в моечно - очистных работах объясняется специфическим загрязнением нефтегазопромыслового оборудования, эксплуатируемого в условиях скважинной среды или на дневной поверхности в контакте с водой, песком и нефтью. Эти компоненты, совместно с ржавчиной, продуктами окисления нефти, химическими реагентами, механическими примесями и металлическими включениями, образуют затвердевшие продукты загрязнений, трудноудаляемые с поверхности металла, особенно во внутренних полостях машин. В связи с этим мойка нефтегазопромыслового оборудования перед сдачей в ремонт является специфической и ответственной операцией. Мойка поступающего в ремонт оборудования производится на специально отведенной площадке, устройство которой показано на рис. 12. Мойка снабжена моечным агрегатом 3, позволяющим очищать поверхность оборудования мощной напорной струей в ручном режиме. Оборудование подается в зону мойки с помощью катков, установленных на узкоколейном пути 5. Рабочее место мойщика 4 оборудовано в двух уровнях с доступом к очищаемому объекту со всех сторон. Пол площадки 6 выполнен наклонным для стока моечного раствора через фильтр 7 в специальный отстойник, который снабжен трапом 1 для освобождения от твердого осадка. На ремонтных предприятиях в зависимости от объема ремонтных работ для мойки деталей горячим способом используют моечные машины (струйная мойка), подобные закрытым моечным установкам, но меньших размеров.
Рис. 12. Площадка для мойки оборудования. 1 - трап для чистки отстойника; 2 - приемный патрубок насоса; 3 - моечный агрегат; 4 - рабочее место мойщика; 5 - узкоколейный путь; 6 - наклонный пол площадки; 7 - фильтр.
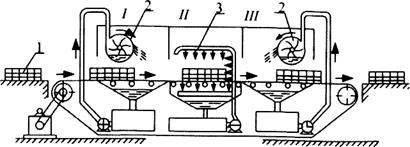
Однокамерная многоструйная моечная установка показана на рис. 13. Моечные машины могут быть однокамерные (только промывка), двухкамерные (промывка и ополаскивание) и трехкамерные (промывка, ополаскивание и сушка). Детали перемещают из камеры в камеру либо на тележке, либо транспортом, причем небольшие детали укладываются в проволочные корзины. Схема трехкамерной моечной установки представлена на рис. 14. В качестве моющих растворов в передвижных ваннах применяют растворители (бензин, керосин, дизельное топливо). В стационарных ваннах и при струйной мойке используют горячую воду (70-90 °С), холодные и горячие щелочные растворы. Широко применяют растворы каустической соды с концентрацией до 3-5 % при струйной мойке и до 10-15 % в стационарных ваннах. Производительность мойки повышается на 20-30 % при добавке 15-18 г/л поверхностно-активного вещества ДС-РАС или 2 г/л сульфонола. За последние годы взамен каустической соды разработаны новые неагрессивные моющие средства, такие как препараты AM-15, МЛ-51, МЛ-52 и растворы с содержанием поверхностно-активных веществ, синтезированных на основе нефтепродуктов. Раствор выбирают по составу таким, чтобы он не вызывал коррозии металла.
Рис. 13. Однокамерная многоструйная моечная установка. 1 - подводящий патрубок; 2 - присоединительный штуцер; 3 - кожух; 4 - перфорированная труба; 5 - насадка; 6 - тележка.
Работа с моющими растворами требует строжайшего соблюдения правил безопасности и противопожарной техники. Перед началом работы мойщик должен покрывать руки специальными предохраняющими пастами. При мойке растворами рекомендуется применять пасты ХИОТ-6 и АБ-1, а при использовании нефтепродуктов - пасту ПМ-1. При мойке растворами, которые могут вызвать ожоги, работать следует в резиновых перчатках. Моечное отделение следует содержать в чистом виде и хорошо вентилировать. В начале каждой смены полы должны быть посыпаны свежими опилками, которые в конце смены надо удалять. Особую осторожность необходимо соблюдать при приготовлении кислотных растворов. Нельзя вливать воду в кислоту, так как это может вызвать бурную реакцию с выбросом раствора. Нужно лить кислоту в воду, помешивая раствор. Размельчение каустической соды рабочий должен проводить в защитных очках.
Рис. 14. Трехкамерная моечная установка.
I, II, III - камеры; 1 - изделие; 2 - лопастной распылитель; 3 - перфорированная труба с соплами.
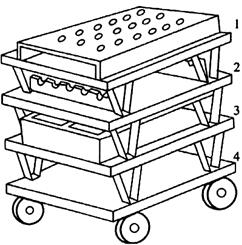
Дверцы моечной машины следует закрывать при ее пуске, а открывать их можно только после остановки машины. Разборка нефтяного оборудования. Очищенное и вымытое оборудование подвергается предварительному осмотру, устанавливается его комплектность и техническое состояние, проверяется наличие паспорта и номер. По результатам осмотра заказчиком и ремонтным предприятиям составляется совместный акт приемосдачи оборудования в ремонт. При ремонте машину разбирают согласно технологической схеме разборки, где указывается последовательность операций, предусматривающая вначале разборку машины на блоки, узлы, подузлы, а затем разборку каждого узла на детали. Для разборки оборудования ремонтные мастерские должны быть оснащены кранбалкой с электрифицированным или ручным приводом; авто- и электропогрузчиками, электрокарами и ручными тележками разных конструкций; домкратами ручного, винтового или гидравлического действия; стеллажами и подставками для системной укладки разобранных деталей, при этом подставки (рис. 15) используют для транспортировки рассортированных деталей по ремонтному цеху (на мойку, правку, сборку и т. п.). Наиболее распространенным видом разъемных соединений являются резьбовые. При их разборке руководствуются следующими соображениями. Если резьбовой торец испорчен, перед разборкой надо поправить резьбовую нарезку с помощью трехгранного надфиля, напильника или полностью удалить нарушенную нитку резьбы.
Рис. 6.5. Подставка для размещения деталей при разборке оборудования:
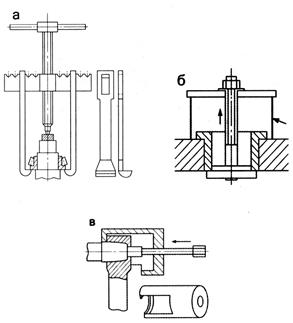
1 - для вертикальной укладки коротких деталей в отверстиях; 2 - для горизонтальной укладки длинномеров в пазах; 3 - для крепежных деталей в ящиках; 4 - для деталей сложной формы на плоской поверхности. Резьбовые соединения, работающие в агрессивных средах, коррозируют, что затрудняет их разборку, так как момент развинчивания становится недопустимо велик. Такие соединения промывают керосином, а в некоторых случаях узел погружают на определенное время в ванну с керосином. Керосин, проникая в резьбу, уменьшает коэффициент трения. Перед развинчиванием следует убедиться в направлении нарезки (правая, левая), с тем чтобы не деформировать свинченные детали недопустимым крутящим моментом, перепутав направления нарезки. Чаще разобщение деталей облегчается легким и частым обстукиванием молотком, а в отдельных случаях нагревом узла горячей водой, паром или, если отсутствует опасность коробления, открытым пламенем паяльной лампы или кислородно-газовой горелки. Перед развинчиванием деталей необходимо расстопорить средство против самоотвинчивания: отвинтить стопорный винт, отогнуть усик стопорной шайбы, вытащить шплинт, отвинтить контргайку и т. д. Запрещается при отвинчивании применять трубы для удлинения плеча ключа, так как недопустимо большой момент кручения приводит к порче граней гаек и поломкам болтов и шпилек. Для извлечения поломанных шпилек используют следующие способы: если шпилька выступает над поверхностью, в верхней ее части прорезают паз под отвертку, либо приваривают к сломанному торцу гайку по внутреннему диаметру; если шпилька спрятана в гнездо, в ней сверлят отверстие, нарезают левую резьбу и ввинчивают экстрактор, вращая который, вывинчивают шпильку. В случае невозможности вывинтить шпильку указанными методами ее высверливают. Аналогичными методами можно удалять винты с испорченным пазом под отвертку или с поломанной головкой. Паз винта может быть испорчен недопустимым моментом вращения, а также неправильным выбором отвертки, которая должна соответствовать длине и ширине паза. На ремонтных предприятиях следует ограничивать применение рожковых и особенно универсальных (разводных) ключей, так как работа с ними малопроизводительна и, кроме того, они быстро изнашивают грани болтов и гаек. Более рационально использование накидных, торцовых, коловратных ключей, а также ключа-трещотки и ключей с шарнирными наконечниками. Наибольшая производительность достигается с применением пневматических и электрических гайковертов. Чтобы не применять контргаек для вывинчивания шпилек, используют специальные цанговые ключи. Особенного подхода требует разборка цилиндрических соединений с натягом. Если разборка деталей класса вал - втулка, соединенных на посадках с зазором (С - скользящая, Д - движения, X - ходовая и т. д.) не представляет затруднения, то разборка соединений с натягом (Пр - прессовая, Гр - горячая) требует применения специальных приспособлений, способных создавать значительные силы распрессовки. К этим приспособлениям относятся рычажные, винтовые и гидравлические прессы, применение которых не всегда возможно, а также различные съемники. Их используют для выпрессов- ки и снятия подшипников, муфт, шестерен, шкивов, втулок, седел, поршневых насосов и т. д. Усилие распрессовки создается системой винт-гайка. Значительная величина усилия требует применения ходовой резьбы. Винтовые съемники и прессы дают возможность разбирать механизмы машин без ударов, благодаря чему детали предохраняются от повреждений, а операции разборки выполняются сравнительно быстро. На рис. 6.6 показаны механические съемники различных типов: а - с лапками для захвата детали при спрессовывании, б - для вытаскивания детали, в - съемник для выталкивания детали.
Рис.16.Съемники различных типов.
а - съемник с лапками для захвата детали при спрессовывании; б - съемник для вытаскивания детали; в - съемник для извлечения детали. Широкое применение для разборки получили различные гидравлические съемники. На рис. 17 для примера показано устройство для разъединения спрессованных деталей поршневых насосов, в частности, для съема седел. Принцип действия устройства для съема седел основан на создании гидравлического давления с помощью ручного гидравлического плунжера 2 под поршнем 4 корпуса 1. При перемещении поршня вверх упорная гайка 3 приводит в движение шток 8 с закрепленным на другом ее конце захватом 6, лапки 7 которого захватывают торец седла 5 и выпрессовывают его из клапанной коробки 9.
Рис. 17. Гидравлические съемники для съема седел поршневых насосов. 1 - корпус устройства; 2 - гидравлический плунжер; 3 - упорная гайка; 4 - поршень устройства; 5 - седло поршневого насоса; 6 - захват; 7 - лапки захвата; 8 - шток; 9 - клапанная коробка.
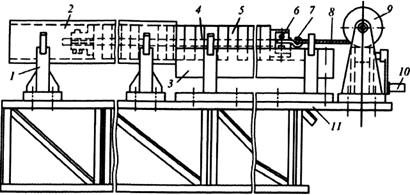
Рис. 18. Гидравлический пресс. 1 - передняя бабка; 2 и 3 - тележки; 4 - электропривод; 5 - штанга; б - задняя опора; 7- траверса; 8 - рельсовые швеллеры. Для разборки и сборки крупногабаритных узлов оборудования применяют универсальные или специализированные стенды. На рис. 6.8 представлен универсальный гидравлический пресс, который применяется при распрессовке валов лебедок, насосов, коробок перемены передач и редукторов. Поддерживающая тележка 2 и тележка 3 с траверсой 7 перемещаются вдоль пресса по рельсам, установленным на швеллерах 8. В передней бабке 1 смонтированы гидроцилиндр, насосная станция и аппаратура управления прессом.
Рис. 19. Схема стенда для разборки погружных центробежных насосов.
1 - стойка; 2 - корпус насоса; 3 - лоток; 4 - вал насоса; 5 - направляющий аппарат с рабочим колесом; 6 - захватное устройство; 7 - крюк; 8 - трос; 9 - лебедка; 10 - приводная ручка; 11- верстак. Узел оборудования устанавливается одним концом на поддерживающую тележку 2, а другим - с упором на траверсу 7. Продольное усилие выпрессовки создается при включении гидроцилиндра передней бабки 1. Принцип действия механического стенда, применяемого, например, для разборки погружных центробежных насосов, показан на рис. 19. Здесь корпус насоса 2 закрепляется на стойках 1 верстака 11 вплотную к защитному лотку 3. К валу насоса 4 крепится захватное устройство 6, снабженное тяговым крюком 7. К крюку подсоединяется металлический трос 8, укрепленный на барабане лебедки 9 с ручным приводом 10. При создании натяга на тросе 8 вал 4 с направляющими аппаратами 5 извлекается из корпуса 2 центробежного насоса, обеспечивая его разборку. Контрольно-сортировочные работы. После мойки и сушки детали ремонтируемого оборудования проходят контроль технического состояния, цель которого заключается в определении степени их износа и возможности последующего использования, а часто и причин выхода деталей из строя, таких как дефект сборки, неправильная эксплуатация, отсутствие смазки и т. д. При контроле и дефектовке руководствуются техническими условиями, специально разработанными в виде таблиц или карт, где перечисляются наименования дефектов, которые могут встречаться на данной детали, приводятся способы их определения, контрольно-измерительный инструмент, номинальные, допустимые и предельные зазоры, натяги и т. д. Контроль и дефектовка выполняются методом наружного осмотра, обмера и обстукивания. При этом выявляются трещины, промоины, изломы, изгибы, срывы резьб и т. п. Опробованием от руки определяются относительная подвижность деталей, легкость вращения. Обстукивание позволяет определить плотность штифтов, шпилек, наличие корпусных трещин. При плотной посадке детали издают звонкий металлический звук, при неплотной посадке - глухой. Дефекты износа, связанные с потерей формы деталей, определяются обмерными способами с помощью штангенциркуля, микрометров, линеек, рулеток, угломеров и др., а также с помощью шаблонов, калибров и скоб. Скрытые дефекты выявляются на капиллярном проникновении хорошо смачивающих жидкостей в трещины, поры. В качестве таких жидкостей используют керосин, машинное масло, нигрол и т. п. Технология достаточно проста, но эффективна. Она основана на погружении детали в подогретую до 50 °С смачивающую жидкость (или в нанесении подогретой жидкости на поверхность детали) с последующей выдержкой в течение 5 мин. Этого достаточно, чтобы жидкость проникла в скрытые трещинообразные дефекты. Далее поверхность детали (или контрольное место) тщательно обтирают, покрывают меловым раствором и обсушивают. Затем деталь (контрольную поверхность) подогревают до 50 °С: смачивающая жидкость расширяется и выступает из трещинообразного дефекта на меловую поверхность, обозначая контур трещины. На этом же принципе основан метод цветной дефектоскопии. В этом случае вместо смачивающей жидкости применяют темно-красный краситель, обладающий высокой капиллярностью, а вместо мелового покрытия - быстросохнущую суспензию белого цвета, которая вытягивает краситель из трещин, также очерчивая контуры трещинных дефектов. Аналогичен и люминесцентный метод обнаружения скрытых дефектов. В этом случае в качестве капилляроактивной жидкости используют флуоресцирующий состав, обладающий хорошей смачиваемостью. При последующем прогреве детали эта жидкость выступает из скрытых дефектов на поверхность детали и хорошо обнаруживается в ультрафиолетовом поле облучения в виде ярко освещенных контуров желто-зеленого цвета. Для обнаружения трещин в корпусных деталях широко применяют гидравлический и пневматический методы поиска. Он заключается в том, что внутри детали поднимают давление жидкости или воздуха и выдерживают в течение 5 мин. Постоянство давления, контролируемого по манометру, и отсутствие утечек свидетельствуют о герметичности детали. При пневматическом методе деталь погружают в ванну с водой. Пузырьки выходящего воздуха указывают место расположения трещины. Крупногабаритные детали смачивают мыльным раствором. Если герметичность нарушается, то в местах повреждений появляются пузырьки. После контроля производят сортировку и маркировку деталей. Сортируют детали на три группы: годные; требующие ремонта; негодные. Годные детали отправляют на склад комплектации; детали, требующие ремонта, восстанавливают или заменяют; негодные - отбраковывают. В процессе сортировки детали маркируют красками: красная, желтая и зеленая. Сортировка деталей производится в соответствии с техническими условиями на разбраковку деталей при ремонте. В них указывают допуски для годных деталей, приводятся рекомендации о способах ремонта и основания для отбраковки. Этап контрольно-сортировочных работ завершается составлением дефектовочной ведомости, на основании которой определяют содержание и объем работ по ремонту машин, а также потребность в новых деталях.   Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? - задался я вопросом...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|