|
|
Приложение F: программирование сварочных параметровПервоначальный запуск Перед передачей параметров сварки между ноутбуком и системой P260 необходимо соединить последовательным кабелем последовательный порт компьютера с программируемым оборудованием (рисунок 17). После подсоединения загрузочный кабель, запустите сварочную головку. Теперь можно начать передачу параметров.
Рисунок 17 Использование программы P260 Weld Param · Щелкните дважды по значку P260_WELDPARAM на рабочем столе. Появится главное окно программы параметров сварки (рисунок 18). · Обратите снимание, что отображаются параметры прохода. Можно прокручивать вверх и вниз, чтобы увидеть все параметры прохода или изменить размер текста, чтобы уместить больше параметров в окне. · Чтобы рассмотреть рабочие параметры, кликните по значку “Job Parameters” (рисунок 19). · Для того, чтобы редактировать дополнительные опции параметров выберите пункт меню “Options” из выпадающего меню Edit на панели инструментов. Номер работы, наименования проходов и конечные углы (могут быть редактированы в этом меню (Рисунок 20).
ПАРАМЕТРЫ ПРОХОДА
Рисунок 18 РАБОЧИЕ ПАРАМЕТРЫ
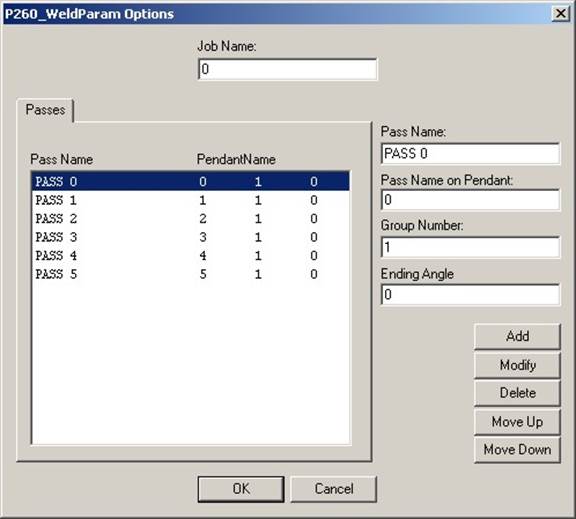
Рисунок 19 МЕНЮ ОПЦИЙ
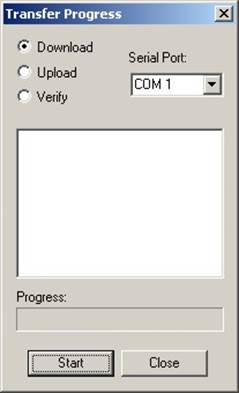
Рисунок 20 Меню TRANSFER (ПЕРЕДАЧИ) Скачивание/Загрузка параметров § Выберите пункт меню “Transfer” из меню File. Это откроет окно Transfer (рисунок 21). § Выберите download или upload из меню transfer и нажмите кнопку “Start”. При загрузке, будут читаться параметры из сварочной головки, а при скачивании, будут записываться параметры в сварочную головку § Процесс начинается немедленно, и на экране будет перемещаться панель состояния. Как только передача закончится, закройте меню transfer. При загрузке новые данные появятся на экране. При скачивании новые параметры появятся в сварочной головке.
Рисунок 21 ПРИЛОЖЕНИЕ G: Методика КАЛИБРОВКИ ДАТЧИКА НАКЛОНА
1 Вставьте ключ данных (рисунок 22) в порт P260 маркированный как “Data Logging”. 2 Нажмите красную кнопку Power, чтобы выключить систему P260 (рисунок 23). 3 Нажмите и удерживайте клавишу Function на клавиатуре P260. Удерживая клавишу Function, снова нажмите на красную кнопку Power, чтобы включить P260. 4 Войдете в режим калибровки (Calibration Mode) P260, и после этого на дисплее P260 должен появиться заголовок “1)Test Travel”. Если этого не произошло, проверьте ключ данных, чтобы убедиться, что он правильно вставлен в порт “Data Logging” P260 и повторите вышеописанные действия. 5 Дважды нажмите на нижнюю клавишу Mode. На дисплее P260 должно появиться “3)Cal Tilt”. 6 Нажмите клавишу Stop. Теперь на экране должно появиться “Set 0 deg”. Теперь вы готовы начать калибровку датчика наклона в пяти позициях.
1 Переместите P260 в позицию 0° на трубе. Нажмите клавишу Stop. Посмотрите на колонку красных лампочек на правой стороне пульта управления P260. Верхняя лампочка должна быть включена, указывая на то, что этот шаг калибровки успешно пройден. 2 На экране теперь должно появиться “Set 45 deg”. Переместите P260 в позицию 45° на трубе. Нажмите клавишу Stop. Теперь обе, первая и вторая лампочки на правой стороне пульта управления должны быть включены, указывая на то, что первые два шага калибровки успешно пройдены. 3 Продолжайте эту процедуру для 90°, 135°, и 180°. Когда вы откалибруете все пять позиций, все пять лампочек должны быть включены и на дисплее должно появиться сообщение о том, что калибровка закончена. Дважды нажмите на клавишу Function, чтобы вернуться к нормальному рабочему режиму P260.
Рисунок 22 – Ключ данных
Рисунок 23 – Узел блока управления ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ОБЩИЕ СВЕДЕНИЯ
Компьютеризированная сварочная головка P-250/260 сконструирована для обеспечения максимальной надежности при минимальном техническом обслуживании. Как и любому прецизионному оборудованию, машине нужен разумный уход и хорошее техническое обслуживание. Плановое техническое обслуживание включает устранение брызг и чрезмерной пыли со всех движущихся частей. Все передаточные механизмы и подшипники герметизированы для того, чтобы не проводить регулярное смазывание. Составные части должны регулярно проверяться на чрезмерный износ, а также заменяться или регулироваться для достижения оптимальных характеристик. Регулировка рассмотрена в следующем параграфе. ПРЕДОСТЕРЕЖЕНИЕ   ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор...  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|