|
|
ЦЕЛЬ КУРСОВОГО ПРОЕКТИРОВАНИЯСтр 1 из 5Следующая ⇒ ЦЕЛЬ КУРСОВОГО ПРОЕКТИРОВАНИЯ
Курсовая работа по проектированию технологической оснастки для ремонтных предприятий МПС РФ является первой конструкторской работой студентов в этой области и ставит своей целью закрепление теоретических знаний и приобретение практических навыков по проектированию либо модернизации зажимных приспособлений, применяемых в процессе ремонта подвижного состав, либо изготовления запасных частей. Данная курсовая работа выполняется параллельно с чтением курса «Технологическая оснастка» и после изучения студентами таких общетехнических дисциплин, как «Теория машин и механизмов», «Детали машин», «Нормирование точности», «Сопротивление материалов», «Теоретическая механика». Выполнение работы рассчитано на один семестр.
ТЕМАТИКА, СОДЕРЖАНИЕ И ОБЪЕМ КУРСОВОЙ РАБОТЫ Тема курсовой работы разрабатывается и выдается преподавателем кафедры — руководителем проекта, индивидуально для каждого студента в виде технического задания на проектирование приспособления для одной из операций механообработки предложенной детали, либо сборки (разборки) узла подвижного состава в процессе его ремонта. При выборе тем может быть использован темник рационализаторских предложений завода, конкретные запросы предприятий в области проектирования или модернизации приспособлений, механизации и автоматизации технологических процессов и т. п. Для студентов, имеющих склонность к исследовательской работе, тема может быть связана с тематикой научно-исследовательских работ кафедры и выполняться по линии студенческих научно-исследовательских работ. Тема задания предусматривает разработку и расчет технологической оснастки с механическим приводом, повышающую производительность и точность при снижении себестоимости и трудоемкости производства. Работа может быть посвящена также сравнительному анализу конструкций автоматизированных приспособлений одного функционального назначения, включая патентный обзор существующих конструкций. При проектировании технологической оснастки необходимо на современном уровне решать вопросы эргономики, безопасной техники, экономии энергии, повышения технических показателей. По усмотрению руководителя в качестве технического задания может быть предложен спецвопрос, предусматривающий более глубокое изучение конкретной локальной темы и носящий характер учебно-исследовательской работы. Тема работы и основные исходные данные излагаются в задании, являющимся официальным документом, в соответствии с которым студент выполняет курсовую работу и защищает ее перед комиссией. Графическая часть курсовой работы не превышает один лист формата А1 (ГОСТ 2.109—85), пояснительная записка может содержать до 10 страниц текста. Конкретное содержание работы определяется темой, однако на чертеже разработанной конструкции зажимного приспособления, в обязательном порядке должны быть указаны габаритные и присоединительные размеры, размеры и посадки основных соединений, расчетные параметры спроектированного привода (размеры плеч рычажной передачи, угол клина и тп)., проставлены по часовой стрелке позиции основных элементов, позволяющих подробно описать устройство и принцип работы приспособления, а также должны быть сформулированы технические требования на сборку и контроль разработанного устройства. Спецификация выполняется на отдельных листах по ГОСТ 2.108—85 и прикладывается к записке в виде приложения. Расчетно-пояснительная записка выполняется на листах формата А4, и по разделам должна приблизительно соответствовать следующей структуре (примерный вариант оглавления записки): Титульный лист (см. приложение) Задание —1 страница. Чертеж детали (узла) формат А4
Примерный вариант оглавления записки Введение: кратко изложить цели и задачи, которые будут реализованы студентом в рамках данной курсовой работы— до 1 страницы. Схема базирования заготовки и расчет погрешностей базирования В данном разделе приводится схема базирования заготовки Определение технологических баз, с учетом минимальной погрешности базирования и удобства обработки. Для выбранного оптимального варианта базирования приводится чертеж заготовки со всеми размерами получаемыми в результате обработки на данной операции и условными обозначениями на нем технологических баз. В соответствии с предлагаемой схемой, рассчитываются погрешности базирования для всех размеров, получаемых в результате обработки заготовки на данной операции Расчет силы зажима заготовки (W) Приводится новый чертеж заготовки с необходимыми для последующих расчетов размерами, схематическим изображением на нем действующих сил и моментов резания, а также предлагается оптимальный вариант точки приложения и направления действия сил зажима. На основании предложенной схемы зажима производят расчеты величин сил и моментов резания, для этого случая. После этого переходят к расчету коэффициента запаса и, с его учетом, составляют уравнение на равновесие твердого тела под действием всех приложенных сил для расчета величины зажимного усилия (W). Разработка схемы зажимного устройства приспособления Предлагается схема конструкции зажимного устройства, тип зажимных механизмов и их основных характеристик (угла наклона клиньев, размеров плунжеров, коэффициентов трения, соотношения плеч рычагов и т.п.), вид, используемого в дальнейшем силового привода и обоснованный вариант его компоновки. Разработка принципиальной схемы зажимного приспособления не должна противоречить предложенным ранее схемам базирования и зажима заготовки. 4. Расчет исходной силы Q. Ее величина определяется с учетом передаточных отношений элементарных и комбинированных силовых механизмов, включенных в конструкцию зажимного устройства приспособления, и значения рассчитанной выше зажимной силы W. 5. Расчет параметров силового привода В соответствии с рассчитанной выше величиной силы Q, предложенным в п.3 видом силового привода и режимом его работы (например, тянущий или толкающий), определяют его геометрические параметры (например, диаметры поршня и штока, или диаметры мембраны и опорных шайб), ход штока и т.п. Естественно, что эти размеры, приведенные к стандартным значениям, должны быть указаны на чертеже. Получение исходных данных для этих расчетов, равно, как и их результат, является ответственным этапом в проектировании технологической оснастки, т.к. допущенная ошибка может привести к созданию приспособления не обеспечивающего надежное закрепление заготовки, а, следовательно, и безопасность его эксплуатации. Сила зажима должна быть минимально необходимой, но достаточной для обеспечения требуемого положения заготовки относительно установочных элементов приспособления в процессе обработки. Силы резания в процессе обработки заготовки в приспособлении могут изменять как величину (затупление инструмента, врезание, возрастание момента при выходе сверла и пр.), так и точку приложения. Поэтому при наложении на схему забазированной заготовки сил и моментов резания, нужно смоделировать самый негативный вариант их воздействия на нее в процессе обработки. По этим же причинам силы резания, рассчитанные по формулам курса «Теория резания» или взятые автором работы из нормативно-справочных материалов необходимо увеличить, введя коэффициент запаса К,гарантируя тем самым надежность и безопасность закрепления заготовки в проектируемом приспособлении. В зависимости от конкретных условий обработки заготовки на станке значение коэффициента запаса К определяется как произведение исходных коэффициентов: К =
Выбирая значения исходных коэффициентов, соответствующих условиям данного технологического перехода, а также конструкции заготовки и зажимных элементов, можно определить значение коэффициента запаса К для каждого конкретного случая обработки. Для ориентировочных расчетов на практике принимают для черновой обработки К = 2,6, а для чистовой, -К = 1,4. При расчете сил зажима иногда следует учитывать вес заготовки (например, крепление заготовки на вертикальной или наклонной плоскости). В поворотных приспособлениях и кантователях, а также при обработках, вызывающих смещение центра тяжести заготовки и возникновение значительных центробежных сил, вес заготовки обязательно учитывается при расчете дополнительно действующих на заготовку центробежных или инерционных сил. В практических расчетах конструктор пользуется приближенным определением зажимных сил, исходя из анализа взаимодействия сил резания и зажима, а также их моментов. Наиболее распространенные схемы и примеры расчета сил зажима приведены ниже
для этих случаев в [1], стр. 30 - 38, [2], стр. 44 - 46 рассмотрены примеры расчета сил зажима (W) из условия равновесия тел под действием всех сил (моментов) с учетом коэффициента запаса К. Варианты заданий на курсовое проектирование
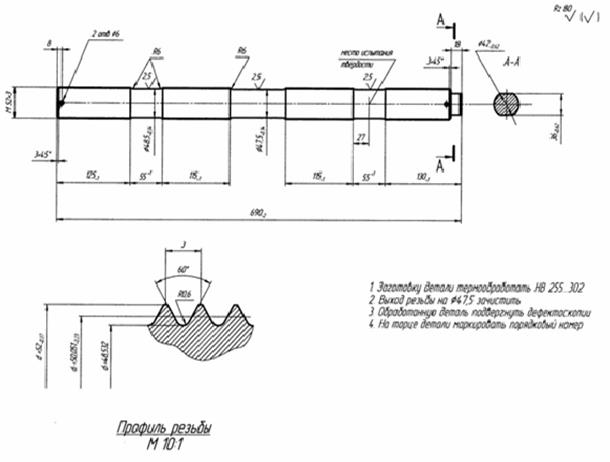
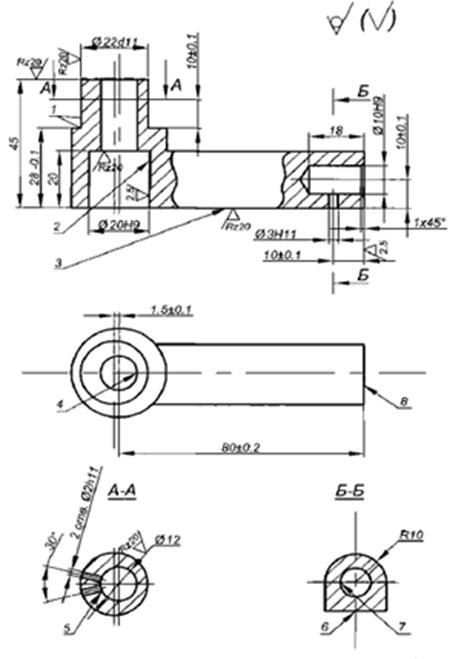
Рис. 1 Стержень
Рис. 2
Рис. 3
Рис.3
Рис.4 Ось рычага
Рис. 5 Корпус
Рис. 6 Вал
Рис. 7
Рис. 8 Ступенчатый валик
Рис. 9
Рис. 10
Рис.11
Рис.12
Рис.13
Рис.14
Рис.15 Хомут
Рис.16
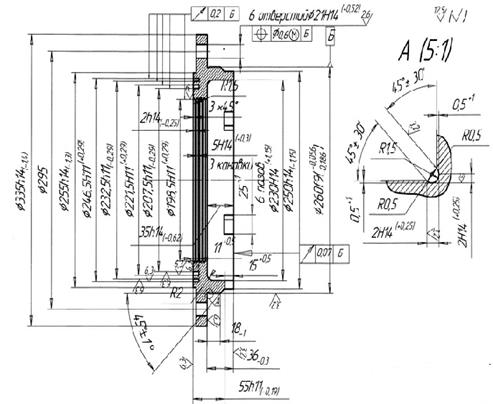
Рис.17 Крышка подшипника
Рис.18
Рис19. Поршень
Рис.20 Вал
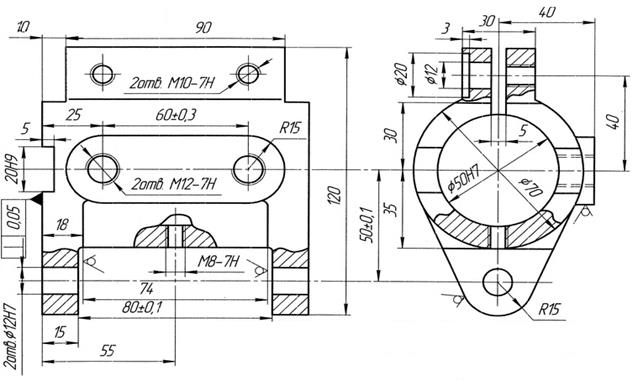
Рис.21 Корпус
Рис. 22 Крышка
Рис.23
Рис.24
Рис.25
Рис.26
Рис. 27
Рис.28
Рис. 29
Рис.30
Рис.31
Рис.32
Рис.33
Рис.34
Рис.35
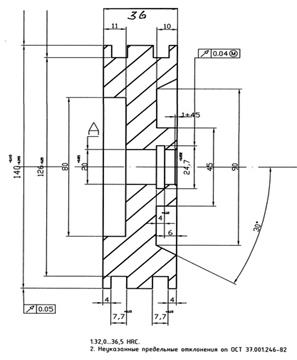
При расчете погрешности базирования для заданного преподавателем варианта следует принимать предельные отклонения размеров неуказанные на чертежах по 14 квалитету
СПИСОК ЛИТЕРАТУРЫ 1. Г.Н. Андреев, В.Ю. Новиков, А.Г. Схиртладзе Проектирование технологической оснастки машиностроительного производства. М.: Высшая школа, 1999. 416 с. 2. М.А. Ансеров. Приспособления для металлорежущих станков. 4-е изд., перераб. и доп. Л.: Машиностроение, 1975. 654 с. 3. А.К. Горошкин Приспособления для металлорежущих станков: Справочник. 7-е изд., перераб. и доп. М.: Машиностроение, 1979. 303 с. 4. Станочные приспособления. Справочник под ред. Вардашкина. Т.1,2. М.: Машиностроение, 1989. 5. Анурьев В. И. Справочник конструктора-машиностроителя. Т. 1, 2 и 3. М.: Машиностроение, 1979. 6. А.В. Проскуряков, Н.К. Моисеева Технико-экономические расчеты при проектировании станочных приспособлений. М.: Машиностроение, 1978. 48 с. 7. Охрана труда в машиностроении. Под ред. д.т.н., профессора Е. Я. Юдина М., Машиностроение, 1976. 248 с
Приложение 1 МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ПУТЕЙ СООБЩНИЯ (МИИТ) Организации производства Выполнил студент Группа Руководитель работы Оценка Дата защиты Год
Пример оформления спецификации
ЦЕЛЬ КУРСОВОГО ПРОЕКТИРОВАНИЯ
Курсовая работа по проектированию технологической оснастки для ремонтных предприятий МПС РФ является первой конструкторской работой студентов в этой области и ставит своей целью закрепление теоретических знаний и приобретение практических навыков по проектированию либо модернизации зажимных приспособлений, применяемых в процессе ремонта подвижного состав, либо изготовления запасных частей. Данная курсовая работа выполняется параллельно с чтением курса «Технологическая оснастка» и после изучения студентами таких общетехнических дисциплин, как «Теория машин и механизмов», «Детали машин», «Нормирование точности», «Сопротивление материалов», «Теоретическая механика». Выполнение работы рассчитано на один семестр.
ТЕМАТИКА, СОДЕРЖАНИЕ И ОБЪЕМ КУРСОВОЙ РАБОТЫ Тема курсовой работы разрабатывается и выдается преподавателем кафедры — руководителем проекта, индивидуально для каждого студента в виде технического задания на проектирование приспособления для одной из операций механообработки предложенной детали, либо сборки (разборки) узла подвижного состава в процессе его ремонта. При выборе тем может быть использован темник рационализаторских предложений завода, конкретные запросы предприятий в области проектирования или модернизации приспособлений, механизации и автоматизации технологических процессов и т. п. Для студентов, имеющих склонность к исследовательской работе, тема может быть связана с тематикой научно-исследовательских работ кафедры и выполняться по линии студенческих научно-исследовательских работ. Тема задания предусматривает разработку и расчет технологической оснастки с механическим приводом, повышающую производительность и точность при снижении себестоимости и трудоемкости производства. Работа может быть посвящена также сравнительному анализу конструкций автоматизированных приспособлений одного функционального назначения, включая патентный обзор существующих конструкций. При проектировании технологической оснастки необходимо на современном уровне решать вопросы эргономики, безопасной техники, экономии энергии, повышения технических показателей. По усмотрению руководителя в качестве технического задания может быть предложен спецвопрос, предусматривающий более глубокое изучение конкретной локальной темы и носящий характер учебно-исследовательской работы. Тема работы и основные исходные данные излагаются в задании, являющимся официальным документом, в соответствии с которым студент выполняет курсовую работу и защищает ее перед комиссией. Графическая часть курсовой работы не превышает один лист формата А1 (ГОСТ 2.109—85), пояснительная записка может содержать до 10 страниц текста. Конкретное содержание работы определяется темой, однако на чертеже разработанной конструкции зажимного приспособления, в обязательном порядке должны быть указаны габаритные и присоединительные размеры, размеры и посадки основных соединений, расчетные параметры спроектированного привода (размеры плеч рычажной передачи, угол клина и тп)., проставлены по часовой стрелке позиции основных элементов, позволяющих подробно описать устройство и принцип работы приспособления, а также должны быть сформулированы технические требования на сборку и контроль разработанного устройства. Спецификация выполняется на отдельных листах по ГОСТ 2.108—85 и прикладывается к записке в виде приложения. Расчетно-пояснительная записка выполняется на листах формата А4, и по разделам должна приблизительно соответствовать следующей структуре (примерный вариант оглавления записки): Титульный лист (см. приложение) Задание —1 страница. Чертеж детали (узла) формат А4
Примерный вариант оглавления записки Введение: кратко изложить цели и задачи, которые будут реализованы студентом в рамках данной курсовой работы— до 1 страницы.   Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам...  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 , где
, где = 1,5 - гарантированный коэффициент запаса;
= 1,5 - гарантированный коэффициент запаса; - учитывает вид технологической базы. Для черновых баз
- учитывает вид технологической базы. Для черновых баз  = 1,5 - учитывает увеличение силы резания при затуплении режущего инструмента;
= 1,5 - учитывает увеличение силы резания при затуплении режущего инструмента; = 1,2 - учитывает ударный характер нагрузки при обработке прерывистых поверхностей;
= 1,2 - учитывает ударный характер нагрузки при обработке прерывистых поверхностей; - учитывает стабильность зажимных сил. При ручном зажиме
- учитывает стабильность зажимных сил. При ручном зажиме  - учитывает удобство расположения рукояток в ручных зажимных устройствах. При удобном расположении рукояток и угле поворота их менее
- учитывает удобство расположения рукояток в ручных зажимных устройствах. При удобном расположении рукояток и угле поворота их менее  принимают
принимают  - учитывается только при наличии моментов, стремящихся провернуть заготовку относительно зажимных и установочных элементов. Если заготовка установлена на технологические базы, имеющие ограниченную поверхность контакта с опорами (штыри, пластины),
- учитывается только при наличии моментов, стремящихся провернуть заготовку относительно зажимных и установочных элементов. Если заготовка установлена на технологические базы, имеющие ограниченную поверхность контакта с опорами (штыри, пластины),