
|
|
Цементация в твердом карбюризаторе
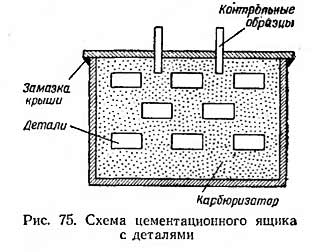
Цементацией называют процесс поверхностного насыщения стали углеродом. Цементации подвергают изделия из углеродистой и легированной стали с содержанием углерода до 0,20%. По способу производства различают цементацию в твердом карбюризаторе и газовую цементацию. Цементация по этому способу осуществляется путем длительного нагрева при температуре выше АСa деталей, упакованных в ящиках (рис. 75) вместе с карбюризатором.
В качестве карбюризатора чаще всего применяют смесь древесного угля с углекислыми солями (Na2C03, ВаС03 и др.). Для нагрева цементационных ящиков можно использовать камерную печь или печь с выдвижным подом. При нагреве происходит химическое взаимодействие между кислородом воздуха, находящимся в ящике, древесным углем и углекислыми солями. В результате этого взаимодействия образуется активный (атомарный) углерод, который проникает в поверхностный слой изделия. Для углеродистых и легированных сталей цементацию проводят при температуре 900—930°. Выдержка при этой температуре в течение 7—9 час. позволяет получить цементованный слой глубиной в 1,5 мм. Длительная выдержка при высокой температуре способствует получению крупнозернистой структуры и снижению твердости поверхностного слоя. После цементации с целью исправления структуры и повышения твердости поверхностного слоя детали подвергают термической обработке: нормализации или закалке при температуре 900—920° для размельчения зерна сердцевины, повторной закалке при температуре 770—790° для повышения твердости поверхностного слоя и низкому отпуску при 150—170°.
Цементауия в газовой и жидкой среде Процесс осуществляется в печах с герметической камерой, наполненной газовым карбюризатором. Атмосфера углеродосодержащих газов включает азот, водород, водяные пары, которые образуют газ-носитель, а также окись углерода, метан и другие углеводороды, которые являются активными газами. Глубина цементации определяется температурой нагрева и временем выдержки. Преимущества способа: · возможность получения заданной концентрации углерода в слое (можно регулировать содержание углерода, изменяя соотношение составляющих атмосферу газов); · сокращение длительности процесса за счет упрощения последующей термической обработки; · возможность полной механизации и автоматизации процесса. Способ применяется в серийном и массовом производстве. Цементация в жидкой среде осуществляется путем погружения деталей в расплавленные соли, содержащие карбид кремния или поваренную соль. Процесс ведется при температуре 820-850° в течение 0,5-2 час. Жидкой цементации подвергаются некоторые мелкие детали. Преимуществом цементации в соляных ваннах является равномерность нагрева и возможность непосредственной закалки из цементационной ванны. Процесс проходит быстрее, чем при цементации в твердой среде. Критические точки сталей. Классификация и свойства углеродистых сталей.
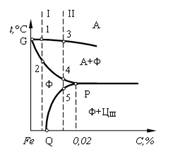
Большинство технологических операций (термическая обработка, обработка давлением и др.) проводят в твердом состоянии. Ниже рассматриваются превращения, протекающие в сталях при охлаждении из однофазной аустенитной области. Сплавы железа с углеродом, содержащие до 0,02 % С называют техническим железом, различают однофазное (сплав I) и двухфазное (сплав II) техническое железо (рис. 1).
Рис. 1. Часть диаграммы состояния Fe – Fe3C для сплавов, не испытывающих эвтектоидное превращение. При охлаждении сплава I от температуры точки 1 до температуры точки 2 происходит перекристаллизация аустенита в феррит. При охлаждении сплава II после образования феррита (точки 3-4), начиная с температуры точки 5, происходит выделение из феррита кристаллов третичного цементита. Этот процесс вызван уменьшением растворимости углерода в феррите (линия PQ на диаграммме). Структура сплава состоит из феррита и цементита в виде прослоек по границам ферритных зерен. Рассмотренные сплавы широкого применения в промышленности не имеют. Широкое промышленное применение имеют стали. Рассмотрим превращения при охлаждении аустенита, содержание углерода в котором находится в пределах 0,02-2,14% (рис. 2)
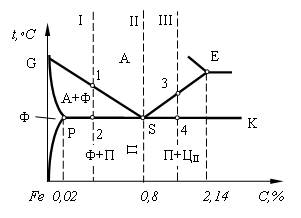
. Рис. 2 Часть диаграммы состояния Fe – Fe3C для сплавов, испытывающих эвтектоидное превращение.
Сплав II с содержанием углерода 0,8% называется эвтектоидной сталью. В ней по линии PSK происходит эвтектоидное превращение, т.е. из аустенита выделяются феррит и цементит. Смесь двух фаз называют перлитом. Эвтектоидное превращение идет при постоянной температуре ≈ 727 0С.
Сплав I, с содержанием углерода менее 0,8 % называют доэвтектоидной сталью. В интервале температур точек 1-2 имеем частичное превращение аустенита в феррит. При температуре точки 2 (на линии PSK) происходит эвтектоидное превращение аустенита в перлит. Конечная структура доэвтектоидной стали состоит из феррита и перлита. Количество феррита и перлита зависит от содержания углерода в стали. Чем больше углерода, тем больше в структуре стали перлита.
Сплав III с содержанием углерода более 0,8% называют заэвтектоидной сталью. В интервале температур точек 3-4 имеем выделение из аустенита вторичного цементита. Этот процесс вызван уменьшением растворимости углерода в аустените согласно линии ES диаграммы.
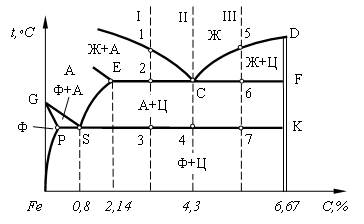
При температуре точки 4, на линии PSK происходит эвтектоидное превращение аустенита в перлит. конечная структура заэвтектоидной стали состоит из перлита и аустенита. Сплавы с содержанием углерода более 2,14 % и имеющие структуру аустенита, цементита, ледебурита называются белыми чугунами. Рассмотрим превращение в чугунах (рис. 3.). Рис. 3. Часть диаграммы состояния Fe – Fe3C для высокоуглеродистых сплавов (чугунов).
Сплав II – с содержанием углерода 4,3% кристаллизуется по эвтектоидной реакции с одновременным выделением двух фаз: аустенита состава точки Е и цементита. Образующаяся смесь называется ледебуритом. При дальнейшем охлаждении концентрация углерода в аустените изменяется по линии ES вследствие выделения вторичного цементита и к температуре эвтектоидного превращения принимает значение 0,8 % С. При температуре линии PSK (7270С) аустенит в ледебурите претерпевает эвтектоидное превращение в перлит. Конечная структура состоит из ледебурита (перлит+цементит).
Сплав I – содержание углерода 2,14-4,3%. Кристаллизация начинается с выделения аустенита из жидкого раствора. Этот процесс идет в интервале температур точек 1-2. При температуре точки 2 образуется эвтектика (ледебурит). При дальнейшем охлаждении из аустенита, структурно свободного и входящего в ледебурит, выделяется вторичный цементит. Обедненный вследствие этого аустенит при 7270С (линия PSK) превращается в перлит. Конечная структура доэвтектического чугуна состоит из перлита, цементита и ледебурита.
Сплав III – содержания углерода 4,3-6,67%. Кристаллизация начинается с выделения из жидкого раствора цементита первичного. Этот процесс идет в интервале температур точек 5-6. Кристаллизация закачивается при температуре точки 6 (линия ECF) эвтектическим превращением с образованием перлита. При дальнейшем охлаждении превращения в твердом состоянии такие же, как в сплаве I. Конечная структура заэвтектического чугуна состоит из цементита и ледебурита. В машиностроительном производстве железоуглеродистые сплавы подразделяются: на стали (содержание углерода от 0,02 до 2,14 %) и чугуны (содержание углерода от 2,14 до 6,67 %). Стали подразделяются на доэвтектоидные (содержание углерода от 0,02 до 0,8 %, структура Ф+П), эвтектоидные (содержание углерода 0,8 %, структура П), заэвтектоидные (содержание углерода от 0,8 до 2,14%, структура П+ЦII). Чугуны подразделяются на доэвтектические (содержание углерода от 2,14 до 4,3 %, структура П+Л+ЦII), эвтектические (содержание углерода 4,3 %, структура Л), заэвтектические (содержание углерода от 4,3 до 6,67 %, структура Л+ЦI). В практике термической обработки сталей используется линии диаграммы РSК, SE, GS. Французский ученый Османд для удобства предложил обозначать их следующим образом: линию РSК – АI, линию GS – А3, линию SE – Асм. Так как при нагреве и охлаждении в процессе термической обработки положение этих линий не совпадает, то к предложенным обозначениям добавляются буквы: - с – при нагреве (Ас1, Ас3, Ассм); - r – при охлаждении (Аr1, Аr3,Аrсм). Для каждой стали эти значения можно найти в марочниках стали.
Азотирование Азотирование – химико-термическая обработка, при которой поверхностные слои насыщаются азотом. Впервые азотирование осуществил Чижевский И.П., промышленное применение – в двадцатые годы. При азотировании увеличиваются не только твердость и износостойкость, но также повышается коррозионная стойкость. При азотировании изделия загружают в герметичные печи, куда поступает аммиак NH3 c определенной скоростью. При нагреве аммиак диссоциирует по реакции: 2NH3>2N+3H2. Атомарный азот поглощается поверхностью и диффундирует вглубь изделия. Фазы, получающиеся в азотированном слое углеродистых сталей, не обеспечивают высокой твердость, и образующийся слой хрупкий. Для азотирования используют стали, содержащие алюминий, молибден, хром, титан. Нитриды этих элементов дисперсны и обладают высокой твердостью и термической устойчивостью. Типовые азотируемые стали: 38ХМЮА, 35ХМЮА, 30ХТ2Н3Ю. Глубина и поверхностная твердость азотированного слоя зависят от ряда факторов, из которых основные: температура азотирования, продолжительность азотирования и состав азотируемой стали. В зависимости от условий работы деталей различают азотирование: · для повышения поверхностной твердости и износостойкости; · для улучшения коррозионной стойкости (антикоррозионное азотирование). В первом случае процесс проводят при температуре 500…560oС в течение 24…90 часов, так как скорость азотирования составляет 0,01 мм/ч. Содержание азота в поверхностном слое составляет 10…12 %, толщина слоя (h) – 0,3…0,6 мм. На поверхности получают твердость около 1000 HV. Охлаждение температуры насыщения. Катодное распыление осуществляется в течение 5…60 мин при напряжении 1100…1400 В и давлении 0,1…0,2 мм рт. ст., рабочее напряжение 400…1100 В, продолжительность процесса до 24 часов. Антикоррозионное азотирование проводят и для легированных, и для углеродистых сталей. Температура проведения азотирования – 650…700oС, продолжительность процесса – 10 часов. На поверхности образуется слой Азотирование проводят на готовых изделиях, прошедших окончательную механическую и термическую обработку (закалка с высоким отпуском). После азотирования в сердцевине изделия сохраняется структура сорбита, которая обеспечивает повышенную прочность и вязкость. проводят вместе с печью в потоке аммиака. Значительное сокращение времени азотирования достигается при ионном азотировании, когда между катодом (деталью) и анодом (контейнерной установкой) возбуждается тлеющий разряд.
Нитроцементация – газовое цианирование, осуществляется в газовых смесях из цементующего газа и диссоциированного аммиака. Состав газа температура процесса определяют соотношение углерода и азота в цианированном слое. Глубина слоя зависит от температуры и продолжительности выдержки. Высокотемпературная нитроцементация проводится при температуре 830…950oС, для машиностроительных деталей из углеродистых и малолегированных сталей при повышенном содержании аммиака. Завершающей термической обработкой является закалка с низким отпуском. Твердость достигает 56…62 HRC. На ВАЗе 95 % деталей подвергаются нитроцементации. Низкотемпературной нитроцементации подвергают инструмент из быстрорежущей стали после термической обработки (закалки и отпуска). Процесс проводят при температуре 530…570oС, в течение 1,5…3 часов. Образуется поверхностный слой толщиной 0,02…0,004 мм с твердостью 900…1200 HV. Нитроцементация характеризуется безопасностью в работе, низкой стоимостью. Цианирование – химико-термическая обработка, при которой поверхностьнасыщается одновременно углеродом и азотом. Осуществляется в ваннах с расплавленными цианистыми солями, например NaCN с добавками солей NаCl, BaCl и др. При окислении цианистого натрия образуется атомарный азот и окись углерода:
Глубина слоя и концентрация в нем углерода и азота зависят от температуры процесса и его продолжительности. Цианированный слой обладает высокой твердостью 58…62 HRC и хорошо сопротивляется износу. Повышаются усталостная прочность и коррозионная стойкость. Продолжительности процесса 0,5…2 часа. Высокотемпературное цианирование – проводится при температуре 800…950oС, сопровождается преимущественным насыщением стали углеродом до 0,6…1,2 %, (жидкостная цементация). Содержание азота в цианированном слое 0,2…0,6 %, толщина слоя 0,15…2 мм. После цианирования изделия подвергаются закалке и низкому отпуску. Окончательная структура цианированного слоя состоит из тонкого слоя карбонитридов Fe2(C, N), а затем азотистый мартенсит. По сравнению с цементацией высокотемпературное цианирование происходит с большей скоростью, приводит к меньшей деформации деталей, обеспечивает большую твердость и сопротивление износу. Низкотемпературное цианирование – проводится при температуре 540…600oС, сопровождается преимущественным насыщением стали азотом Проводится для инструментов из быстрорежущих, высокохромистых сталей, Является окончательной обработкой. Основным недостатком цианирования является ядовитость цианистых солей.
ПОВЕРХОСТНОЕ УПРОЧНЕНИЕ Поверхностная закалк а состоит в нагреве поверхностного слоя стальных деталей до аустенитного состояния и быстрого охлаждения с целью получения высокой твердости и прочности в поверхностном слое в сочетании с вязкой сердцевиной. Существуют различные способы нагрева поверхности под закалку — в расплавленных металлах или солях, пламенем газовой горелки, лазерным излучением, током высокой частоты. Последний способ получил наибольшее распространение в промышленности. При нагреве токами высокой частоты закаливаемую деталь помещают внутри индуктора, представляющего собой медные трубки с циркулирующей внутри для охлаждения водой. Форма индуктора соответствует внешней форме детали. Через индуктор пропускают электрический ток (частотой 500 Гц…10 МГц). При этом возникает электромагнитное поле, которое индуцирует вихревые токи, нагревающие поверхность детали. Глубина нагретого слоя уменьшается с увеличением частоты тока и увеличивается с возрастанием продолжительности нагрева. Регулируя частоту и продолжительность, можно получить необходимую глубину закаленного слоя, находящуюся в пределах 1…10 мм. Преимуществами закалки токами высокой частоты являются регулируемая глубина закаленного слоя, высокая производительность (нагрев одной детали длится 10 с), возможность автоматизации, отсутствие окалинообразования. Недостаток — высокая стоимость индуктора, который является индивидуальным для каждой детали. Поэтому этот вид закалки применим, в основном, к крупносерийному и массовому производству. Химико-термическая обработка — это процесс изменения химического состава, структуры и свойств поверхности стальных деталей за счет насыщения ее различными химическими элементами. При этом достигается значительное повышение твердости и износостойкости поверхности деталей при сохранении вязкой сердцевины. К видам химико-термической обработки относятся цементация, азотирование, цианирование и др. Цементация — это процесс насыщения поверхностного слоя стальных деталей углеродом. Цементация производится путем нагрева стальных деталей при 880…950 °С в углеродосодержащей среде, называемой карбюризатором. Различают два основных вида цементации — газовую и твердую. Газовая цементация проводится в газе, содержащем метан СН4 и оксид углеродаСО. Твердая цементация проводится в стальных ящиках, куда укладываются детали вперемешку с карбюризатором. Карбюризатором служит порошок древесного угля с добавкой солей Na2СО3 или ВаСО3. Азотированием называется процесс насыщения поверхности стали азотом. При этом повышаются не только твердость и износостойкость, но и коррозионная стойкость. Проводится азотирование при температуре 500…600 °С в среде аммиака NН3 в течение длительного времени (до 60 ч.) Аммиак при высокой температуре разлагается с образованием активного атомарного азота, который и взаимодействует с металлом. К преимуществам азотирования перед цементацией следует отнести отсутствие необходимости в дополнительной термообработке, более высокую твердость и износостойкость, высокую коррозионную стойкость поверхности. Недостатками являются низкая скорость процесса и необходимость применения дорогих легированных сталей. Цианирование (нитроцементация) — это процесс одновременного насыщения поверхности стали угле родом и азотом. Проводится цианирование в расплавах цианистых солей NaСН или KCH или в газовой среде, содержащей смесь метана СН4 и аммиака NH3. Различают низкотемпературное и высокотемпературное цианирование. Поверхностное упрочнение пластическим деформированием основано на способности стали к наклепу при пластической деформации (см. раздел 2.1). Наиболее распространенными способами такого упрочнения поверхности является дробеструйная обработка и обработка поверхности роликами или шариками. При дробеструйной обработке на поверхность детали из специальных дробеметов направляется поток стальной или чугунной дроби малого диаметра (0,5…1,5 мм). Удары концентрируются на весьма малых поверхностях, поэтому возникают очень большие местные давления. В результате повышается твердость и износостойкость обработанной поверхности.
Диффузионная металлизация Диффузионной металлизацией называется химико-термическая обработка, при которой поверхность стальных деталей насыщается различными химическими элементами – металлами. На практике наиболее часто применяют насыщение поверхностного слоя алюминием (алитирование), хромом (хромирование), кремнием (силицирование) и др. Возможно и комбинированное насыщение двумя или несколькими элементами. В результате такой обработки повышается коррозионная стойкость, жаростойкость, износостойкость рабочих поверхностей деталей. Эти свойства поверхности особенно необходимы для многих деталей теплоэнергетического машиностроения. Металлы образуют с железом твёрдые растворы замещения, поэтому диффузия их осуществляется значительно медленнее, чем диффузия углерода или азота, а процессы диффузионной металлизации проводят при более высоких температурах – от 900 до 1150оС. Для проведения процесса применяют твёрдые, жидкие и газообразные среды. В качестве твёрдой активной среды применяют различные ферросплавы (ферроалюминий, феррохром, ферросилиций) с добавкой небольшого количества хлористого аммония NH4CI. В процессе нагрева ферросплав реагирует с хлористым аммонием с образованием термически нестойких хлоридов металлов AlCI3, CrCI2, SiCI4 и др. На стальной поверхности эти соединения диссоциируют с выделением химически активного элемента, диффундирующего в глубь детали. Алитированию, хромированию и силицированию подвергают сплавы на железной основе. Образующиеся диффузионные покрытия способны защищать детали при высоких температурах, так как на их поверхности в окислительной среде образуются плотные оксидные плёнки из Аl2O3, Cr2O3 и SiO2. Эти плёнки препятствуют диффузии кислорода воздуха и тем самым предохраняют в дальнейшем основной металл от окисления. В практике поверхностного упрочнения сталей широко используются процессы борирования. Упрочняющий эффект в этом случае достигается за счёт того, что в поверхностных слоях стали образуются бориды железа (Fe2B, FeB) и легирующих элементов, которые имеют высокую твёрдость. В качестве активной внешней среды используют буру, порошок аморфного бора, оксид бора, трёххлористый бор (BCI3). Износостойкость борированных сталей в условиях трения скольжения выше в 4…6 раз износостойкости цементованных и в 1,5…3,0 раза выше нитроцементованных. В зависимости от диффундирующих элементов, состава внешней активной среды и температуры процесса длительность диффузионной металлизации может находится в пределах от 3 до 7 часов. Из других процессов химико-термической обработки следует отметить сульфидирование – насыщение стальной поверхности серой. В результате этого образуется тонкая плёнка сульфидов железа (FeS, FeS2). Применяется также и сульфоцианирование – одновременное поверхностное насыщение сталей углеродом, азотом и серой. Слой, содержащий соединения серы, ускоряет приработку трущихся поверхностей, улучшает адсорбцию масла и предотвращает схватывание и задиры. Применяют эти методы упрочнения для деталей подшипников скольжения, работающих в условиях граничной смазки при сравнительно невысоких удельных нагрузках.
Физико-химические основы термомеханической обработки   ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все...  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 — фазы толщиной 0,01…0,03 мм, который обладает высокой стойкостью против коррозии. (
— фазы толщиной 0,01…0,03 мм, который обладает высокой стойкостью против коррозии. (