|
|
Тема: Термомеханическая обработка (ТМО)Термомеханическая обработка (ТМО) заключается в сочетании пластической деформации сталей в нагретом состоянии с последующей закалкой и низким отпуском.
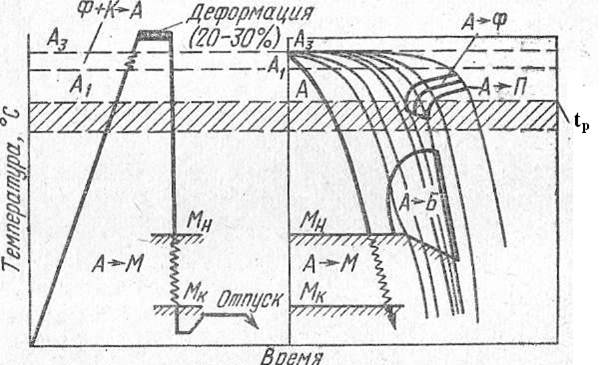
1) Высокотемпературная ТМО (ВТМО), осуществляется в процессе деформации металла при температуре выше Ас3 (степень деформации 20-30%) с последующей закалкой и низким отпуском при температуре 200-3000С
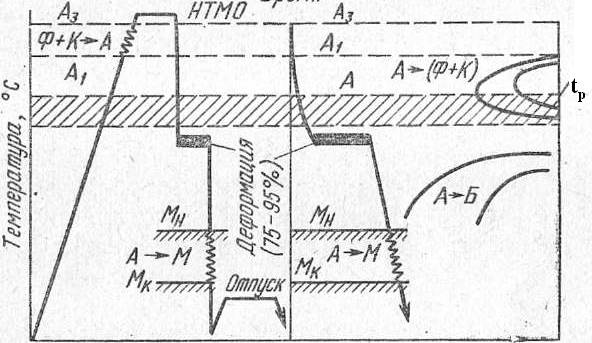
2) Низкотемпературная ТМО (НТМО) – это нагрев сталей выше точки Ас3 с последующей деформацией при температуре 400-6000С (выше точки Мн, но ниже температуры рекристаллизации) с последующей закалкой и низким отпуском. Степень деформации составляет 75-95%.
При деформации повышается плотность дислокаций в металле. Это повышенная плотность дислокаций сохраняется и у образующегося при закалке мартенсита, что дает дополнительное повышение прочности, поэтому прочность металла после ТМО будет выше, чем после закалки. Наибольшую прочность получают при НТМО, но чаще применяют ВТМО, т.к. для этого требуются меньшие усилия при деформации, а также повышается вязкость и пластичность металла при сохранении высокой прочности. Тема: Химико-термическая обработка стали
Химико-термическая обработка – насыщение поверхности стали различными компонентами (С,N,Al,Cr,Zn,Si) в процессе их диффузии из внешней среды при высокой температуре. Химико-термическая обработка заключается в нагреве стали до заданной температуры в твердой, жидкой или газовой среде, выдержке и последующем охлаждении. В результате изменяется не только структура стали, но и химический состав её поверхностного слоя. Виды химико-термической обработки Стадии процесса ХТО 1) Выделение диффундирующего элемента в атомарном состоянии в результате реакции во внешней среде. 2) Контактирование атомов насыщающего элемента с поверхностью стали и проникновение их в решетку железа (абсорция). 3)Диффузия атомов насыщающего элемента вглубь металла.
Факторы влияющие на глубину проникновения насыщающего элемента в сталь: 1) температура 2) продолжительность процесса 3) концентрация диффундирующего элемента
ТЕРМОЦИКЛИРОВАНИЕ Термоциклирование является одним из самых жестких видов климатических испытаний и позволяет выявлять скрытые конструктивные дефекты и дефекты в технологии, допущенные при изготовлении изделий. [1] Термоциклирование может оказывать и благоприятное влияние на формирование структуры и свойств металлических материалов. В связи с этим термоциклирование входит в качестве одной из операций в технологию производства металлических материалов. [2] Термоциклирование влияет на диффузионную подвижность атомов. Благодаря температурным градиентам возникают напряжения, что само по себе может быть причиной изменения скорости диффузии. Диффузионной проницаемости способствуют дефекты атомно-кристаллического строения, появляющиеся в результате термоциклирования. Увеличению плотности дислокаций, развитию границ и субграниц, являющихся путями облегченной диффузии, способствуют и фазовые превращения. Эффект термоциклирования может проявиться и в связи с чередующимися процессами растворения и выделения избыточных фаз. [3]
Термоциклирование при ю слабом разрежении в камере приводит к заметному уменьшению длины образцов, если сталь многократно испытывает полиморфные превращения. В этом случае повышение верхней температуры цикла до 960 С интенсифицирует формоизменение. [4] Термоциклирование от 1255 К до комнатной температуры приводит к огрублению графитовых волокон и развитию мостиков между волокнами. В этой системе процесс особенно заметен, так как волокна имеют неровную поверхность с большим числом точек активного радиуса кривизны. Согласно уравнению Томсона-Фрейндлиха, вблизи этих мест содержание углерода в матрице повышено, что приводит к ускоренному его переносу при высоких градиентах концентрации. [5] Термоциклирование как метод использования явления сверхпластичности, обусловленной фазовыми превращениями при сварке плавле-нием / / Свароч. [6] Термоциклирование является одним из самых жестких видов испытания, хорошо выявляющим скрытые конструктивные дефекты в приборах, а также дефекты в технологии, допущенные при изготовлении приборов. Испытания проводятся в условиях производства на всех изготовленных приборах, а также при проведении периодических испытаний. [7]
Термоциклирование [12] является новым видом термообработки ВЧШГ, которое можно с успехом применить для устранения хрупкости и высокой, температуры порога хладноломкости, что обычно обусловлено прямой ликвацией Si и его расположением вокруг включений графита. Для устранения этого необходимо, чтобы скорость при охлаждении была значительно больше, чем при нагреве, так как иначе при медленном охлаждении происходит вынужденная термодиффузия Si в феррите. Поэтому при термоциклировании отливки с П - Фе структурой подвергают 8 - 10 раз быстрому нагреву со скоростью 30 - 40 С / мин до температуры на 30 - 50 С ниже температуры превращения и после каждого агрева быстр охлаждает на - воздухе, в waese л еде. Зйачеяия - вн - - чугунв-при этом возрастают с 1 5 - 2 5 до 10 - 14 кгс-м / сма, а порог хладноломкости снижается с 20 С до - (10ч - 20) С. [8] Термоциклирование образцов в интервале i e - превращения (20 400 С) под нагрузкой приводит к прогрессирующему уменьшению объема (- е-превращения и снижению температуры М Т Е (количество е-фазы снижается после 20 циклов с 60 до 35 %), эффект аномального удлинения исчезает уже после 3 - х циклов. Прирост длины образцов за один цикл при 20 и 400 С в зависимости от числа циклов показан на рис. 3, из которого видно, что наибольшее удлинение происходит в процессе первых трех циклов, когда еще существуют условия проявления эффекта сверхпластичности. [9] Десятикратное термоциклирование сваренных изделий в интервале от 20 до 1000 С (нагрев за 5 мин) показало высокую термостойкость сварного шва. [10] Если термоциклирование серого чугуна в вакууме прерывали изотермическим отжигом в воздухе и затем теплосмены в вакууме возобновляли, темп роста объема резко падал. [11] Включение термоциклирования в состав испытаний элементов на входном контроле позволит выявлять скрытые потенциальные дефекты более полно, чем это удается сделать с помощью используемых в настоящее время методов. [12] Возможности термоциклирования ограничены сечением изделий, прокалива-емостью стали, поэтому горячая деформация - более универсальный метод получения УМЗ микроструктуры в сталях. [13] ВИДЫ КОРРОЗИИ Корро́зия — это самопроизвольное разрушение металлов в результате химического или физико-химического взаимодействия с окружающей средой. В общем случае это разрушение любого материала, будь то металл или керамика, дерево или полимер. Причиной коррозии служит термодинамическая неустойчивость конструкционных материалов к воздействию веществ, находящихся в контактирующей с ними среде Виды коррозии по механизму протекания процесса: - химическая - это вид коррозионного разрушения, связанный с взаимодействием металла и коррозионной среды, при котором одновременно окисляется металл и происходит восстановление коррозионной среды; - электрохимическая - процесс взаимодействия металла с коррозионной средой, при котором восстановление окислительного компонента коррозионной среды протекает не одновременно с ионизацией атомов металла и от электродного потенциала металла зависят их скорости. Виды коррозии по условиям протекания: - атмосферная коррозия - наиболее распространенный вид коррозии, связанный с разрушением металлов в атмосфере воздуха; - газовая - коррозионное разрушение металла под воздействием газов при высоких температурах; - жидкостная - вид коррозии металла в жидкой среде, который подразделяется на коррозию в электролитах и неэлектролитах; - почвенная - коррозия металла в грунтах и почвах; - биокоррозия - вид коррозии, связанный с разрушением под влиянием живых микроорганизмов; - структурная - связанная с неоднородностью структуры металлов; - коррозия блуждающими токами - вид электрохимического разрушения под воздействием блуждающих токов; - внешним током - электрохимическое разрушение металла под влиянием тока от внешнего источника; - контактная коррозия - возникает при контакте разнородных металлов (имеющих разные стационарные потенциалы в данном электролите); - щелевая коррозия - явление повышения скорости коррозионного разрушения в зазорах и щелях в металле; - коррозия под напряжением - разрушение металла при одновременном воздействии агрессивной среды и механических напряжений; - кавитация - разрушение металла при одновременном воздействии ударного воздействия внешней среды и коррозионного процесса; - фреттинг-коррозия - вид коррозии, возникающий при колебательных перемещениях двух поверхностей относительно друг друга в условиях коррозионной среды; - коррозия при трении (коррозионная эрозия) - происходит при одновременном воздействии на металл трения и коррозионной среды; Виды коррозии по характеру разрушения: - сплошная (общая коррозия) - охватывающая всю поверхность металла, которая находится под воздействием коррозионной среды; - местная - распространяется лишь на некоторых участках поверхности металла. Сплошная коррозия подразделяется на: равномерную, неравномерную и избирательную. Местный вид коррозии бывает: пятнами, питтинговой, язвенной, сквозной, нитевидной, межкристаллитной, подповерхностной, ножевой, коррозионным растрескиванием и коррозионной хрупкостью.
Виды электрохимической коррозии Электрохимическая коррозия - самый распространенный вид коррозии. Электрохимическая коррозия возникает при контакте металла с окружающей электролитически проводящей средой. При этом восстановление окислительного компонента коррозионной среды протекает не одновременно с ионизацией атомов металла и от электродного потенциала металла зависят их скорости. Первопричиной электрохимической коррозии является термодинамическая неустойчивость металлов в окружающих их средах. Ржавление трубопровода, обивки днища морского суда, различных металлоконструкций в атмосфере - это, и многое другое, примеры электрохимической коррозии. К электрохимической коррозии относятся такие виды местных разрушений, как питтинги, межкристаллитная коррозия, щелевая. Кроме того процессы электрохимической коррозии происходят в грунте, атмосфере, море. Питтинговая (точечная) коррозия – вид коррозионного разрушения, которому подвергаются исключительно пассивные металлы и сплавы. Питтинговая коррозия наблюдается у никелевых, циркониевых, хромоникелевых, хромистых, алюминиевых сплавах и др. При питтинговой (точечной) коррозии разрушению подвергаются только отдельные участки поверхности, на которых образуются глубокие поражения – питтинги (точечные язвы).   Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам...  ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между...  Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? - задался я вопросом... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|