
|
|
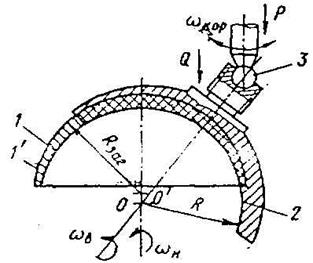
Кинематические схемы обработкиКинематические схемы обработки поверхностей оптических деталей отображают абсолютные простые вращательные и поступательные движения, которые в том или другом сочетании сообщаются инструментам и заготовке в различной технологической системе станок-приспособление-инструмент-деталь. Кинематическая схема обработки является кинематической основой системы станок-приспособление-инструмент-деталь, которой они принципиально отличаются одна от другой. Наиболее распространенная кинематическая схема обработки сфер на станке типа ШП шлифованием и полированием сфер оптических поверхностей показана на Рис.14.3. Из кинематической схемы станка выделены и рассматриваются простые движения вокруг осей 1-1 и 2-2. Поводок 4 качается вокруг оси 3 вместе с коромыслом 5 и вокруг последнего вместе с кареткой 6. Это сложное движение благодаря замыканию силой P шарового шарнира 7 приводится к простому плоскому движению вокруг центра обрабатываемой сферической поверхности. Принято условно, что обрабатываемая заготовка является всегда нижним звеном.
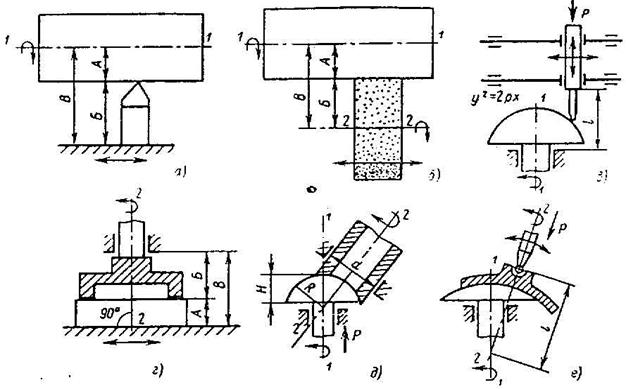
Рис.14.1 Системы СПИД обработки оптических деталей: а -геометрическое замыкание, контакт в точке; б - геометрическое замыкание, соприкосновением по линии; в -силовое замыкание, соприкосновение по линии; г -замыкание силовое, соприкосновение по поверхности; д,е -замыкание силовое, соприкосновение по поверхности, соответственно два и три вращательных движения
Рис.14.2 Схема обработки свободным Рис.14.3 Кинематическая схема притиром. обработки притиркой. Лекция 15. Параметры и показатели свободной притирки Схемы расположения припусков Исходная поверхность заготовки отстоит от сферической, заданного радиуса, поверхности детали на слой припуска, который по круговым зонам в общем случае имеет различные толщины. При обработке сфер способом свободной притирки слой припуска ограничен двумя всегда сферическими поверхностями – исходной заготовки и обрабатываемой детали. Имеется три схемы расположения межоперационного припуска: 1) слой равной толщины; 2) минимум припуска на краю; 3) минимум при вершине заготовки. Все три эти схемы можно представить графически на Рис.15.1. Межоперационный припуск всегда больше, чем технологически минимально необходимый слой Так, для первой схемы, когда
где Для схемы минимума толщина слоя припуска в центре, т.е.
Для схемы припуск равной толщины, т.е.
Рассмотренные схемы на Рис.15.1 и соответствующие аналогичные зависимости описывают все возможные и действительные схемы расположения припуска. Современное технологическое оборудование позволяет достаточно быстро удалять такой припуск, но немаловажную роль играет не только толщина припуска, но и его расположение по кольцевым зонам обработки. В зависимости от этой схемы выбирают геометрические параметры инструмента и режимы настройки станка. Для обеспечения оптимизации программы необходимо также учитывать коэффициент заполнения зоны обработки стеклом при обработке блоков заготовок.
Коэффициент заполнения
Для повышения производительности технологического процесса в производстве применяют блочную обработку, т.е. собирают обрабатываемые детали в блоки, где все детали обрабатывают одновременно. Схемы расположения заготовок выбирают заранее. По ним выбирают размеры и геометрию инструментов. У блоков заготовок и обрабатывающего инструмента различают геометрию площадей притирающихся поверхностей и геометрию профиля. В технологической подготовке производства принято на блоках заготовки и инструмент рассматривать по кольцевым зонам симметричным оси вращения блока. Геометрия рабочего инструмента и блоков определяется коэффициентом заполнения кольцевых зон расположенных по радиусу от оси вращения блока. Геометрию площадок заготовки и рабочего элемента инструмента рассмотрим по кольцевым зонам радиуса r или угла Коэффициент заполнения
где n и При обработке сферических поверхностей аналогично рассмотрим коэффициент заполнения
где n и Коэффициент заполнения - величина безразмерная, как правило, меньше 1. Для зон сплошных поверхностей заготовок В общем случае площадки имеют произвольную конфигурацию и расположение, т.е. геометрию. Тогда для вычисления
Рис.15.1 Схемы расположения припуска: а - Zmin по краю; б -Zmin в центре; в - слой равной толщины; г -припуск на плоскости Zmax в центре
Рис.15.2 Коэффициент заполнения притирающихся поверхностей материалом: а - плоских; б -сферических   Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем...  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор...  ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|

 , определяемый классом шероховатости
, определяемый классом шероховатости  предыдущей обработки. Объём припуска q снимаемый с поверхности заготовки также больше минимально необходимого. Указанные схемы служат основанием для выбора программы обработки. Объём припуска q, снимаемый с поверхности заготовки определяют по соответствующим аналогичным зависимостям для каждой схемы расположения припуска отдельно.
предыдущей обработки. Объём припуска q снимаемый с поверхности заготовки также больше минимально необходимого. Указанные схемы служат основанием для выбора программы обработки. Объём припуска q, снимаемый с поверхности заготовки определяют по соответствующим аналогичным зависимостям для каждой схемы расположения припуска отдельно. при
при  , т.е. минимальный слой припуска с края, объём припуска q определяется
, т.е. минимальный слой припуска с края, объём припуска q определяется (15.1)
(15.1) - радиус готовой детали, а
- радиус готовой детали, а 

 (15.2)
(15.2)
 (15.3)
(15.3) , а также имеющих линейную и угловую ширину Dr и
, а также имеющих линейную и угловую ширину Dr и  зон, соответственно. Коэффициент заполнения
зон, соответственно. Коэффициент заполнения  численно характеризует сопротивление данной зоны обработке по сравнению со сплошной зоной, того же радиуса r или углового положения
численно характеризует сопротивление данной зоны обработке по сравнению со сплошной зоной, того же радиуса r или углового положения  кольцевой зоны среднего радиуса r определим следующей аналитической зависимостью
кольцевой зоны среднего радиуса r определим следующей аналитической зависимостью , (15.4)
, (15.4) - число и площадь соответственно участков рабочих площадок входящих в кольцевую зону для плоской поверхности показанной ниже на Рис.15.2а; r и Dr - средний радиус и ширина кольцевой зоны, соответственно.
- число и площадь соответственно участков рабочих площадок входящих в кольцевую зону для плоской поверхности показанной ниже на Рис.15.2а; r и Dr - средний радиус и ширина кольцевой зоны, соответственно. блока, схема расположения деталей которого находится на Рис.15.2б.
блока, схема расположения деталей которого находится на Рис.15.2б. (15.5)
(15.5) - число и площадь соответственно участков рабочих площадок входящих в кольцевую зону для сферической поверхности показанной ниже на Рис.15.2б; l и Dl - средний угловой радиус и угловая ширина кольцевой зоны, соответственно.
- число и площадь соответственно участков рабочих площадок входящих в кольцевую зону для сферической поверхности показанной ниже на Рис.15.2б; l и Dl - средний угловой радиус и угловая ширина кольцевой зоны, соответственно. равно 1, а для всех других зон
равно 1, а для всех других зон  заполнения зон; 3) вычислить коэффициенты заполнения
заполнения зон; 3) вычислить коэффициенты заполнения  . Этот способ подсчёта
. Этот способ подсчёта 
