|
|
При обтачивании и растачивании основное время, мин., определяется по формуле
где D – диаметр обработки, мм; V – скорость резания, м/мин, s – подача, мм/об. При подрезании торца и отрезки заготовки отрезными резцами
а при отрезке кольца или подрезке торца в кольцевой заготовке
где D и d – соответственно наибольший и наименьший диаметры кольца, мм. 2.3. ОБРАБОТКА ОТВЕРСТИЙ 2.3.1. Основные схемы Для обработки отверстий резанием необходимо сочетание двух формообразующих движений: главного движения резания (D) в виде быстрого вращения инструмента или заготовки вокруг оси обрабатываемого отверстия и движения подачи S в виде перемещения инструмента или заготовки вдоль оси отверстия. Таким образом, при обработке отверстий вращательное движение суммируется с поступательным и каждая точка режущих кромок инструмента совершает результирующее движение по винтовой траектории, расположенной на поверхности кругового цилиндра. За скорость главного движения резания при обработке отверстий принимают окружную скорость точки на максимальном диаметре обрабатываемой поверхности. Скорость резания, м/с, V=pDп, где n – частота вращения инструмента или заготовки, с ', D – наибольший диаметр обработки, м. На практике чаще используют зависимость, в которой время измеряют в минутах, а диаметр – в миллиметрах: V=pDn/1000. Подачей на оборот S (мм/об) называют расстояние, пройденное рассматриваемой точкой в направлении движения подачи за один оборот инструмента или заготовки. При обработке отверстия в сплошном материале глубина резания t определяется как половина диаметра этого отверстия: t=D/2. При рассверливании, зенкеровании, развертывании и растачивании глубина резания, мм, определяется как полуразность диаметров до и после обработки: t=1/2 (D – d).
Р и с. 2.27 Элементы режима резания и срезаемого слоя при рассверливании, зенкеровании и развертывании
Наиболее широкое распространение при обработке отверстий получили операции сверления (рис. 2.27, а), зенкерования (рис. 2.27, б), развертывания (рис. 2.27, в), растачивания, нарезания внутренней резьбы и обработки центровых отверстий. В зависимости от требований чертежа некоторые из перечисленных операций дополняются обработкой бобышек и углублений вокруг отверстий. Для этих целей применяют зенкерование цилиндрических углублений (рис. 2.28, а), зенкерование конических углублений (рис.2.28, б) и цекование торцов бобышек (рис. 2.28, в, г), прилегающих к отверстиям. Сверление используют при получении глухих и сквозных отверстий в сплошном материале. Обработанные сверлением отверстия имеют параметр шероховатости Rа =12,5 мкм и точность, соответствующую 12 – 14-му квалитету. Причиной сравнительно невысокой точности просверленных отверстий является отклонение от соосности сверла со шпинделем станка и отклонение от симметричности заточенной режущей части. Отрицательное влияние этих факторов приводит к «разбивке» отверстия, т. е. увеличению его диаметра по сравнению с диаметром сверла. Для стандартных спиральных сверл (с двумя режущими зубьями) «разбивка» составляет 1 % диаметра сверла. Отверстия, обработанные сверлом, используют обычно для болтовых соединений либо для последующего нарезания резьбы. Зенкерование применяют при обработке глухих и сквозных отверстий, предварительно обработанных сверлением либо полученных литьем или ковкой (штамповкой). Обработка при зенкеровании проводится многозубым инструментом – зенкером (z = 3... 8). Увеличенное по сравнению со сверлом число режущих зубьев зенкера позволяет получить при зенкеровании более точное по форме и размеру отверстие. При этом обеспечивается параметр шероховатости обработанных поверхностей Rа = 6,3 мкм.
Р и с. 2.28. Схема обработки углублений и бобышек зенкерами и цековками
Развертывание выполняется обычно после зенкерования или растачивания и является финишной обработкой точных отверстий. Наибольшая точность и минимальная шероховатость при развертывании обеспечиваются в случае обработки за два перехода – черновое и чистовое развертывание. В среднем при развертывании достигается точность, соответствующая 6 – 9-му квалитету, и Rа =0,32...1,25 мкм. Развертывание осуществляется развертками, представляющими собой многолезвийный инструмент с четным числом зубьев (обычно z³ 4). Большое число режущих лезвий, малые толщины среза аz< 0,04 мм и наличие калибрующей части обеспечивают высокую точность формы отверстия, но не могут исправить направление его оси. Получению малой шероховатости при развертывании способствует применение СОТС в основном в виде смазочных материалов. Для развертывания характерна очень малая глубина резания, которая в зависимости от диаметра отверстия составляет 0,1¸0,4 мм. Наряду с зенкерованием и развертыванием для обработки отверстий повышенной точности широко используют растачивание. Растачивание резцом обеспечивает малое отклонение межосевого расстояния осей обрабатываемых отверстий, позволяет путем изменения положения резца обрабатыватьотверстия разных диаметров и глубин. К недостаткам этой схемы растачивания относятся значительная трудоемкость наладки; пониженная размерная стойкость расточного резца; необходимость специальных мер для безрисочного вывода резца из обработанного отверстия. В среднем растачиванием обеспечивают шероховатость Rа = 0,32 мкм и точность, соответствующую б – 7-му квалитету. 2.3.2. Определение основного времени Основное время То (мин) при обработке отверстий различными методами рассчитывают по общей формуле, составляющие которой определяются видом и условиями обработки: То = Lp / (пS). Расчетная длина (рис. 2.29) Lр = l1 + l + l2,где l – длина врезания, зависящая от глубины резания t и угла j на инструменте; l1 = t сtg j; l – длина обработки; l2 – перебег инструмента (3...5) Sо £ l2 £ 2...3 мм (см. рис. 2.29, а, б), при обработке глухих отверстий l2 =0 (рис. 2.29, в); n – частота вращения инструмента или заготовки, мин-1; S – подача, мм/об.
Р и с. 2.29. Схема определения расчетной длины обработки
При растачивании отверстий за несколько рабочих проходов (i) формула для расчета t (мин) принимает вид t =Lpi/(nS) 2.3.3. Инструменты для обработки отверстий Наиболее распространенными инструментами для обработки отверстий являются сверла. Они используются для сверления отверстий диаметром от десятых долей до десятков миллиметров различной глубины. Выпуск сверл в объеме всей продукции инструментальных заводов составляет около 20%. По конструктивным признакам сверла можно разделить на спиральные, перовые, для глубоких отверстий, комбинированные центровочные (рис. 2.30). Наиболее многочисленной является группа спиральных сверл. По точности изготовления они делятся на сверла общего назначения и сверла точного исполнения. Размерный ряд спиральных сверл начинается с малоразмерных сверл диаметром 0,1 – 1,5 мм по ГОСТ 3034 – 76 с утолщенным цилиндрическим хвостовиком. У всех малоразмерных сверл хвостовики для удобства закрепления имеют одинаковые диаметры (см.рис. 2.30, а). Вследствие малых размеров этих сверл оправданно их изготовление целиком из быстрорежущих сталей Р6М3 и Р6М5К5 с твердостью рабочей части 60 – 62 НRСэ. Для обработки труднообрабатываемых материалов изготовляют цельные твердосплавные сверла диаметром 0,6 – 1,0 мм из сплавов ВК10М, ВК15М. Стойкость спиральных сверл с твердосплавной рабочей частью в 20 – 30 раз выше стойкости обычных быстрорежущих. Начиная с диаметра 1,5 мм твердосплавные сверла выполняют сборными по ГОСТ 17273–71. Рабочую твердосплавную часть этих сверл припаивают к хвостовику из стали 45. Цельные твердосплавные сверла диаметром 3,5 – 6,0 мм по ГОСТ 17275 – 71 изготовляют шлифованием гладких цилиндрических стержней из сплава ВК6М (ВК60М). По ГОСТ 10902–77, ГОСТ 4010 – 77 спиральные сверла изготовляют из быстрорежущих сталей типа Р12, Р6М3 для обработки конструкционных сталей или из сталей типа Р9К10, Р9М4К8Ф для сверления труднообрабатываемых материалов. Такие сверла имеют твердость рабочей части 63 – 65 HRСэ. Быстрорежущие сверла выполняются как с правым, так и с левым направлением винтовых канавок.
Р и с. 2.30. Виды сверл: а – малоразмерное спиральное сверло по ГОСТ 3034 – 76 с утолщенным цилиндрическим хвостовиком; б – спиральное сверло с внутренним подводом охлаждающей жидкости с коническим хвостовиком (ГОСТ 6647 – 64); в – составное перовое сверло; г – шнековое сверло; д – однокромочное сверло со смещенной вершиной; е – двухкромочное сверло с удалением стружки через центральное отверстие; ж – сверло для кольцевого сверления; з – центровочные сверла.
Спиральные сверла диаметром более 8 мм в целях экономии изготовляют сварными с рабочей частью из быстрорежущей стали и хвостовиком из конструкционной стали. Сверла (ГОСТ 575б – 81) с пластинами из твердого сплава закрепляют в корпусе (сталь 40X, 9XС, Р9) пайкой. Быстрорежущие сверла диаметром 6–80 мм по ГОСТ 2034–80Е и ГОСТ 10903 – 77 выполняются с коническим хвостовиком. Сверла с пластинами из твердого сплава ВК и сверла с внутренним подводом охлаждающей жидкости (ГОСТ 6647–64) предназначены для сверления труднообрабатываемых материалов. Такие сверла (см. рис. 2.30, б) имеют в зубьях (перьях) прокатанные отверстия, соединяющиеся в хвостовике. Закрепляют сверла в специальных патронах, обеспечивающих подвод охлаждающей жидкости под давлением 12 МПа (не менее 12 л/мин) непосредственно к режущим кромкам сверла. Наиболее простыми в изготовлении являются перовые сверла, представляющие собой заостренную пластину с весьма несовершенной формой рабочей части. Эти сверла применяют для обработки отверстий малого (0,2–1 мм) и большого (более 80 мм) диаметра, а также при ремонте. Нашли применение составные перовые сверла в виде пластины, закрепленной в державке (см. рис. 2.30, в). Обработку отверстий в сталях, чугунах, легких сплавах и дереве при глубине более 10 диаметров без периодического вывода сверла проводят шнековыми сверлами с w = 50...65 (см. рис. 2.30, г). Глубокие отверстия с осью, имеющей малое отклонение от прямолинейности, получают сверлами однокромочного резания с вершиной, смещенной относительно оси (см. рис. 2.30, д). Смещение вершины, а также то, что сверло опирается направляющими пластинами на боковую поверхность отверстия, обеспечивает малое отклонение от прямолинейности его оси. Сверление начинают после установки сверла в частично просверленное отверстие либо в кондукторную втулку. По отверстию в рабочей части подается СОТС, которое, утремляясь на обратном пути по канавке на сверле, удаляет стружку. Применяют также однокромочные и двухкромочные сверла, в которых стружка удаляется по центральному отверстию (см. рис.2.30, е). Сквозные отверстия диаметром 80–200 мм и более получают сверлами кольцевого сверления (см. рис.2.30, ж). Такими сверлами вырезается только кольцевая полость, а в центре отверстия остается стержень, пригодный для использования в качестве заготовки. Обработку центровых отверстий проводят центровочными комбинированными сверлами (ГОСТ 14952–75) двух типов: без предохранительной фаски и с предохранительной фаской 120°. Сверла этих типов изготовляют из быстрорежущей стали. Центровочные сверла с рабочей частью из твердого сплава имеют более технологичный дугообразный профиль режущей кромки (см. рис. 2.30, з). Зенкеры, применяемые в машиностроении для обработки отверстий диаметром до 20 – 40 мм, изготовляют цельными (см. рис. 2.27, б). Их рабочую часть выполняют либо из быстрорежущих сталей, либо оснащают пластинами из твердого сплава групп ВК и ТК. Обработку отверстий больших диаметров (D >30мм) проводят насадными зенкерами, установленными на оправку. Их изготовляют из быстрорежущей стали либо оснащают твердым сплавом (ГОСТ 12509 – 75). Для экономии инструментального материала начиная с диаметра 50 мм и выше насадные зенкеры ГОСТ 2255–71 оснащаются вставными ножами из быстрорежущей стали. Вставные ножи устанавливаются с натягом в корпусе из стали 40X и удерживаются там силами трения и резания. В зависимости от формы обрабатываемых отверстий развертки разделяют на цилиндрические (ГОСТ 1523 – 81Е) и конические (ГОСТ 11177 – 84). Они могут быть машинными или ручными. Для ремонтных работ выпускают ручные разжимные развертки (ГОСТ 3509 – 71) с пределами регулирования диаметра 0,5 – 3 мм. Развертки целиком изготовляют из быстрорежущей стали с цилиндрическими (для D £ 10 мм) либо коническими хвостовиками (для D > 10 мм). Как и зенкеры, развертки для диаметров отверстий более 30 мм делают насадными с ножами из быстрорежущих сталей либо твердых сплавов. Вставные ножи имеют рифления, идентичные рифлениям в пазах корпуса. Это позволяет перестановкой ножей и закреплением их клиньями настраивать развертку на нужный диаметр. Для совмещения нескольких операций (переходов) на сверлильных и расточных станках применяют комбинированные инструменты. Они предназначены либо для однородной обработки однотипными инструментами, различающимися только размерами (ступенчатые зенкеры, фасонные борштанги для ступенчатых отверстий, наборы фрез и т.п.), либо для обработки инструментами разных типов (сверло-зенкер, зенкер-развертка, сверло-метчик и т. п.). 2.3.4. Инструменты для расточных работ Расточные инструменты преимущественно применяют для обработки заготовок корпусных деталей на расточных станках. Наиболее простыми расточными инструментами являются расточные резцы. Размеры этих резцов, их виброустойчивость и жесткость крепления определяются диаметром обрабатываемого отверстия. Повышению жесткости способствует использование расточных резцов с державками квадратного сечения, закрепляемыми в отверстии борштанги (рис. 2.31, а). Это отверстие делают наклонным либо перпендикулярным к продольной оси борштанги. В единичном и мелкосерийном производстве применяются расточные резцы с j, равным 90, 60 и 45, оснащенные твердым сплавом с державками из стали У7. Находят применение также расточные резцы с державками круглого поперечного сечения. Растачивание отверстий малого размера с точностью по 6 – 7-му квалитету проводят резцами с твердосплавными коронками типа «улитка». В соответствии с ГОСТ 2209 – 82 коронки выпускают для обработки сквозных и глухих отверстий, а их заднюю поверхность выполняют по архимедовой спирали (рис. 2.31, б). Эти резцы допускают значительное количество повторных заточек по передней поверхности. Чистовое растачивание высокоточных отверстий выполняют микроборами (рис. 2.31, в). Настройку микробора на размер производят с помощью нарезанной на державке резца-вставки резьбы с шагом 0,5 (1,0) мм, гайки лимба и нониуса на борштанге. Настройку на размер осуществляют как на станке, так и вне его в специальном приспособлении. Растачивание сквозных и глухих отверстий с D = 48... 70 мм выполняют с помощью блоков (рис. 2.31, г), закрепленных в центральном коническом отверстии борштанги. Растачивание глубоких отверстий с D = 45... 200 мм проводят расточными головками одностороннего резания. Надежное ориентирование такой головки в обрабатываемом отверстии достигается установкой твердосплавных направляющих на ее корпусе (рис. 2.31, д). Для черновой и получистовой обработки отверстий диаметром 50 – 150 мм предназначены двухлезвийные блоки, оснащенные твердым сплавом. Такие блоки жестко закрепляют в борштангах и головках. Особенностью этих блоков является использование в качестве режущих элементов неперетачиваемых пластин по ГОСТ 3128 – 70 с допустимыми отклонениями размеров не более 0,05 мм. На расточных станках в качестве вспомогательных инструментов применяют борштанги и расточные оправки. 2.3.5. Сверлильные станки Сверлильные станки предназначены для обработки отверстий сверлами, зенкерами, развертками, раскатниками и осевыми комбинированными инструментами. Эти станки также используют при нарезании внутренних резьб, при получении конических и цилиндрических углублений, для обработки плоских торцов бобышек и приливов, вырезания дисков и колец из листовых заготовок. С помощью приводов сверлильных станков получают необходимые формообразующие движения: главное движение резания – вращение заготовки или инструмента и движение подачи – поступательное перемещение инструмента вдоль оси вращения. Сверлильные станки согласно классификации ЭНИМСа входят в сверлильно-расточную группу и представлены в ней тремя типами станков. 1. Вертикально-сверлильные станки имеют вертикальное расположение оси шпинделя и выпускаются в двух исполнениях: настольном и напольном. Основной характеристикой вертикально-сверлильных станков является наибольший диаметр просверливаемого отверстия в стали с sв = 500... 600 МПа. Для настольных станков этот диаметр не превышает 16 мм, а для напольных – 75 мм.
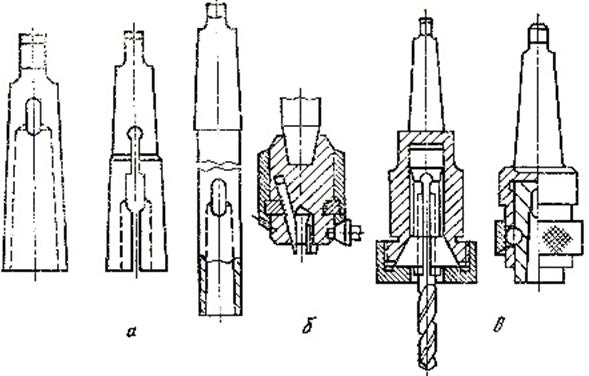
Р и с. 2.31 Инструменты для растачивания отверстий Значение наибольшего диаметра сверления входит в обозначение серийно выпускаемых станков как характеристика их технологических возможностей. Например, в обозначении вертикально-сверлильного станка 2Н135 последние две цифры указывают, что наибольший диаметр просверливаемого отверстия этого станка равен 35 мм. Особенность работы на универсальных вертикально-сверлильных станках состоит в том, что совмещение оси обрабатываемого отверстия с осью шпинделя проводится путем перемещения (обычно вручную) заготовки по столу станка до момента совпадения этих осей. Такая особенность накладывает ограничения на массу заготовок, обрабатываемых на вертикально-сверлильных станках, и объясняет применение кондукторов и обработки по разметке (в единичном производстве). Вертикально-сверлильные станки по числу шпинделей делят на одношпиндельные и многошпиндельные, по степени автоматизации – на полуавтоматические, автоматические и автоматизированные с программным управлением. 2. Радиально-сверлильные станки созданы на базе вертикально-сверлильных станков, но их технологические возможности по обработке тяжелых и крупногабаритных заготовок шире. При обработке на радиально-сверлильных станках совмещение оси шпинделя с осью обрабатываемого отверстия проводят перемещением шпиндельной головки по радиусу (вдоль траверсы) и по дуге окружности (вокруг колонны). В отечественном станкостроении для радиально-сверлильных станков принят размерный ряд со следующими наибольшими диаметрами: 25, 35, 50, и 100 мм (например станки 2К52, 2М53, 2М55 и 2М58). В вертикально-сверлильных станках напольного исполненияприводы главного движения и движения подач выполнены в виде шестеренных коробок скоростей 3 и подач 2 и размещены на коробчатой станине 4, закрепленной на фундаментной плите 5 (рис. 2.32). Внутренняя полость фундаментной плиты часто используется как резервуар для хранения СОТС. На вертикальных направляющих станины подвижно установлены стол 1 для заготовок и шпиндельная бабка, уравновешенная противовесом. Стол для установки заготовок снабжен ручнымприводом вертикальных перемещений. Кинематика вертикально-сверлильных станков такова, что приводной двигатель вращает входной вал коробки скоростей, а ведомый вал коробки подачи получает вращение от одного из промежуточных валов коробки скоростей. Выходными элементами коробки скоростей и коробки подач являются соответственно шпиндель 6 ишпиндельная гильза 7. Шпиндель установлен на подшипниках во внутреннем отверстии шпиндельной гильзы 7, а на верхнем конце шпинделя имеется участок со шлицами для непрерывной передачи инструменту вращения при его поступательном перемещении. Движение подачи на рейку, выполненную на шпиндельной гильзе, поступает от шестерни 8, соосно с которой на поперечном валу 9 установлен механизм подачи. Он состоит из кулачковой муфты 11, закрепленной на штурвале, и обгонной муфты, ступица 10 которой связана собачками 12 с двусторонним храповым диском 13. Механизм подачи обеспечивает работу станка в следующих режимах: ручной подвод инструмента к заготовке; включение механической подачи; ручное опережение движения подачи; выключение механической подачи; ручной отвод инструмента от заготовки; ручная подача, обычно используемая при нарезании резьбы метчиком. Для извлечения инструментов в станке предусмотрено устройство в виде кулачка 14, шарнирно установленного в пазу шпинделя. Кулачок при подходе шпиндельного узла к крайнему верхнему положению останавливается, упираясь в стенку бабки, и выталкивает инструмент из отверстия шпинделя. Радиально-сверлильные станки конструктивно более сложны, и их исполнительные органы совершают большее число движений (рис. 2.33), чем у вертикально-сверлильных станков. Эти станки преимущественно монтируют на фундаментной плите 1, на верхней плоскости которой устанавливают заготовку или приставной стол 2 для обработки малогабаритных заготовок. На фундаментной плите жестко закреплен цоколь с неподвижной внутренней колонной, где на подшипниках установлена поворотная наружная колонна 7. На поворотной колонне установлена траверса 8, которая может перемещаться вертикально. По направляющим траверсы в радиальном направлении перемещается шпиндельная бабка 4. Вертикальное перемещение траверсы механизировано и осуществляется передачей винт – гайка от электромеханического привода, установленного на верхнем торце поворотной колонны. Высокая жесткость и виброустойчивость радиально-сверлильных станков в значительной степени достигаются с помощью устройств зажима траверсы, поворотной колонны и шпиндельной бабки. Поворот траверсы вместе с поворотной колонной и радиальное перемещение шпиндельной бабки производятся вручную. На корпусе шпиндельной бабки установлены электродвигатель привода коробок скоростей и подач, кинематически связанных между собой и размещенных в корпусе этой бабки. В целях сокращения вспомогательного времени коробки скоростей и подачи имеют преселективное управление. Для удобства обслуживания все органы управления станка сосредоточены на лицевой панели шпиндельной бабки.
Р и с. 2.32 Вертикально-сверлильный станок
Р и с.2.33. Радиально-сверлильный станок (а) и схема перемещения его шпинделя в зоне обработки (б): 1 – плита; 2 – стол; 3 – шпиндель; 4 – шпиндельная бабка; 5 – коробка скоростей; 6 – электродвигатель; 7 – колонна; 8 – траверса.
Эффективная эксплуатация сверлильных станков возможна только при наличии достаточного количества вспомогательных инструментов и оснастки. Вспомогательные инструменты устанавливают в шпинделях. Они предназначены для крепления режущего инструмента, обеспечения емудополнительных движений, заданной точности, быстросменности и т. д. Наиболее простыми вспомогательными инструментами являются инструментальные втулки с конусом Морзе № 1 – 5, разрезные втулки, удлинительные оправки (рис. 2.34, а), кулачковые и цанговые патроны (рис. 2.24, б). Для компенсации отклонения от соосности инструмента со шпинделем применяют плавающие патроны, допускающие смещение инструмента параллельно своей оси. С целью сокращения вспомогательного времени используют быстросменные патроны (рис. 2.34, в), позволяющие менять инструменты без остановки шпинделя. Для улучшения качества нарезаемой резьбы и предохранения инструмента от поломок применяют предохранительные патроны, прекращающие передачу крутящего момента при перегрузках.
Р и с. 2.34 Вспомогательный инструмент
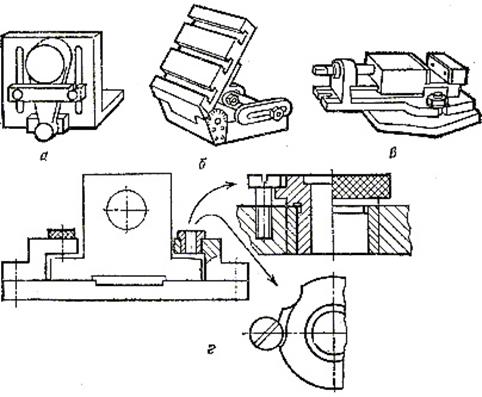
Установку и закрепление различных по конфигурации заготовок при обработке на сверлильных станках осуществляют с помощью универсальных приспособлений: машинных тисков, угольников, плавающих столов, прихватов и т. п. (рис. 2.35, а, б, в). Эти приспособления используются в единичном производстве при обработке отверстий по разметке с отклонением межцентрового расстояния ±(0,25... 0,5) мм.
Р и с.2.35. Приспособления сверлильных станков: а – угольник; б – поворотная плита; в – тиски машинные; г – кондуктор с быстросменными втулками С повышением серийности производства и возрастанием требований к точности обработки стали применять специальные приспособления, в которых для направления инструмента при обработке используют постоянные или быстросменные кондукторные втулки из закаленной стали У12А (рис. 2.35, г). Сверление по кондуктору позволяет снизить отклонение межцентрового расстояния до ±(0,05... 0,30) мм. Промежуточное положение между универсальными и специальными приспособлениями занимают универсально-сборные приспособления (УСП). Идея разработки УСП состоит в том, что из нормализованного набора универсальных элементов и узлов собирают приспособления для обработки конкретных деталей. После обработки партии заготовок приспособления разбирают и его элементы используют для сборки новых приспособлений. 2.3.6. Расточные станки На расточных станках обрабатывают главным образом базовые, корпусные детали, от точности обработки которых зависит качество механизмов и машин. В основном на расточных станках обрабатывают отверстия, точно координированные относительно друг друга и расположенные в одной или нескольких плоскостях. На расточных станках производят сверление, зенкерование, развертывание, растачивание, нарезание резьбы, торцовое обтачивание плоскостей и фрезерование. Выполнение этих операций возможно благодаря значительному числу формообразующих и вспомогательных движений в универсальных расточных станках. Расточные станки по классификации ЭНИМСа отнесены к сверлильно-расточной группе, и, следовательно, их обозначение начинается с цифры 2 (например 2620В, 2Е656, 2421). Различают горизонтально-расточные, координатно-расточные, отделочно-расточные станки. Горизонтально-расточные станки обладают широкой универсальностью и используются в единичном и мелкосерийном производстве. Эти станки имеют горизонтальное расположение шпинделя, диаметр которого является основной характеристикой станка. Горизонтльно-расточные станки обеспечивают средне экономическую точность обработки отверстий не более 7-го квалитета с допуском на межцентровое расстояние ±(0,03...0,08) мм при шероховатости поверхности Rа =1,25...0,32 мкм. Координатно-расточные станки (КРС) используют для обработки отверстий и плоскостей с точными линейными и угловыми координатами (шаблоны, кондукторы, штампы, пресс-формы и т.д.), для разметки и контроля высокоточных заготовок и деталей. Отличительной чертой КРС является вертикальное расположение шпинделя. На современных КРС достигается при тонком растачивании отклонение диаметра 0,004 – 0,005 мм и отклонение межцентровых расстояний 0,006 мм при допустимой погрешности установки линейных координат 0,004 мм и угловых координат 1’. Шероховатость поверхностей, обработанных на этих станках, достигает Ra =0,008 мкм для цветных сплавов и Rа =0,8 мкм для сталей и чугунов. Отделочно-расточные станки используют в крупносерийном и массовом производстве для растачивания отверстий резцами, оснащенными сверхтвердыми материалами. На этих станках также можно выполнять наружное обтачивание цилиндрических и конических выступов, расточку канавок и подрезку торцов, высокоточных деталей автотракторной и авиационной техники (головки блока, блоки цилиндров, гильзы, вкладыши и т.д.). При этом обеспечивается отклонение диаметров до 0,003 – 0,005 мм, межцентровых растояний ±(0,01...0,02), соосности отверстий 0,005 – 0,01 мм при Rа = 0,16... 0,08 мкм. По направлению оси шпинделя различают вертикальные и горизонтальные отделочно-расточные станки.   ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 ,
, ,
, ,
,