|
|
Скорость, м/мин, главного движения фрезерования определяют по формуле
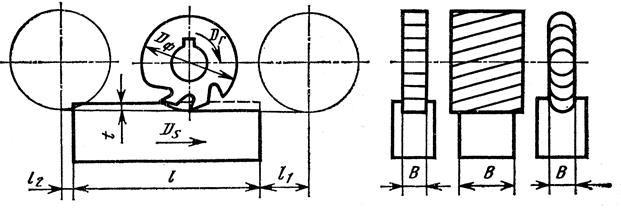
или (м/с) V = p D ф nф , где D ф – наибольший диаметр фрезы, мм (или в м по системе СИ); п ф, – частота вращения фрезы соответственно, мин-1 или с-1. Подачу подсчитывают на зуб фрезы – S z (мм/зуб) или на оборот фрезы – S î, (мм/об). На фрезерных станках величина подачи устанавливается в виде скорости перемещения рабочих органов V s (мм/мин) или минутной подачи Sм. Минутная подача Sм, мм/мин, рассчитывается по следующим формулам: Sо = Sz × z, V s = Sм = So× nф = Sz ×z× nф, где z – число зубьев фрезы. Глубина резания t – кратчайшее расстояние между обрабатываемой и обработанной поверхностями (см. рис. 2.38). К параметрам фрезерования относят также и ширину фрезеруемой поверхности В (рис. 2.39.), измеренную в направлении, параллельном оси фрезы при цилиндрическом фрезеровании и перпендикулярном направлению движения подачи при торцовом фрезеровании. Зная ширину срезаемого слоя В, мм, глубину резания t, мм, скорость подачи V s, мм/мин, длину заготовки L, а также параметры режима фрезерования, можно подсчитать и производительность фрезерования, см3/ч – количество металла (объем или масса), преобразованного в стружку:
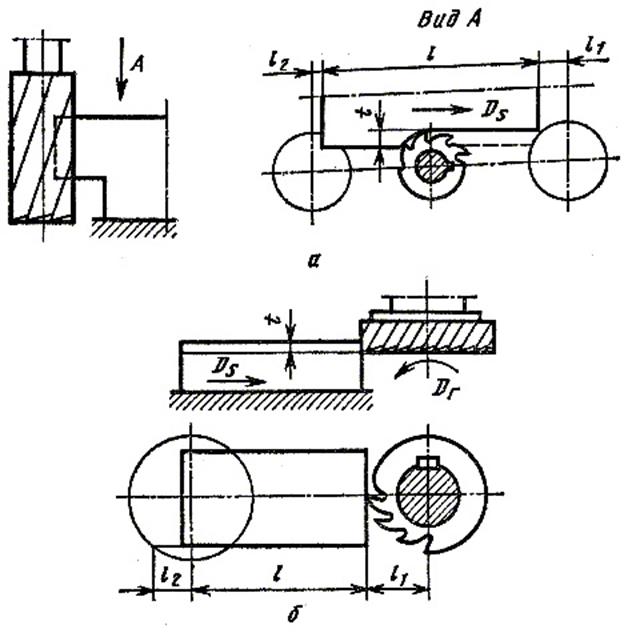
Р и с. 2.39. Путь, пройденный инструментом при фрезеровании фасонными, дисковыми и цилиндрическими фрезами
Пример. Найти производительность процесса фрезерования, если материал Ст3, число зубьев фрезы z = 10, частота вращения фрезы пф = 100 мин-1; ширина фрезерования В = 30 м;, глубина t = 6 мм; подача на зуб Sz = 0,1 мм/зуб:
Sо = Sz z = 0,1 • 10 = 1 мм/об;
S ь = Sо пф = 1 • 100 = 100 мм/мин;
Масса снятого за 1 ч металла т = 1080×7,8 = 9,424 кг. К элементам режима резания при фрезеровании относят и основное время. В общем случае
где L. – путь, пройденный инструментом, мм, i – число рабочих ходов, необходимое для снятия всего припуска. Расчетный путь, пройденный инструментом, помимо длины (ширины) обрабатываемой заготовки включает также дополнительный путь для врезания фрезы на заданную глубину резания 1 1 и перебег фрезы 12, мм, после завершения обработки: L = l + l1 + l2 где l – длина (ширина) заготовки, мм. При фрезеровании цилиндрическими, фасонными, а также концевыми и дисковыми фрезами (см. рис. 2.39)
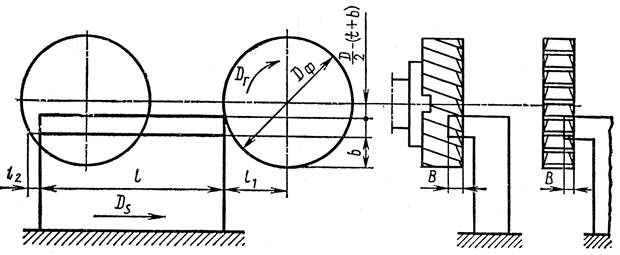
Р и с. 2.40. Путь, пройденный инструментом при фрезеровании вертикальной плоскости (а) пальцевой фрезой, симметричном фрезеровании торцовой фрезой горизонтальной плоскости (б)
Р и с.2.41. Путь, пройденный инструментом при несимметричном фрезеровании торцовыми и дисковыми фрезами 2.4.2. Силы резания и мощность при фрезеровании
Мощность N, необходимая для снятия припуска при фрезеровании, включает две составляющих - мощность N v, затрачиваемую на вращение фрезы, и мощность N s, затрачиваемую на перемещение заготовки в процессе резания: N = N v + N s. Фрезерные станки имеют раздельные приводы главного движения и движения подачи. Для вращения фрезы необходимая мощность, кВт,
где М – крутящий момент, необходимый для преодоления сил сопротивления резанию; n – частота вращения фрезы. Прямозубыми фрезами практически невозможно достичь спокойного (равномерного) резания, Чем большее число зубьев одновременно участвует в резании, тем более равномерно происходит резание. Но даже при большом числе зубьев, одновременно участвующих в резании, для прямозубой фрезы невозможно получить равномерное фрезерование, т.е. фрезерование с постоянной площадью поперечного сечения срезаемого слоя на всем пути контакта зубьев. Поверхность, обработанная такими фрезами, часто получается волнистой.
Р и с. 2.42. Направление осевой составляющей силы резания при различном наклоне зубьев фрезы Для более равномерного фрезерования и улучшения условий резания используют фрезы с винтовым зубом (рис. 2.42). В этом случае кроме сил Рz, Рy действует и осевая сила Ро направление которой зависит от направления наклона винтовой канавки фрезы и угла наклона w. Осевая составляющая силы резания стремится сдвинуть в осевом направлении фрезу, нагружая тем самым шпиндельный узел или разгружая его, в зависимости от наклона винтовой канавки (см.рис. 2.42). Это учитывают, если необходимо разгрузить шпиндельный узел, устанавливая комплект фрез с правой и левой винтовыми линиями. Неправильное сочетание левой и правой винтовых линий может привести к нежелательному явлению – действию силы Ро, в одном направлении. Зная окружную силу, крутящий момент, определяем мощность, необходимую для вращения фрезы. Мощность N s, затрачиваемая на движение подачи, не превышает 15 % мощности, затрачиваемой на главное движение резания при фрезеровании. Полную мощность, кВт, электродвигателя фрезерного станка определим с учетом КПД:
где h» 0,85. 2.4.3. Попутное и встречное фрезерование
Фрезерование, при котором фреза и заготовка движутся навстречу друг другу, называют встречным. Фрезерование называют попутным, если направления движения фрезы и заготовки совпадают. Встречное фрезерование – наиболее распространенный способ фрезерования, характеризующийся тем, что нагрузка на каждый зуб фрезы увеличивается постепенно, так как толщина срезаемого слоя изменяется от нуля при входе зуба до максимума перед выходом зуба (рис. 2.43).
Р и с. 2.43. Схема срезания припуска при встречном фрезеровании
Так же, как и любой лезвийный инструмент, зуб фрезы, даже при самой тщательной заточке, обладает начальным радиусом округления r (см. рис. 2.43), поэтому срезание стружки начинается лишь в точке В, где вступает в резание зуб с положительным передним углом g. Зона АВ – зона начального скольжения, которая существенно увеличивает износ по задней грани зуба. Расчетная толщина срезаемой стружки а включает в себя две зоны - а1 и а2. Зона а1 срезается зубом, а зона а2,, обладая упругопластическими свойствами, участвует в изнашивании зуба и нагартовывается на заготовку. Толщина зоны а2 равна радиусу округления зуба фрезы. Вертикальная составляющая силы резания Р vстремится прижать фрезу к заготовке. Сила реакции Р v при значительной толщине срезаемого слоя стремится компенсировать зазоры между столом и направляющими салазок и станины, вызывая вибрации и ухудшая качество обработанной поверхности (увеличивается шероховатость, волнистость и др.).
а б Р и с. 2.44. Схема фрезерования и составляющие силы резания: а – при встречном фрезеровании; б – при попутном фрезеровании Несмотря на недостатки, встречное фрезерование наиболее распространено, так как припуск снимается из-под корки и вероятность «подрыва» заготовки отсутствует: функциональный зазор d в паре ходовой винт 2 – гайка 1 (рис.2.44, а) не влияет на резание, так как гайка, вращаясь и перемещая винт (следовательно, и стол фрезерного станка) в направлении подачи, постоянно прижимает одну и ту же сторону профиля резьбы винта 2. Такому прижиму содействует и горизонтальная составляющая реакции силы резания Р'n,так как направление этой реакции составляющей силы резания противоположно направлению движения подачи. Это способствует равномерному перемещению стола фрезерного станка с заготовкой. При попутном фрезеровании реакция вертикальной составляющей силы резания Р'v (рис. 2.44, б) прижимает заготовку к столу, стол прижимается к направляющим салазок и станине. Это способствует отсутствию вибрации, более равномерному снятию припуска. Зуб фрезы начинает снимать стружку почти сразу же с наибольшей толщиной и подвергается наибольшей нагрузке. Начальное скольжение отсутствует, увеличивая тем самым стойкость (до 3 раз при малых толщинах среза). При наличии у заготовки корки (если заготовка литая или получена методом обработки давлением) стойкость фрезы, работающей по этой схеме, мала, и более приемлемо встречное фрезерование. При попутном фрезеровании, несмотря на лучшие условия срезания припуска, чем при встречном, существует опасность захвата (или «подрыва») заготовки. Чем больше функциональный зазор d в паре (винт – гайка), тем больше опасность «подрыва» и поломки инструмента. При схеме попутного фрезерования (см. рис. 2.44, б) гайка вращает винт также при отсутствии зазора между витками гайки и одной (правой на рис. 2.44, б) из сторон профиля винта. Но так как окружная скорость фрезы больше скорости движения подачи, реакция горизонтальной составляющей силы резания Р n, действующей на заготовку в направлении подачи, сместит при определенных условиях профиль винта по отношению к профилю резьбы гайки в крайнее левое положение, компенсируя функциональный зазор d. В этом положении путь, пройденный заготовкой, увеличится на величину d. В реальных условиях увеличенная подача на зуб составляет 0,2 – 0,4 мм/зуб и происходит захват заготовки, что приводит либо к поломке фрезы, либо к «подрыву» заготовки.
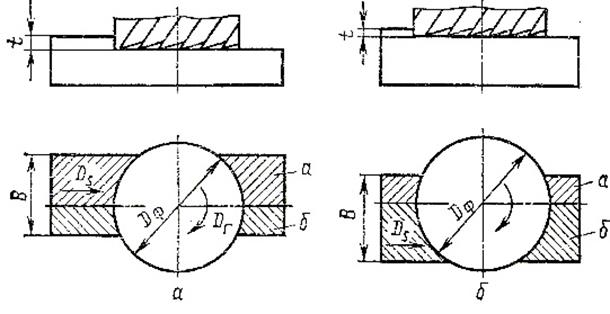
Р и с. 2.45. Попутное и встречное фрезерование торцовыми фрезами
При торцовом фрезеровании присутствует встречное и попутное фрезерование (см.рис. 2.44). На рис. 2.45 при торцовом фрезеровании заготовки шириной В в том случае, когда В>1/2Dф,одновременно в срезании припуска участвуют две схемы фрезерования. В тойчасти заготовки, где вектор главного движения (вращение фрезы) совпадает с направлением движения заготовки (подачи) (см. рис. 2.45, а), фрезерование происходит как попутное (зона а), и соответственно там, где векторы главного движения и движение подачи направлены навстречу,– как встречное (зона б). Если фрезерование выполняют не на специальном станке (где функциональный зазор d отсутствует или настолько мал, что им можно пренебречь), а на обычных универсальных фрезерных станках, следует работать таким образом, чтобы избежать «подрыва» заготовки, т. е. чтобы зона б заготовки была больше зоны а (см. рис. 2.45, б). В крайнем случае, зоны а и б равны, т.е. фреза расположена симметрично относительно обрабатываемой заготовки.
2.4.4. Фрезы для обработки различных поверхностей
Наиболее распространенные фрезы различают по форме и назначению: цилиндрические, торцовые, концевые, шпоночные, дисковые, угловые, фасонные, резьбовые и т. д.
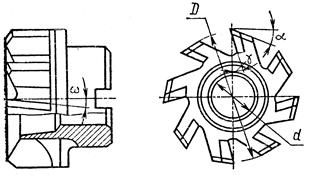
Р и с. 2.46. Фреза цилиндрическая с винтовым зубом: 1–главное режущее лезвие; 2–спинка зуба; 3–передняя поверхность лезвия Фрезы цилиндрические (рис. 2.46) предназначены для обработки плоских поверхностей, ширина которых меньше длины фрезы. Они могут быть изготовлены как цельные из быстрорежущих сталей, так и со вставными ножами из быстрорежущих сталей или пластинами из твердого сплава. Чаще всего их выпускают с винтовыми зубьями, т. е. с углом наклона относительно оси фрезы w = 30... 40°. Фрезы торцовые и торцовые головки предназначены для обработки поверхностей сравнительно большой площади, а также поверхностей, имеющих большую поверхностную твердость и прочность (поверхности отливок, заготовок, полученных одним из методов обработки давлением). Торцовые насадные фрезы предназначены для обработки уступов, небольших поверхностей (рис. 2.47).
Р и с. 2.47. Фреза торцовая насадная
Торцовые головки и насадные фрезы оснащают пластинами (резцами) из быстрорежущих сталей, твердых сплавов, керамики, а также (для чистового фрезерования) из эльбора. Фрезы концевые предназначены для фрезерования плоскостей, уступов, пазов, различных контуров. Концевые фрезы могут быть цельными и со вставными зубьями из твердых сплавов. Хвостовик может быть как цилиндрический, так и конический. Цилиндрический хвостовик имеют фрезы диаметром до 20 мм. Шпоночные фрезы предназначены для фрезерования шпоночных канавок (пазов) на валах. Шпоночные фрезы имеют два режущих зуба с торцовыми режущими лезвиями. Режущая часть шпоночных фрез может быть изготовлена из быстрорежущих сталей (Р12, Р6МЗ, Р6М5К5, Р9К10 и др.), может быть оснащена пластинами из твердых сплавов (Т15К6, Т5К10, ВК5, ВК8 и др.). Хвостовик изготовляют из конструкционных сталей. Дисковые фрезы предназначены для фрезерования пазов с небольшими допусками на размер паза. Они могут такжеприменяться для фрезерования уступов, канавок и др. Этот тип фрез изготавливается чаще всего с тремя режущими кромками (по периферии и по торцам) – трехсторонние фрезы. Иногда по заводским нормалям изготавливаются и двусторонние фрезы (по периферии и одному из торцов). Дисковые фрезы также могут быть цельные и со вставными ножами из инструментальных сталей, твердых сплавов, ГОСТ 16229 – 78 и ГОСТ 6469 – 69.
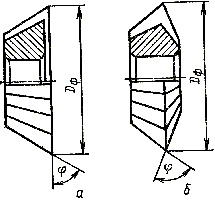
Рис. 2.48. Угловые фрезы: а – одноугловая; б – двухугловая
Угловые фрезы предназначены для обработки угловых канавок, пазов, скосов, винтовых канавок и т. п. Угловые фрезы подразделяют на одноугловые (рис. 2.48, а) и двухугловые (рис. 2.48, б). Угловые насадные фрезы выполняют по ГОСТ 1695 – 80Е. Одноугловые фрезы имеют угол j, равный 45, 60, 70, 80, 85, 90, 100, 105, 110 и 120', диаметр 40 – 80 мм, ширину 8 – 20 мм. Двухугловые имеют j, равный 55, 60, 65, 75, 85, 90 и 100. Угловые фрезы изготовляют из быстрорежущих сталей Р12, Р6М5, Р9К10, Р14Ф4 и др. Существуют фасонные фрезы для фрезерования канавок и профилей различной конфигурации (ГОСТ 9305 – 69), фрезы для обработки Т-образных пазов (ГОСТ 7063 – 73, ГОСТ 10673 – 75), прорезные, отрезные, резьбовые и др. 2.4.5. Фрезерные станки, приспособления и вспомогательный инструмент, применяемый при фрезеровании В зависимости от условий производства идля обработки заготовок различного вида могут использоваться различные фрезерные станки. Они могут быть подразделены на станки общего назначения и специальные. К станкам общего назначения относятся: консольно-фрезерные (вертикально-фрезерные, горизонтально-фрезерные, универсальные и широкоуниверсальные станки); бесконсольно-фрезерные (с неподвижной или поворотной шпиндельной головкой, с круглым столом, с копировальным устройством); продольно-фрезерные (одностоечные горизонтальные или вертикальные); двухстоечные с двумя или более шпинделями; карусельно-фрезерные (с одним или более шпинделями). К специальным станкам относятся копировально-фрезерные, шлице- и шпоночно- фрезерные, барабанно-фрезерные, фрезерные станки с ЧПУ и др. В основу классификации станков фрезерной группы положены следующие признаки: положение оси шпинделя, выполняемые операции, конструктивные особенности, наличие программного управления и др. Среди станков общего назначения различают несколько типов станков. Вертикально-фрезерные станки предназначены для выполнения различных фрезерных операций. Отличительные особенности этих станков – вертикальное положение оси шпинделя и наличие подвижной консоли, на которой расположены салазки и стол. Стол, на котором закрепляют обрабатываемую заготовку, имеет продольное перемещение по направляющим салазок. Салазки перемещаются вместе со столом в поперечном направлении по направляющим консоли, которая, в свою очередь, перемещается по направляющим станины. Заготовка может таким образом перемещаться в трех взаимно перпендикулярных направлениях. Коробка подач смонтирована в консоли. На вертикально-фрезерных станках используют в зависимости от выполняемых операций фрезы почти всех видов (фрезерные головки, концевые, модульные и др.). Инструмент устанавливают либо на оправках с коническим хвостовиком, закрепляемым в шпинделе, либо в цанговых патронах. На вертикально-фрезерных станках выполняется встречное фрезерование; при наличии устройства, компенсирующего зазор между винтом и гайкой механизма продольной подачи, возможно и попутное фрезерование. Горизонтально-фрезерные консольные станки также предназначены для фрезерования различных поверхностей: горизонтальных, наклонных и фасонных, уступов, пазов, фасонных поверхностей и др. Ось шпинделя станков этого типа горизонтальна. Движения подачи те же, что движения подачи заготовки на вертикально-фрезерном станке. Универсальные станки этого вида имеют следующую отличительную особенность: стол их может поворачиваться относительно вертикальной оси на ±45°, что позволяет обрабатывать винтовые канавки на цилиндрических поверхностях с использованием делительной головки. Широкоуниверсальные фрезерные станки имеют различные варианты установки шпинделя: в горизонтальном, вертикальном и наклонном положениях в двух взаимно перпендикулярных плоскостях. На широкоуниверсальных фрезерных станках могут быть использованы фрезы различных типов – цилиндрические, дисковые, торцовые головки и др. – для обработки средних по размерам заготовок в условиях единичного и мелкосерийного производства. Эти станки оснащают большим набором приспособлений: круглыми столами, делительными головками, специальными приспособлениями. К специальным фрезерным станкам относят копировальные станки. Эти станки предназначены для обработки сложных контуров концевыми фрезами по копиру. Различают контурное и объемное копировальное фрезерование. Контурное фрезерование применяют для обработки замкнутых профилей с прямолинейной образующей (кулачки, шаблоны и т, п.), объемное – для получения сложных объемных поверхностей (пресс-формы, лопатки турбин и др.). На фрезерных станках широко применяется различный вспомогательный инструмент. Конструкция его зависит от крепежно-присоединительной части фрезы и конструктивных особенностей шпинделя. Например, фрезы, имеющие цилиндрический хвостовик, закрепляют в цанговых патронах, а фрезы, имеющие конический хвостовик, – непосредственно в шпинделе или через переходную конусную втулку. Конец отверстий шпинделей фрезерных станков имеет конус Морзе № 3, 4, 5, некоторые станки имеют передний конец шпинделя с конусностью 7:24. Конус 7:24, при котором угол конусности превышает угол трения, не способствует удержанию инструмента, поэтому применяется дополнительное крепление длинной шпилькой, резьбовая часть которой входит в резьбовое отверстие хвостовика оправки или инструмента. Для закрепления и установки заготовок на столе фрезерных станков используют различные универсальные приспособления: тиски различных конструкций, круглые столы, делительные головки, различные зажимные устройства. В условиях серийного производства применяют специальные гидро- или пневмозажимные устройства, позволяющие одновременно зажимать группу заготовок. Для деления круглых заготовок на равные и неравные части применяют специальные приспособления – делительные головки. С помощью универсальной делительной головки можно точно поворачивать заготовку на заданный угол, делить деталь на равные части и производить нарезание винтовых канавок.   Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор...  Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все...  ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 ,
,
 см3/ч
см3/ч
 мм, l2 = (1... 5) мм. При симметричном фрезеровании торцовыми и концевыми фрезами (рис.2.40)
мм, l2 = (1... 5) мм. При симметричном фрезеровании торцовыми и концевыми фрезами (рис.2.40)  мм, 12= (1...6) мм. При несимметричном фрезеровании торцовыми и дисковыми фрезами (рис. 2.41)
мм, 12= (1...6) мм. При несимметричном фрезеровании торцовыми и дисковыми фрезами (рис. 2.41)  мм, l2 = (1...4) мм. Все остальные виды фрезерования могут' быть рассмотрены как частные перечисленных выше, и l 1, l 2могут определяться аналогично в каждом конкретном случае.
мм, l2 = (1...4) мм. Все остальные виды фрезерования могут' быть рассмотрены как частные перечисленных выше, и l 1, l 2могут определяться аналогично в каждом конкретном случае.