|
|
Реактор для каталитической очистки газов ИнститутаКатализа им. Г.К.Борескова СО РАН турбулизирующими перегородками 7. В каждой камере на колосниковых решетках 8 размещен слой интертной насадки 9 (например, кольца Рашига) и сверху насадки - слой катализатора 10. Сверху каждой камеры, над слоем катализатора размещены съемные пакеты электронагревателей в виде ТЭНов, размещенных в кассетах, в каждой из которых, снизу и в торце, имеются окна 12 для прохода газа, остальное сечение реактора перекрыто глухой перегородкой 13. В верхней камере II крышка 3 экранирована от теплопотерь дополнительной перегородкой 14. Для селективной каталитической очистки газов от оксидов азота в середине смесителя 6 установлен коллектор-распылитель газа 16 с отверстиями, соединенный трубопроводом 15 со штуцером 17 подвода восстановителя (аммиака, аммиачной воды). Для каталитической очистки газов от органических и других примесей установка деталей 15, 16 и 17 не требуется [48]. При этом достигаемый технический результат заключается в снижении металлоемкости и стоимости реактора, уменьшении теплопотерь в окружающую среду и, как следствие, уменьшении количества тепла, подводимого в зону реакции. Перед пуском слои катализатора и прилегающую к ним часть инертной насадки нагревают до 280-380oС путем подачи атмосферного воздуха попеременно через штуцеры 2 в камеруI, затем подают отходящий газ с температурой 60-80oС. В первом полуцикле холодный очищаемый газ, проходя через слой инертной насадки 9 и слой катализатора 10, в камере I нагревается, как в регенеративном теплообменнике до температуры, при которой реакция селективного восстановления протекает с достаточно высокой скоростью при 280-380oС. Одновременно в газовый поток, содержащий оксид азота, через распылительный коллектор 16 подают восстановитель, который по ходу потока перемешивается в смесителе 6, затем через пакеты нагревателей 11 и окна 12 реакционная смесь дополнительно перемешивается и поступает в камеру II на слой катализатора 10, где оксиды азота окончательно восстанавливаются, тепло прореагировавшей смеси поглощается в инертной насадке 9, после чего смесь через боковой штуцер 2 выходит из аппарата в атмосферу. Через определенный промежуток времени направление движения очищаемого газового потока изменяют на противоположное (второй полуцикл) и реакционная смесь проходит тот же путь, но в обратном направлении (на рис.1 показан штриховыми стрелками).По истечении заданного промежутка времени направление подачи холодного газа опять меняют на противоположное, осуществляя тем самым непрерывную работу реактора в так называемом нестационарном режиме. При этом количество вводимого в реакционную смесь тепла регулируется нагревателями 11 в зависимости от концентрации примесей в очищаемом газе. Ректор селективной каталитической очистки газов от оксидов азота (рис.1) имеет следующие характеристики; ●Производительность по газу 5-10 тыс.м3/ч. ●Количество катализатора АВК-10 -6 м3 (5,4 т). ●Количество инертной насадки -14 м3 (9,8 т). ●Концентрация оксидов азота 2-3 г/м3, ●Температура нитрозных газов 20-30oС, ●Температура газа в аппарате: - максимальная, в зоне реакции, 450oС, - рабочая, в слое катализатора, 320-350oС, - на входе-выходе газа в аппарат переменная в течение полуцикла 20-200oС, - начала химической реакции 180-200oС. ●Расчетное гидравлическое сопротивление 400 мм вод.ст. ●Суммарная расчетная мощность электронагревателя 56 кВт. Предлагаемая конструкция реактора более компактна, что снижает теплопотери в окружающую среду. Металлические стенки корпуса в каждом сечении по периметру испытывают одинаковые температурные напряжения.
Синхронное образование материала и формообразование Прототипа детали
Можно выделить в отдельную группу получение изделий машиностроения обработкой не материалов, а сырья для них. Разработаны технологии, при которых синхронно протекают стадии образования материалов и стадии получения изделий с определенными формами. Одно из крупных направлений - «порошковая металлургия». Данный метод позволяет получать широкий спектр изделий из черных, цветных металлов, а также полимерных материалов. Созданы технологии стереолитографии (SLA-технология) и ее вариант FTI-технология, которые воплощают единство формообразования с компьютерным высокоинтеллектуальным управлением химическими реакциями образования полимеров из мономеров. Она способна давать как товарную продукцию, например, полимерные сосуды, клапаны для хирургических операций и т.п., так и образцы мастер-моделей. Применение этой технологии позволяет многим крупным автомобильным компаниям получать весьма значительную прибыль за счет экономии путем повышении темпа проведения проектных работ, включая стадии создания мастер-моделей. Лазерная стереолитография --это технология изготовления прототипов деталей по данным трехмерной компьютерной модели путем послойного отверждения жидкого фотополимера под воздействием луча лазера. Термин «стереолитография» был введен Ч.Халлом – основателем фирмы 3D Systems. Стереолитография позволяет получать наиболее точные и наиболее сложные модели, а используемые в технологии SLA материалы обладают рядом преимуществ: прочность, прозрачность, влагостойкость, легкость обработки поверхности, возможность склейки и покраски. Лазерная стереолитография позволяет за считанные часы получать прототип детали любой сложности. Максимальный размер цельной детали 350х350х350. При изготовлении более крупного прототипа проводят членение компьютерной модели на элементы с габаритами не более указанных выше и последущую их сборку (склейку) после изготовления. Стадии процесса: создание геометрической модели изделия→ послойное представление изделия на основе математической модели → подготовка управляющей программы в виде цифрового кода для работы лазерной установки→передача сигналов управляющей программы в лазерную установку. Принцип работы: лазерный луч засвечивает фотополимер снизу через прозрачное дно сосуда. После образования первого твердого слоя (верхний слой изделия) его поднимают на толщину следующего слоями. Так постепенно, слой за слоем, формируют модель. Схема установки SLA (cтереолитографии) приведена на рис.10.5. Стереолитографические модели позволяют: ●оценивать конструкцию и внешний вид разрабатываемых изделий; ●проверять собираемость и работоспособность конструкций; ●использовать их в качестве выжигаемых моделей для литья металлических деталей (QuickCast-технология); ●применять как мастер-модели при изготовлении оснастки для производства опытных образцов (эластичные силиконовые, металополи- мерные формы для литья пластмасс и восковых моделей); ●использовать в качестве элементов технологической оснастки (форм для литьевых легкоплавких материалов: воск, гипс, литьевые смолы).
Рис.10.5.Принципиальная схема установки SLA-стереолитографии
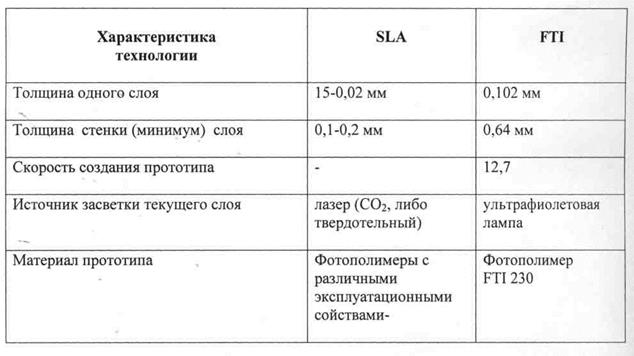
Особенностью стереолитографии является наличие поддерживающих структур, что позволяет: ●обеспечить равномерность толщины слоя вне зависимости от возможной деформации платформы; ●стабилизировать выступы, консоли на краях модели; ●предотвратить расслаивание в сложных участках модели; ●обеспечить простоту извлечения модели из ванны. DSM Somos, американский филиал голландской химической компании DSM, специализирующийся на материалах для быстрого прототипирования, (синоним стереолитографии) представил два новых сорта смолы для стереолитографии. Утверждают, что материал «Somos 9110» имеет многие из механических свойств полипропилена, включая прочность и оптические характеристики. Сорт «10120 WaterClear», наоборот, схож с поликарбонатом во многих из его свойств, особенно прозрачности. Согласно DSM Somos, отдельные семейства изделий фотополимера эпоксидной смолы составлены из материалов, специально подготовленных для различных коммерческих платформ стереолитографии. Технология FTI (film transfer imaging – послойный перенос изображения за счет формирования пленочного слоя). FTI-технология является модифицированной технологией классической технологии стереолитографии (быстрого прототипирования), вышла на рынок с середины 2009 г. и запатентована фирмой 3D Systems. Эта технология реализована в 3D-принтерах серии VFlash©. Отличительная особенность технологии FTI заключается в применении как модельного материала и материала поддерживающих структур – специального фотополимера, отличающегося по химическому составу от фотополимеров, применяемых для создания прототипов по технологии стереолитографии (рис.10.6. и табл.10.1.).
Рис.10.6.Схема FTI-технологии послойного построения модели Принцип создания моделей (технология компании 3D Systems) состоит в послойном отверждении полимерного материала в свете ультрафиолетовой лампы. Засветку текущего слоя полимера осуществляют в соответствии с рабочим файлом 3D-модели. Отверждение жидкого полимера выполняют избирательно только в тех местах текущего слоя, которые соответствуют выращиваемому сечению 3D-модели. Напротив, та часть слоя жидкого полимера, которая находится за пределами текущего сечения 3D-модели, остается неотвержденной и может быть использована еще раз. Далее действие повторяется и так до тех пор, пока не будет сформирован последний слой модели (прототипа). Программа подготовки рабочего файла модели позволяет ориентировать модель на рабочем столе установки для быстрого прототипирования; Таблица10.1.Сравнительная оценка стерео литографии (SLA) и технологии FTI:
разбивает ее на слои и рассчитывает путь перемещения платформы, на кото- рой формируется прототип. Толщина слоя составляет 0,08-0,1 мм и является фиксированной величиной. Особенности технологии FTI: ●наличие поддерживающих структур; ●прототип формируют в верхней части установки, а не в нижней части как это предусмотрено при реализации стереолитографии. Поддержки генерируются автоматически для нависающих элементов модели. На завершающем этапе обработки прототипа поддержки удаляются. Вопросы для самостоятельное работы 1. Какое оборудование производит машиностроение для обеспечения технологий обезвреживания и рециклинга использованных промышленных изделий, сточных вод, выбросов в атмосферу, загрязненных почв. 2. Каким требованиям должно отвечать оборудование для современных мусоросортировочных предприятий и мусоросжигающих заводов. 3.Какую роль сыграло машиностроение для создания промышленного производства аммиака. 4. Как способы получения моделей методами стереолитографии способствуют повышению уровня техносферной безопасности.
  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор...  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|