|
|
ГОРИЗОНТАЛЬНА ЦЕНТРИФУГА З НОЖОВИМ ПРИСТРОЄМ ДЛЯ ВИДАЛЕННЯ ОСАДУСтр 1 из 5Следующая ⇒ БАТАРЕЙНИЙ ЦИКЛОН
Для очищення великих кількостей запилених газів замість циклона великого діаметра застосовують кілька циклонних елементів значно меншого діаметра (їх монтують в одному корпусі). Такі циклони називаються батарейними циклонами, чи мультициклонами. На мал. 1 показаний батарейний циклон, що складається з паралельно працюючих циклонних елементів, змонтованих у загальному корпусі 1. Запилений газ через вхідний патрубок 2 попадає в газорозподільну камеру 3, обмежену трубними гратами 4, у яких герметично закріпленні циклонні елементи 5. Газ рівномірно розподіляється по окремих елементах, дія яких заснована на тім же принципі, що і робота звичайних циклонів. Очищений газ виходить з елементів у загальну камеру і видаляється через патрубок 6. Пил збирається в конічному днищі (бункері) 7.
Мал. 1. Батарейний циклон: 1 – корпус циклона; 2 – вхідний патрубок; 3 – горизонтальна камера; 4 – трубні фати; 5 – циклонні елементи; 6 – вихідний патрубок для очищення газу; 7 – конічне днище (бункер).
Пристрій циклонних елементів показаний на мал.. 2. Газ надходить в елементи не тангенціально, а зверху через кільцевий простір між корпусом 1 і вихлопною трубою 2. У кільцевому зазорі встановлено лопатевий пристрій, що закручує, у виді «гвинта» (мал. 2, а), що має дві лопати, нахилені під кутом 250 чи розетки (мал. 2, б) з вісьма лопатками, розташованими під кутом 250 чи 300. За допомогою такого пристрою забезпечується обертання газового потоку. Пил з елемента засипається через патрубок для відводу пилу 4 у загальну пило збірну камеру апарату. Широко розповсюджені батарейні циклони, що виготовляються з нормалізованими елементами діаметром 100, 150 і 250 мм; вони розраховані на очищення газів зі змістом пилу 0.05 – 0.1 кг/м3. Ступінь очищення газу в батарейних циклонах трохи відрізняється від ступеня очищення його в звичайних циклонах і складає 65 – 85% (для частинок діаметром 5 мкм), 85 – 90% (для частинок діаметром 10 мкм) і 90 – 95% (для частинок діаметром 20 мкм).
А б Мал. 2. Елементи батарейного циклона: а – елемент з пристроєм, що закручує, «гвинт»; б – елемент з пристроєм, що закручує, «розетка»; 1 – корпус елемента; 2 – вихлопний патрубок; 3 – пристрій, що закручує; 4 – патрубок для відводу пилу.
Для нормальної роботи батарейного циклону необхідно, щоб усі його елементи мали однакові розміри, а газ, що очищається – рівномірно розподілявся між елементами. У цих умовах гідравлічний опір елементів буде однаковим. Батарейні циклони доцільно застосовувати, пил, що коли уловлюється, має достатню сипкість і виключена можливість присипання до стінок апарату, що ускладнювало б очищення елементів. Батарейні циклони зазвичай використовують, коли витрати запиленого газу великі і застосування декількох звичайних циклонів менш економічне. Циклони усіх видів відрізняються простотою конструкції (не мають частин, що рухаються) і можуть бути використані для очищення хімічно активних газів при високих температурах. У порівнянні з апаратами, у яких відділення пилу здійснюється під дією сил ваги чи інерційних сил, циклони забезпечують більш високий ступінь очищення газу, більш компактні і вимагають менш капітальних витрат. До недоліків відносяться: порівняно високий гідравлічний опір (400 – 700 н/м2, чи 40 – 70 мм вод. ст.), невисокий ступінь уловлювання частинок розміром менше за 10 мкм (70 – 95%), механічне стирання корпуса апарату частками пилу, чутливість до коливань навантаження по газу. У циклонах рекомендується уловлювати частинки пилу розміром більше 10 мкм.
ПИЛООСАДЖУЮЧА КАМЕРА Очищення газів від пилу під дією сил ваги роблять у пило осаджуючих камерах (мал. 1). Запилений газ надходить у камеру 1, усередині якої встановлені горизонтальні перегородки (полки) 2. Частки пилу осідають з газу при його русі між полками, відстань між якими звичайно складає - 0,1 – 0,4 м. При такій невеликій висоті каналів між полками зменшується шлях часток пилу, що осаджуються. Разом з тим наявність полиць дозволяє збільшити ефективну поверхню осадження часток. Зменшення шляху часток і збільшення поверхні осадження сприяють зменшенню часу осадження і, одже, підвищенню ступеня очищення газу і продуктивності камери. Однак швидкість потоку газу в камері обмежена тим, що частки пилу повинні встигнути осісти до того, як вони будуть винесені потоком газу з камери.
Мал. 1. Пило осаджуюча камера: 1 – камера; 2 – горизонтальні перегородки (полки); 3 – відбивна перегородка; 4 – двері.
Газ, пройшовши полки, обгинає вертикальну відбивну перегородку 3 (при цьому з нього осаджується під дією сил інерції додатково деяка кількість пилу) і віддаляється з камери. Одночасно відбивна перегородка сприяє більш рівномірному розподілу газу між горизонтальними полками камери, тому що в цьому випадку гідравлічний опір каналів між ними однаково. Пил, що осів на полках, періодично видаляється з них вручну спеціальними шкребками через двері 4 у боковій стінці або змивається водою. Для безупинного очищення газу від пилу камеру поділяють на два самостійних відділення або встановлюють дві паралельна працюючі камери. В одному відділенні (чи в одній камері) відбувається очищення газу, у цей же час інше відділення (камера) очищається від осілої в ньому пилу. Під дією сили ваги вдається досить повно виділити з газу лише великі частки пилу. Тому пило осаджуючі камери використовують тільки для попереднього, грубого очищення газів, що містять частки пилу великих розмірів (>100 мкм). Ступінь очищення газу від пилу в цих апаратах звичайно не перевищує 30 – 40%. В даний час пило осаджуючі камери через їхню велику громіздкість і порівняно малу ефективність витісняються іншими апаратами, у яких застосовуються більш вдосконалені способи очищення газу.
НУТЧ-ФІЛЬТР Одна з конструкцій нутра, що працює під тиском не більш 3 ат. Показана на мал.1. Нутч складається з корпуса 1 із сорочкою 2, знімної кришки 3 і дена, що переміщається 4; фільтрувальна перегородка 5, розташована на опорній перегородці 6, являє собою тканину або шар волокон (в останньому випадку над перегонкою 5 розміщують захисну сітку 7). Над фільтрувальною перегонкою знаходиться кільцева перегородка 8 висотою 150 мм, що підтримує осад під час його вивантаження. Обидві перегородки укріплені на дні нутра, що для видалення осаду опускається на 200 мм і повертається на такий кут, щоб осад можна було зняти з фільтрувальної перегонки вручну. Для подачі суспензії і стиснутого повітря служать штуцера 9 і 10, для видалення фільтрату – штуцер11; фільтр постачений також запобіжним клапаном 12
Мал.1 Нутч, що працює під тиском до 3 атм 1 – корпус; 2 – сорочка; 3 – знімна кришка; 4 – дно, що переміщається; 5 – фільтрувальна перегородка; 6 – опорна перегородка; 7 – захисна сітка; 8 – кільцева перегонка; 9 – штуцер для подачі суспензії;10 – штуцер для падачі стиснутого повітря; 11 – штуцер для видалення фільтрату; 12 – запобіжний клапан
У найпростішому випадку цикл роботи на описаному нутчі складається з наступних операцій: наповнення нутра суспензією, розділення суспензії під тиском стиснутого газу, видалення осаду із фільтрувальної перегородки і регенерація останньої. Такі нутчі мають діаметр до 1 м і місткість до 0,5 м3. Достоїнством усіх нутчів є можливість рівномірного і повного промивання осаду, оскільки промивна рідина може бути рівномірно розподілена по всій його поверхні в необхідній кількості. Загальний недолік нутчей – відносно велика займана ними площа приміщення, щ приходиться на 1 м2 поверхні фільтрування. В даний час зберегли значення лише порівняно невеликі нутчі, що використовуються для лабораторних і напівзаводських робіт, а також для розділення суспензій у виробництвах малої потужності.
БАРАБАННИЙ ФІЛЬТР Серед фільтрів безупинної дії найбільш поширені барабанні вакуум-фільтри. Схема такого фільтра представлена на мал.1. Фільтр має обертовий циліндричний перфорований барабан 1, покритий металевою хвилястою сіткою 2, на якій розташовується тихорецька фільтруюча перегородка 3. Барабан на 30-40% своїй поверхні занурений в суспензію. Оскільки в даному фільтрі напрямок осадження твердих часток протилежно напрямку руху фільтрату, у кориті 6 для суспензії встановлена хитка мішалка 7, що підтримує її однорідність.
Мал.1. Барабанний вакуум-фільтр 1 – перфорований барабан; 2 – хвиляста сітка; 3 – фільтрувальна перегородка; 4 – осад; 5 – ніж для знімання осаду; 6 – корито для суспензії; 7 – мішалка; 8 – пристрій для підведення промивної рідини; 9 – камери барабана; 10 – сполучні трубки; 11 – обертова частина розподільної голівки; 12 – нерухома частина розподільної голівки
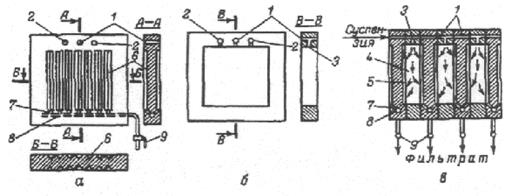
Барабан розділений радіальними перегородками на ряд ізольованих друг від друга камер 9. Кожна камера з’єднується трубою 10 з різними порожнинами нерухомої частини 12 розподільної голівки. Завдяки цьому при обертанні барабана 1 камери 9 у визначеній послідовності приєднуються до джерел вакууму і стиснутого повітря. У результаті при повному обороті барабана кожна камера проходить кілька зон, у яких здійснюються процеси фільтрування, промивання осаду та інші. Зона I - фільтрування й отосу фільтрату. Тут камера стискається із суспензією. У цей час камера з’єднана з джерелом вакууму. Під дією вакууму фільтрат проходить через фільтрувальну тканину, сітку і перфорацію барабану усередину камери і через трубу виводиться з апарату. На зовнішній поверхні барабана, покритого фільтрувальною тканиною, утвориться осад 4. Зона II – промивання осаду й отосу промивних вод. Тут камера, що вийшла з корита із суспензією, також з’єднана з джерелом вакууму, а на осад за допомогою пристрою 8 подається промивна рідина. Вона проходить через осад і по трубі виводиться з апарата. Зона III – знімання осаду. Потрапивши в цю зону, осад спочатку підсушується вакуумом, а потім камера з’єднується з джерелом стиснутого повітря. Повітря не тільки сушить, але й розпушує осад, що полегшує його наступне видалення. При підході камери з просушеним осадом до ножа 5 подача стиснутого повітря припиняється. Осад падає з поверхні тканини під дією сили тяжіння. Ніж служить в основному направляючою площиною для шару осаду, що відокремлюється від тканини. Зона IV - очищення фільтрувальної перегородки. У цій зоні фільтрувальна тканина продувається стисненим повітрям або водяною парою і звільняється від твердих часток, що залишилися на ній. Після цього осередку з регенерованою тканиною знову входять у корито із суспензією, і весь цикл операцій повторюється. Таким чином, на кожній ділянці поверхні фільтра всі операції проводяться послідовно одна за іншою, але ділянки працюють незалежно, і тому в цілому операції проводяться одночасно, тобто процес проходить безупинно. Це одне з достоїнств даного фільтра. Серед інших слід зазначити простоту обслуговування, можливість фільтрування суспензій з великим вмістом твердої фази, гарні умови для промивання осаду. До недоліків фільтра відносяться порівняно невелика питома поверхня фільтрування, відносно висока вартість, складність герметизації, необхідність перемішування суспензії в кориті 6 через протилежний напрямок рухів часток під дією сили тяжіння і фільтрату. ФІЛЬТР-ПРЕСИ Вони відносяться до фільтрів періодичної дії, що працюють під тиском. Напрямки сили тяжіння та руху фільтрату в них перпендикулярні. Одна з розповсюджених конструкцій фільтрпреса схематично зображена на мал. 1. Фільтр являє собою зборку з плит і рам що чергуються, що істотно збільшує робочу поверхню фільтруючої перегородки. Плити мають вертикальні рифлення 6, що запобігають присипанню фільтрувальної тканини до плит і забезпечують дренаж фільтрату. Рама фільтрпреса міститься між двома плитами, утворюючи камеру 4 для осаду. Отвори 1 і 2 у плитах і рамах збігаються, утворюючи канали для проходу відповідно суспензії і промивної води. Між плитами і рамами поміщають фільтрувальні перегородки («серветки») 5. Отвори в серветках також збігаються з отворами в плитах. Стиснення плит і рам здійснюється за допомогою гвинтового або гідравлічного затискачів.
Мал. 1. Фільтрпрес: а – плита; б – рама; в – зборка; 1 – отвори в плитах і рамах що утворять при зборці канал для подачі суспензії; 2 – отвори в плитах і рамах що утворять канал для подачі промивної рідини; 3 – відводи для проходу суспензії усередину рам; 4 – внутрішні простори рам; 5 – фільтрувальні перегородки; 6 – рифлення плит; 7 – канали в плитах для виходу фільтрату на стадії фільтрування промивної рідини – на стадії промивання осаду; 8 – центральні канали в плитах для збору фільтрату або промивної рідини; 9 – крани на лініях виводу фільтрати чи промивної рідини.
На стадії фільтрування суспензія по каналу 1 і відводам 3 надходить у порожній простір (камеру) 4 у середині рами рідина проходить через фільтрувальні перегородки 5, по жолобам рифлень 6, рухається до каналів 7 і далі в канали 8. Звідси фільтрат виводиться через крани 9, відкриті на стадії фільтрування. Після заповнення простору (камери) 4 осадом, подачу суспензії припиняють. Потім починається стадія промивання осаду. Промивна рідина проходить по каналах 2, омиває осад і фільтрувальні перегородки і виводиться через крани 9. По закінчені промивання осад звичайно продувають стисненим повітрям для видалення залишків промивної рідини. Після цього плити і рами розсовують, і осад частково падає під дією сили тяжіння в збірник, встановлений під фільтром. Частину осаду, що залишилася вивантажують вручну. До переваг фільтрпресів відносяться велика питома поверхня фільтрування, можливість проведення процесу при високих тисках (до 1.5 МПа), простота конструкції, відсутність частин, що рухаються в процесі експлуатації, можливість відключення окремих несправних плит з закриттям вихідного крана. Недоліками є ручне обслуговування, неможливість повного промивання осаду, швидкий знос фільтрувальних «серветок» через часте розбирання фільтра і роботи його при підвищених тисках. ДИСКОВИЙ ВАКУУМ-ФІЛЬТР Фільтр являє собою аналог барабанного фільтра, у якому для збільшення поверхні фільтрування встановлені диски з фільтруючими бічними поверхнями (мал. 1). Вертикальні диски 3 насаджені на порожній горизонтальний обертовий вал 2. Кожен диск має по обидва боки рифлену поверхню, покриту фільтрувальною тканиною. Диски приблизно наполовину занурені в корито із суспензією 4. Фільтрат під дією вакууму проходить усередину дисків і по жолобах їхньої рифленої поверхні надходить у порожнину вала. На одному кінці вала мається розподільний пристрій 5 (як і в барабанному вакуум-фільтрі), на іншому – привід 1. Осад, що утворився на поверхні тканини, видаляється за допомогою ножів (на мал. 10-2- не показані).
Мал. 1. Дисковий вакуум-фільтр: 1 – привід; 2 – порожній барабан; 3 – диски з фільтруючими бічними поверхнями; 4 – корито для суспензії; 5 – розподільна голівка.
У таких фільтрах промивання осаду не відбувається, а за зоною фільтрування відразу випливають зони просушки й обдування осаду повітрям. Основними перевагами фільтра є велика питома поверхня фільтрування і можливість заміни дисків, вийшли з ладу. До недоліків варто віднести труднощі герметизації і застосовність в тих випадках, коли осад не вимагає промивання.
ГАЗОВИЙ ПАТРОННИЙ ФІЛЬТР Батарейний фільтр з фільтруючими елементами з твердого пористого матеріалу – патронний фільтр зображен на мал. 1. В якості фільтруючого матеріалу використовують пористу кераміку, пористі пластичні маси, спресовані металічні зерна тощо. Фільтруючі елементи виготовляють або у вигляді труб, або у вигляді з’єднаних одна з іншою деталей, що мають форму зрізаних конусів, з каналом по осі. Газовий потік проходить крізь фільтр, як показано на мал. 1. Зважені в газі частинки осаджуються в порах фільтра і періодично видаляються зворотнім потоком газу або промивкою.
Мал. 1. Газовий патронний фільтр: 1 – кришка; 2 – корпус; 3 – керамічний патрон; 4 – відкидна кришка; 5 – прокладка; 6 – стягуючий болт.
ТРУБЧАСТИЙ ЕЛЕКТРОФІЛЬТР Трубчастий електрофільтр (мал. 1) являє собою камеру 1, у якій розташовані осаджувальні електроди 2, виготовлені з труб діаметром 150 – 300 мм і довжиною 3 – 4 м. По осі труб натягнуті коронуючі електроди 3 із дроту діаметром 1.5 – 2 мм, що підвішені до рами 4, що спирається на ізолятори 5. Для запобігання коливань всі електроди з’єднані знизу рамою 6. Забруднений газ через газохід 7 попадає під грати 8 і рівномірно розподіляється по трубах. Пройшовши електричне поле, газ очищується і виходить через газохід 9. Зважені частинки осаджуються на внутрішній поверхні труб і періодично видаляються.
Мал. 1. Схема трубчастого електрофільтра: 1 – камера; 2 – осаджувальний електрод; 3 – коронуючий електрод; 4 – рама; 5 – ізолятор; 6 – рама; 7 –вхідний газохід; 8 – розподільні фати; 9 – вихідний газохід.
ВАЛКВОВІ ДРОБАРКИ Вихідний матеріал поступає в валкову дробарку (мал. 1), затягується парою обертаючих ся назустріч один одному гладких циліндричних валків 2 в простір між ними і дробиться в основному шляхом розщавлення. Валки розміщені на підшипниках в корпусі 3, причому валок обертається в нерухомо установлених підшипниках, а валок 2 – в сковзуючих підшипниках, які утримуються в заданому положенні (в залежності від потрібної ширини зазору) за допомогою пружини 4. При попаданні в дробарку зайвого предмету високої твердості рухомий валок відходить від нерухомого і предмет випадає з дробарки (при цьому уникається можливість її зіпсування).
Мал. 1. Схема валкової дробарки: 1 – валок з нерухомими підшипниками; 2 – валок з рухомими підшипниками; 3 – корпус дробарки; 4 – пружина.
Валки зазвичай виготовляються з чавуна і футеруються по зовнішній поверхні бандажами з вуглецевої або ізносостійкої марганцевої сталі. Їх окружна швидкість складає 2 – 4.5 м/сек (максимально – не більш 7 м/сек). Зазвичай привідний механізм валкової дробарки складається з двох ремінних передач – на шків кожного валка від окремого двигуна. В промисловості використовуються валкові дробарки, що відрізняються за числом валків (одно-, двох- і чотирьохвалкові), формі і швидкості обертання валків. Так, для дроблення солей та інших матеріалів середньої твердості використовують зубчасті валки, що подрібнюють матеріал в основному розколюванням; для підсилення ізтираючої дії при дробленні в’язких, наприклад глинистих, матеріалів використовують диференціальні валки з великою (до 20%) різницею швидкостей обертання тощо. В деяких тихохідних дробарках (окружна швидкість 2 -3 м/сек) обертання за допомогою ремінної передачі передається ведучому валку і передається залежному через зубчату передачу. Валкові дробарки компактні і надійні в работі, в наслідок однократного стискання матеріал не перероблюється і має мало мілких частинок. Ці дробарки найбільш ефективні для дроблення матеріалів помірної твердості (ступінь дроблення і = 10 – 15, для твердих матеріалів і <3 – 4). Найбільший розмір кусків матеріалу що дробляться в валковій дробарці залежить від діаметру валків і простору між ними. Кут захвату, утворений дотичними до поверхні валків в точках дотикання з куском дроби мого матеріалу, не повинен перевищувати 300. Відповідно діаметр гладких валків повинен бути приблизно в 20 разів більше діаметра куска дроби мого матеріалу. Зубчаті валки можуть захватити куски матеріалу розміром ½ і навіть 2/3 діаметру валків. БІГУНИ Бігуни (мал. 1) складаються з катків 1, закріплених на півосях 2, шарнірно з’єднаних з водилом 3, центрального вала 4, що опирається на підп’ятник 7 і через втулку на чашу 5. Водило 3, обертаючись, затягує за собою катки, змушуючи їх бігати (звідси назва бігуни) по дну чаші. Сировина подається в чашу, де перемелюється катками до потрібного розміру. В процесі дроблення матеріал доцентровими силами зсувається до зовнішньої стіни чаші. Для повертання його знову під катки використовують спеціальні скребки. В бігунах матеріал подрібнюється шляхом розщавлення і стирання. В цій машині обидва способи доповнюють один одного. Розщавлення кусків відбувається постійним обертанням катків відносно вертикальної осі. Точки по ширині ободу відносно центрального вала будуть мати різні швидкості в залежності від радіуса їх руху.
Мал. 1. Бігуни: 1 – катки; 2 – півосі катків; 3 – водило; 4 – центральний вал; 5 – чаша; 6 – конічна пара; 7 – підп’ятник; 8 – скребки.
Каток постійно обертається відносно своєї вертикальної осі і розтирає матеріал. На бігунах можна отримати продукт подрібнення з розмірами частинок, не перевищуючими 40 мкм. До з’явлення барабанних млинів бігуни були широко застосованими подрібнювачами у багатьох галузях промисловості, в тому числі і хімічній. В дійсний час їх роль декілька знизилась, але там, де подрібнюють в’язкі матеріали і компанують подрібнення з перемішуванням, вони застосовуються.
МОЛОТКОВІ ДРОБАРКИ Молоткова дробарка (мал. 1) складається з корпуса, футерованого стальними плитами 2. На обертаючому ся горизонтальному валу 3 насаджені диски 4, між якими шарнірно підвішені молотки 5. Матеріал під дією ударів швидко-обертаючихся (з окружною швидкістю 30 – 55 м/сек) молотків. Дроблення відбувається також при ударах кусків матеріалу, відкидуємих молотками, о плити 2. Нарешті, матеріал додатково подрібнюється шляхом удару, розщавлення і деякого стирання на колосниковій решітці 6, через яку подрібнений матеріал розвантажується, падаючи вниз. Ступінь подрібнення І – 10 – 15. Молотки, плити і решітка виготовляються з вуглецевої сталі (з твердосплавними наплавками) або з марганцевої сталі. Крім одно роторних молоткових дробарок (мал. 1) використовують двох роторні (з двома валами) для яких ступінь подрібнення досягає 30 – 40. Випускаються також дробарки з жорстко закріпленими молотками, а також з декількома паралельними рядами молотків (багаторядні дробарки). Молоткові дробарки використовують і для крупного дроблення. Вони відрізняються високою продуктивністю (на одиницю ваги машин), зниженими витратами енергії на дроблення і високою ступінню подрібнення у порівнянні зі щоковими і конусними дробарками. Недоліками молоткових дробарок є значний знос молотків і плит, складність монтажу (балансировка ротора). Молоткові дробарки широко застосовуються для подрібнення крихких, волокнистих та інших матеріалів, а також матеріалів помірної твердості і малої абразивності (вугілля, гіпс, вапняк тощо). При подрібненні глинистих і в’язких матеріалів молоткові дробарки працюють без колосникової решітки, що призводить до деякого недоподрібнення матеріалу.
Мал. 1. Одно роторна молоткова дробарка: 1 – корпус; 2 – відбійна плита; 3 – вал; 4 – диск; 5 – молотки; 6 – колосникова решітка.
ЩОКОВІ ДРОБАРКИ В щоковій дробарці (мал. 1) матеріал подрібнюється шляхом розщавлення разом з розколюванням і вигином між нерухомою 1 і рухомою 2 щоками. Рухома щока 2 зближується (при робочому ходу) або відходить (при холостому ходу) від нерухомої щоки 1 при обертанні ексцентрикового вала 3. Під час робочого ходу відбувається дроблення, а під час холостого – вигризка дробленого матеріалу вниз під дією власної ваги. Щоці 2 рух передається шатуном 4, рухоме з’єднаним з ексцентриковим валом 3, і двома шарнірно закріпленими розпірними плитами – передньою 5 і задньою 6. Тяга 7 и пружина 8 створюють в рухомій системі натягнення і сприяють холостому ходу рухомої щоки. Шляхом взаємного переміщення клинів 9 регулюється ширина випускного отвору і, значить, ступінь подрібнення. В залежності від розміщення осі рухомої щоки розрізняють щокові дробарки з верхнім і нижнім підвісом цієї щоки. При верхньому підвісі щока що качається має найбільший розмах поблизу місця виходу дробленого продукту, ширина розвантажувального отвору при цьому змінна. Нижній підвіс (вісь рухомої щоки у розвантажувального отвору) забезпечує постійну ширину розвантажувального отвору, що гарантує визначену максимальну крупність куска в дробленому продукті, але зменшує продуктивність таких дробарок у порівнянні з дробарками з верхнім підвісом рухомої щоки. На мал. 2 представлений загальний вигляд щокової дробарки з верхнім підвісом рухомої щоки. Дробарки цього типу найбільш широко застосовуються в промисловості. Корпус 1 дробарки, передня стінка якого є нерухомою щокою, виконується зазвичай зі стального лиття, а щоки футеруються стальними плитами 2 з рифленою робочою поверхнею. Ці плити найбільш сильно зношуються, внаслідок чого вони виконуються з’ємними и виготовляються з стійкого до зношення матеріалу (литої марганцевої або хромованої сталі).
Мал. 1. Схема щокової дробарки з верхнім Мал. 2. Загальний вигляд щокової підвісом щоки: дробарки: 1 – нерухома щока; 2 – рухома щока; 1 – корпус; 2 – змінні плити; 3 – ексцентриковий вал; 4 – шатун; 3 – розпірні плити; 4 – вкладиш; 5 – передня розпірна плита; 6 – задня 5 – регулювальні клини; розпірна плита; 7 – тяга; 8 – пружина; 6 – маховик. 9 – регулювальний клин
Дробляче зусилля в дробарці передається через плити 3. Тому вкладиші 4, до яких входять кінці плит, робляться змінними з матеріалу великої твердості. Задня розпірна плита використовується для запобігання поломок дробарки від падіння в робочий простір недробимих предметів. Ця плита виготовляється з заниженою прочністю і ламається при попаданні в дробарку випадкових металевих предметів, після чого вона підлягає заміні. За допомогою клинів 5 регулюється ширина загрузочного отвору (в дробарках великих розмірів регулювання відбувається заміною розпірних плит). Щокові дробарки приводяться в рух від електродвигуна через клинопасову передачу і маховик 6. Щокові дробарки, описані вище, є машинами з простим качанням рухомої щоки. В деяких конструкціях дробарок рухома щока не тільки наближається до нерухомої і відходить від неї, але й під час робочого ходу ще й рухається вниз, в сторону розгрузки матеріалу (виконує складний рух). При цьому відбувається не тільки розщавлення, але й стирання матеріалу, за рахунок чого продуктивність цих дробарок у порівнянні з дробарками інших типів декілька збільшується, а витрати енергії зменшуються. Найбільш розповсюджені щокові дробарки з верхнім підвісом або складним рухом рухомої щоки. Дробарки з нижнім підвісом, внаслідок відносно малої продуктивності, використовуються в основному для дослідження. Основні переваги щокових дробарок: простота і надійність конструкції, широка область застосування (для дроблення крупно кускових матеріалів великої твердості є, наприклад, дробарки з розмірами загрузочного отвору 2135 х 3150 мм), компактність і легкість обслуговування. Періодичний характер дії дроблячого зусилля і неповна урівноваженість рухомих мас визиває шум і вібрацію при дробленні і відноситься до недоліків цього типу. Перебої в роботі із-за поломки окремих деталей (наприклад, розпірних плит шатуна), забивання робочого простору матеріалом при нерівномірній його подачі також треба віднести до недоліків щокових дробарок. Основні технологічні характеристики щокових дробарок: кут захвату, швидкість обертання колінчатого (ексцентрикового) валу, продуктивність, споживаюча потужність.
Мал. 3. До розрахунку кута захвату, числа обертів і продуктивності щокової дробарки.
Кут а (мал. 3) між площинами дроблячи щок при їх максимальному зближенні називається кутом захвату. Якщо кут захвату дуже великий, то куски матеріалу можуть виштовхуватись з робочого простору дробарки. При недосить великому куті захвату досягається незначна ступінь подрібнення.
ТРИКОЛОННА ЦЕНТРИФУГА Апарати цього типу відносяться до нормальних відстійних чи фільтруючих центрифуг періодичної дії з вивантаженням осаду вручну. В триколонній фільтруючій центрифузі з верхнім вивантаженням осаду (мал. 1) поділювана суспензія завантажується в перфорований ротор 1, внутрішня поверхня якого покрита фільтрувальною тканиною чи металевою сіткою. Ротор зо допомогою конуса 2 установлений на валу 3, що приводиться в обертання електродвигуном за допомогою клинопасової передачі. Рідка фаза суспензії проходить крізь тканину (сітку) і отвори в стінці ротора та збирається в дні 4 станини, покритому нерухомим кожухом 5, відкіля приділяється для подальшої обробки. Осад, що утворився на стінках ротора, витягається, наприклад за допомогою лопатки, після відкривання кришки кожуха 6.
Мал. 1. Триколонна центрифуга: 1 – перфорований ротор; 2 – опорний конус; 3 – вал; 4 – дно станини; 5 – нерухомий кожух; 6 – кришка кожуха; 7 – станина; 8 – тяга; 9 – стовпчик; 10 – ручне гальмо.
Для пом’якшення впливу вібрацій на фундамент станина 7 з укріпленими на ній ротором, приводом і кожухом підвішена за допомогою вертикальних тяг 8 з кульовими голівками на трьох розташованих під кутом 1200 колонах 9. Це забезпечує деяку волю при вібрації ротора. Центрифуга постачена гальмом, що може бути приведене у дію тільки після зупинки електродвигуна. Триколонні центрифуги виконуються також з ніжним вивантаженням осаду, що більш зручно у виробничих умовах. Розглянуті центрифуги відрізняються невеликою висотою і гарною стійкістю й одержали для проведення тривалого центрифугування.
ПІДВІСНА ЦЕНТРИФУГА Ці центрифуги також відносяться до числа нормальних відстійних чи фільтруючих центрифуг періодичної дії з вертикальним ротором ф пристроєм для вивантаження осаду.
Мал. 1. Підвісна центрифуга: 1 – трубопровід для подачі суспензії; 2 – ротор із суцільними стінками; 3 – вал; 4 – нерухомий кожух; 5 – штуцер для видалення рідини; 6 – конічна кришка; 7 – сполучні ребра.
На мал. 1 показана підвісна відстійна центрифуга з нижнім вивантаженням осаду. Вихідна суспензія подається по трубопроводу 1 у ротор 2 із суцільними стінками, укріплений ні нижньому кінці вала 3. Верхній кінець вала має конічну чи кульову опору (часто постачену гумовою прокладкою) і приводиться дію безпосередньо з’єднаним з ним електродвигуном. Тверда фаза суспензії, оскільки її щільність більше щільності рідкої фази, відкидається під дією відцентрової сили до стінок ротора й осаджується на них. Рідка фаза розташовується у вигляді кільцевого шару ближче до осі ротора, і в міру того як в зону розділу знову надходять порції суспензії, переливається через верхній край ротора в простір між ним і нерухомим кожухом 4. Рідина віддаляється з центрифуги через штуцер 5. Для вивантаження осаду піднімають на ланцюзі конічну кришку 6 і проштовхують його вручну між ребрами 7, що служать для з’єднання ротора з валом.
ТРУБЧАСТА СУПЕРЦЕНТРИФУГА У порівнянні з рідинними сепараторами трубчасті центрифуги мають ротор меншого діаметра (не більш 200 мм), що обертається з більшою швидкістю (число оборотів досягає 45 000 у хвилину). Це дозволяє одержувати в трубчастих суперцентрифугах високий фактор поділу (що досягає 15 000) і розділяти в них дуже тонкодисперсні системи, наприклад освітляти лаки. Для того щоб поліпшити умови поділу таких систем, висота трубчастих центрифуг повинна в кілька разів перевищувати їхній діаметр. Унаслідок цей шлях рідини в роторі подовжується. Трубчасті суперцентрифуги доцільно застосовувати в тих випадках, коли виділений осад повинний містити мінімальну кількість рідкої фази. Низька кінцева вологість осаду досягається завдяки тому, що він значно ущільнюється при високих значеннях фактора поділу. У трубчастих суперцентрифугах зручно обробляти рідини, робота з який вимагає герметизації устаткування, а також проводити процес при практично постійній температурі (підвищеної чи знижений), тому що поверхня теплопередачі в них невелика. Трубчасті суперцентрифуги широко застосовуються для поділу суспензій з незначним вмістом твердої фази, а також для поділу емульсій.
Мал. 1. Схема пристрою трубчастої суперцентрифуги: 1 – кожух; 2 – ротор; 3 – радіальні лопати; 4 – шпиндель; 5 – опора; 6 – шків; 7 – підп’ятник; 8 – труба для подачі суспензії; 9 – отвір; 10 – труба для відводу проясненої рідини.
Схема пристрою трубчастої суперцентрифуги показана на мал. 1. У кожусі 1 розташований ротор 2 із глухими стінками, усередині якого маються радіальні лопати 3, що перешкоджають відставанню рідини від стінок ротора при його обертанні. Верхня частина ротора жорстко з'єднана з конічним шпинделем 4, що підвішений на опорі 5 і приводиться в обертання за допомогою шківа 6. У нижній частині ротора розташований еластичний направляючий підп'ятник 7, через який проходить труба 8 для подачі суспензії. При русі суспензії в роторі нагору на стінках його осідають тверді частки, причому прояснена рідина приділяється через отвори 9 у трубу 10. Після закінчення визначеного часу суперцентрифугу зупиняють і видаляють осад, що нагромадився в роторі. Для розділу емульсій застосовують суперцентрифуги, що відрізняються більш складним пристроєм верхньої частини ротора, що дозволяє окремо відводити розділені рідини. ВІДСТОЙНИЙ ГАЗОХІД
Всі відстійники для пилу являють собою безперервно та на пів безперервно діючі апарати. Газовий потік проходить через апарат безперервно, а пил вивантажується з нього або безперервно, або періодично. Найпростішим відстійником є відстойний газохід – розширена частина газопроводу (мал. 1). Відстойний газохід споряджається перегородками 1 та збірниками пилу 2. Завдяки наявності перегородок газовий потік завихрюється, і виникаючі при цьому центр обіжні сили сприяють осадженню частинок пилу. Із збірників пил вивантажується періодично.
Мал. 1. Відстойний газохід: 1 – перегородка; 2 – збірник пилу.
БАРАБАННІ МЛИНИ Барабанні млини – це машини в яких матеріал подрібнюється всередині корпуса (барабана), що обертається, під дією тіл що подрібнюють або само подрібненням. Подрібнюючи ми тілами є металічні шари або стержні, скатана галька. В залежності від виду цих тіл розрізняють шарові, стержневі, галечні млини, та млини само подрібнення. При обертанні барабана тіла що подрібнюють затягуються під дією доцентрової сили та сили тертя разом з поверхнею стінок на певну висоту, а потім вільно падають та подрібнюють матеріал ударом, роздавлюванням та тертям. Окрім цього, матеріал подрібнюється між тілами що подрібнюють, а також між цими тілами та внутрішньою поверхнею млина. Барабанний млин (мал. 1) складаєтьс   ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право...  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|