
|
|
ЦИКЛ СОВЕРШЕНСТВОВАНИЯ ПРОЦЕССА ИУПРАВЛЕНИЕ ПРОЦЕССОМ В применении концепции непрерывного совершенствования к процессам имеются три стадии, образующие цикл, которые могут быть полезны (рис.4). Каждый объект совершенствования процесса может быть размещен в этом цикле. 1 Анализируйте процесс Основное понимание процесса безусловно необходимо, когда рассматривают совершенствование процесса. Следующие вопросы должны получить ответ для лучшего понимания процесса: · Что должен делать процесс? · Что может быть не так? - что может изменяться в этом процессе? - что мы уже знаем об изменчивости процесса, какие параметры наиболее чувствительны к изменениям? · Что делает процесс? - производит ли процесс брак или детали, требующие переделки? - производит ли процесс продукцию, которая находится в статистически управляемом состоянии? - воспроизводим ли процесс? - надежен ли процесс? Чтобы достичь лучшего понимания процесса, можно использовать много методов, таких как групповые встречи, консультации с разработчиками процесса и обслуживающим его персоналом («эксперты по существу предмета»), рассмотрение истории процесса или анализ видов и последствий отказов (FMEA). Контрольные карты, описываемые в данном руководстве, являются мощным средством, которое можно использовать. Эти простые статистические методы помогают дифференцировать обычные и особые причины изменчивости. Нужно обращать специальное внимание на особые причины изменчивости. Когда достигнуто статистически управляемое состояние, индекс воспроизводимости может быть использован при аттестации текущего уровня долговременной воспроизводимости процесса. 2 Поддерживайте процесс (управляйте им) Когда лучшее понимание процесса достигнуто, процесс должен на надлежащем уровне воспроизводимости. Процессы динамичны и будут изменяться. Настроенность процесса должна наблюдаться так, чтобы могли быть приняты эффективные меры для предотвращения нежелательных изменений. Желательные изменения так же должны быть поняты и оформлены. Здесь снова могут помочь простые статистические методы, объясненные в этом руководстве. Построение и применение контрольных карт и других средств способствуют эффективному наблюдению за процессом. Когда используемые средства сигнализируют что процесс изменился, должны быть приняты быстрые и эффективные меры для изоляции причин(ы) и противодействия им. Так легко остановиться на стадии 2 этого цикла. Важно понять, что у любой компании имеется предел ресурсов. Некоторые, иногда многие, процессы могут быть на этой стадии. Однако неудача в переходе к следующей стадии этого цикла может привести к значительным потерям в конкурентном соревновании. Достижение «мирового класса» требует устойчивых и планируемых усилий по переходу к следующей стадии цикла совершенствования процесса. 3 Усовершенствуйте процесс До этого пункта все усилия были направлены на стабилизацию и поддержание процесса. Однако для некоторых процессов потребитель чувствителен даже к изменениям внутри пределов технической спецификации. В этих случаях цель непрерывного усовершенствования не будет достигнута, пока изменчивость не будет снижена. В этом случае могут быть использованы дополнительные средства анализа процесса, включающие развитые статистические методы, такие как планирование экспериментов и более сложные контрольные карты. В приложении Н приведены некоторые полезные источники для дальнейшего изучения. Совершенствование процесса через уменьшение изменчивости обычно предусматривает целенаправленное введение изменений в процесс и измерение последствий этого. Целью является лучшее понимание процесса, которое позволяет еще более снизить изменчивость от обычных причин. Результат этого снижения - повышенное качество при меньших затратах. Когда определены новые параметры процесса, цикл возвращается назад к анализу процесса. Поскольку были сделаны изменения, снова должна быть подтверждена стабильность процесса. Затем процесс продолжает двигаться по циклу его совершенствования.
1. Введение в непрерывное совершенствование и статистическое управление процессами
РАЗДЕЛ 7 КОНТРОЛЬНЫЕ КАРТЫ — СРЕДСТВ ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ Д-р Уолтер Шухарт из Белл лэбораториз, изучая данные процессов в 1920-х годах, впервые сделал различие между управляемыми и неуправляемыми вариациями, благодаря чему мы выделяем обычные и особые причины. Он разработал простое, но мощное средство различения их - контрольную карту. С тех пор контрольные карты были успешно использованы в весьма разнообразных ситуациях управления процессами как в США, так и в других странах, особенно в Японии, Опыт показал, что контрольные карты эффективно направляют внимание на особые причины изменчивости, когда они появляются, и показывают степень изменчивости от обычных причин, которая может быть снижена усовершенствованием системы или процесса. Совершенствование процесса с помощью контрольных карт есть итерационная процедура, в которой повторяются основные фазы сбора данных, управления и анализа (рис.5). Во-первых, данные собирают согласно плану (Приложение А дает исходные данные для такого плана сбора данных), затем эти данные используют для расчета контрольных границ, которые дают основу для интерпретации данных на статистическую управляемость. Когда процесс статистически управляем, они могут использоваться для оценки воспроизводимости процесса. Чтобы усовершенствовать управление и воспроизводимость, должны быть идентифицированы обычные и особые причины, и процесс соответственно модифицирован. Затем цикл начинается снова, и собираются новые данные, которые интерпретируются и используются как основа для действия. 1 Сбор: данные о характеристике (процесса или продукта) изучают и приводят к форме, в которой они могут быть нанесены на контрольную карту. Этими данными могут быть измеренные значения размера обработанной детали, число отверстий в виниловом сите, время пробега рельсовой тележки, число бухгалтерских ошибок и т.д. 2 Управление: На основе данных рассчитывают пробные контрольные границы. Они изображаются на карте как направление для анализа. Контрольные границы не являются пределами спецификации (допуска) или целями, а основываются на естественной изменчивости процесса и выборочном плане. Затем данные сравнивают с контрольными границами, чтобы узнать, стабильна ли изменчивость и исходит ли она только от обычных причин. Если очевидно наличие особых причин, изучение процесса продолжается для определения того, что влияет на него. После принятия действий (обычно локальных) собирают дополнительные данные, контрольные границы пересчитывают, если необходимо, и на некоторые дополнительные особые причины воздействуют снова. 3 Анализ и совершенствование: После обращения ко всем особым причинам и приведения процесса в статистически управляемое состояние контрольная карта продолжает вестись для наблюдения. Индексы воспроизводимости процесса также рассчитываются. Если изменчивость от обычных причин чрезмерна, процесс не может производить продукт, который устойчиво соответствует требованиям потребителя. Процесс должен быть исследован и, как правило, должны быть предприняты менеджерские действия для совершенствования системы. Часто находят, что процесс, направленный на целевое значение при первоначальной установке, имеет в действительности положение ( Долговременная настроенность процесса должна исследоваться и дальше. Это легче всего выполнить периодическим и систематическим рассмотрением контрольных карт действующего процесса. Должны выявляться новые указания на особые причины. После их распознавания некоторые из них могут оказаться полезными для снижения общей изменчивости процесса. Другие, вредные для процесса, нужно изучить и скорректировать процесс или устранить причину. Для процесса, который «управляем», усилия по совершенствованию будут часто фокусироваться на снижении изменчивости процесса от обычных причин. Это снижение будет иметь последствием сужение контрольных границ на карте, т.е. границы, после их перерасчета, будут ближе одна к другой. Многие люди, не знакомые с контрольными картами, считают это “наказанием процесса за усовершенствование. Однако они не понимают, что если процесс стабилен и контрольные границы вычислены правильно, шансы на то, что процесс ошибочно даст точку вне границ, остаются теми же, независимо от расстояния между контрольными границами (см.также раздел 5). Заслуживает внимания вопрос о перерасчете границ контрольной карты. Если они правильно рассчитаны и никаких изменений в изменчивости от обычных причин нет, то контрольные границы остаются законными. Сигналы об особых причинах изменчивости не требуют перерасчета контрольных границ. для долговременного анализа контрольных карт лучше пересчитывать границы возможно реже, но по мере того, как это диктует процесс. Для непрерывного совершенствования процесса повторите эти три фазы. Соберите по возможности больше данных, действуйте по снижению изменчивости процесса при работе процесса в статистически управляемом состоянии и продолжайте анализировать изменчивость процесса.
1. Введение в непрерывное совершенствование и статистическое управление процессами
РАЗДЕЛ 8 ВЫГОДЫ ОТ КОНТРОЛЬНЫХ КАРТ Следующий список подробнее суммирует некоторые из важных выгод от использования контрольных карт: · Контрольные карты являются эффективных средством для понимания изменчивости процессов и помогают достичь статистически управляемого состояния. Они часто пригодны для ведения на рабочих местах операторами процессов. Они дают непосредственную информацию о работе процесса, позволяющую надежно судить о том, когда должно быть произведено то или иное действие, а когда действия не нужны (т.е. избежать изменений регулировки - см. Приложение В); · Когда процесс статистически управляем, его эффективность предсказуема. Таким образом, изготовитель и потребитель могут полагаться на стойкий уровень качества и на стабильные затраты по обеспечению этого уровня качества; · Процесс, находящийся в статистически управляемом состоянии, может быть дополнительно усовершенствован посредством снижения изменчивости от обычных причин и улучшения центрирования (настроенности) процесса. По данным контрольных карт могут быть проверены ожидаемые последствия предлагаемых усовершенствований в системе и определены действительные влияния даже относительно малых изменений. Требуемое количество данных будет зависеть от изучаемого процесса. Такие усовершенствования процесса могут снизить затраты и повысить производительность сокращением изменчивости около целевого значения. · Контрольные карты предоставляют общий язык для сообщения информации о настроенности процесса между двумя или тремя сменами персонала процесса, между производственниками (оператор, инспектор) и вспомогательными службами (обслуживание, управление материалами, технологи, служба качества), между разными рабочими местами в процессе, между поставщиком и потребителем, между заводом по изготовлению/сборке и конструкторскими организациями; · Контрольные карты, благодаря различению обычных и особых причин изменчивости, хорошо показывают, следует ли проблему решать локально или она потребует менеджерских действий. Это сокращает путаницу, растерянность и излишние затраты от неправильных усилий по решению проблемы. Остальная часть данного руководства описывает приемы построения и применения контрольных карт. Читая эти технические инструкции и рекомендации, пол иметь в виду реальные выгоды, которые могут быть получены, если подход с контрольными картами будет отработан и эффективно использован. для дополнительной помощи при выборе вида контрольных карт для различных ситуаций в Приложении С приведена блок-схема выбора контрольных карт. ЗАМЕЧАНИЕ Два бланка контрольной карты и формы контрольных листков приведены в приложении 1. Если используются другие бланки, то в них должна быть следующая минимальная информация: наименование процесса, номер производимой детали, описание характеристик, единицы измерений, нуль =... (для кодированных данных), частота выборок, объемы выборок, описание шкалы (среднее, медиана и т.п.), значения шкалы, данные подгрупп, время, оператор, шаблон или метод измерений, место для записи событий о процессе. Также может быть полезным включение информации о сходимости и воспроизводимости измерителя (GR&R%) на каждой карте для учета при интерпретации карты и подтверждения результатов анализа измерительной системы.
II. Контрольные карты для количеств признака
II. Контрольные карты для количественного признака ГЛАВА II КОНТРОЛЬНЫЕ КАРТЫ ДЛЯ КОЛИЧЕСТВЕННОГО ПРИ3НАКА Контрольные карты для количественного признака являются мощным средством, которое может быть использовано, когда в процессе возможны измерения. Примерами могут быть диаметр подшипника, усилие при закрывании двери или время для рассмотрения ваучера. Карты по количественному признаку, и в особенности их наиболее употребительные формы — карты Контрольные карты для количественного признака особенно полезны по нескольким причинам: 1 Большинство процессов и их результатов имеют измеримые характеристики, так что потенциальная применимость широка. 2 Количественное значение (например, диаметр равен 16,45 мм) содержит больше информации, чем простое высказывание «да—нет» (например, диаметр внутри допуска). 3 Хотя получение одного измеренного данного в общем дороже, чем получение одного данного «да—нет», меньшее количество единиц требуется измерить, чтобы получить больше информации о процессе, так что общая цена измерений в некоторых случаях ниже. 4 Благодаря меньшему числу единиц, необходимых для проверки при принятии надежного решения, временная задержка между изготовлением деталей и корректирующим действием часто может быть сокращена. 5 С количественными данными может быть проанализирована настроенность процесса и улучшение может быть количественно оценено, даже если все индивидуальные значения лежат внутри установленного допуска. Это важно при проведении непрерывного усовершенствования. Карты по количественному признаку могут объяснить данные процесса как по разбросу (изменение от единицы к единице), так и по положению (среднему процесса). Благодаря этому, контрольные карты по количественному признаку могут анализироваться попарно: одна карта для положения и другая - для разброса. Наиболее часто используется пара карт Карты
II. Контрольные карты для количественного признака РАЗДЕЛ 1 КАРТЫ СРЕДНИХ И РАЗМАХОВ (
Прежде чем можно будет использовать карты · Создайте окружающую среду, подходящую для действий. Любой статистический метод потерпит неудачу, если руководством не подготовлена соответствующая окружающая среда. Страх в организации, который может помешать людям быть объективными, должен быть устранен. Руководство должно обеспечить ресурсы для участия в поддержке действий по усовершенствованию. · Определите процесс. Процесс должен быть понят в его взаимосвязи с другими операциями и пользователями как выше-, так и нижестоящими, и в разрезе конкретных элементов процесса (люди, оборудование, материал, методы и окружающая среда), которые влияют на каждую стадию. Такие методы как диаграмма причин и следствий и карта технологического процесса помогут сделать эти взаимосвязи видимыми и позволят получить опыт от людей, понимающих разные аспекты процесса. · Определите характеристики, которые должны наноситься на карты. Одним из примеров процесса определения этих характеристик является Система определения ключевых характеристик фирмы Дженерал Моторс (Приложение Н, ссылка 24). Усилия по изучению должны быть сконцентрированы на тех характеристиках которые наиболее перспективны для совершенствования процесса (применение принципа Парето). Подходящими будут следующие соображения: - Потребности потребителей: учитываются как потребители конечного изделия, так и любой последующий процесс, использующий продукт или услугу как вход. Определение связи потребностей обоих типов потребителей с точкой процесса, где могут возникнуть усовершенствования, требует групповой работы и понимания. - Области текущих и потенциальных проблем. Рассмотрите существующие свидетельства потерь или низкой эффективности (например, брака, переделов, чрезмерной траты времени, потери цели) и областей риска (например, увеличение числа изменений в конструкции продукта или услуги или в любом элементе процесса). Все это возможности для усовершенствования, требующие приложения всех дисциплин, затронутых в ходе бизнеса. - Корреляция между характеристиками. Для эффективного и результативного изучения используйте преимущества взаимосвязи характеристик. Например, если рассматриваемая характеристика трудноизмерима (например, объем), прослеживайте связанную с ней характеристику, которую измерить легче (например, вес). Также если несколько отдельных характеристик изделия имеют тенденцию изменяться взаимозависимо, то может быть достаточно наносить на карту только одну из них. Предостережение — Статистическая корреляция не определяет однозначно причинно- следственную связь между величинами. При отсутствии знаний о существующем процессе для проверки наличия таких взаимосвязей и их значимости может потребоваться специально спланированный эксперимент. · Определите измерительную систему. Характеристика должна определяться в процессе работы, так чтобы факты могли сообщаться всем заинтересованным лицам таким образом, чтобы они имели один и тот же смысл сегодня и вчера. Это требует указания той информации, которая должна собираться, где, когда и при каких условиях. Само измерительное оборудование должно быть предсказуемо как по правильности, так и по воспроизводимости - периодическая калибровка недостаточна. Более подробно этот предмет смотрите в разделе 4. Отбор характеристики определит тип контрольной карты - для количественного признака или для альтернативного признака, которые описаны в главе III. · Минимизируйте изменчивость, которая не является неизбежной. Прежде чем начинать изучение, следует снизить неестественные внешние источники изменчивости. Это может означать просто наблюдение, что процесс работал, как намечено, или может потребовать проведения управляемого изучения при помощи входных материалов известного качества, постоянных установок управления и т.д. Цель этого - избежать очевидных проблем, которые могут и должны быть решены даже без контрольных карт; это включает сверхтщательную регулировку процесса или дополнительные меры по управлению. Во всех случаях должны вестись отметки обо всех существенных событиях, таких как смена инструмента, новый исходный материал и т.д. Это помогает в последующем анализе процесса.
Рисунок 7 —
II. Контрольные карты для количественного признака РАЗДЕЛ 1. КОНТРОЛЬНАЯ КАРТА А. СОБЕРИТЕ ДАННЫЕ Карты А.1 Выберите объем, частоту и число подгрупп (рис.7) а) Объем подгрупп. Первый ключевой шаг при подготовке карт по количественному признаку - это определение “рациональных подгрупп”. Они будут влиять на эффективность и действенность использующих их контрольных карт. Подгруппы должны быть выбираемы так, чтобы возможности изменения среди единиц внутри подгруппы были малыми. Если изменения внутри подгруппы представляют собой только изменчивость от изделия к изделию за очень короткий период времени, то любое необычное изменение между подгруппами будет отражать изменения в процессе, которые должны быть исследованы для принятия соответствующих действий. При первоначальном обследовании процесса подгруппы обычно должны состоять из 4-5 последовательно изготовленных изделий, представляющих только один вариант хода процесса (т.е. один и тот же инструмент, головку, камеру и т.д.). Цель такова, чтобы все изделия внутри каждой подгруппы были произведены при весьма одинаковых производственных условиях за очень короткий интервал времени без других систематических взаимосвязей между собой. Следовательно, изменчивость внутри подгрупп будет в первую очередь отражать обычные причины. Когда эти условия не выполнены, получаемая контрольная карта не может эффективно отличить особые причины изменчивости или может представлять необычный ход процесса, отмеченный в параграфах С. 1.а и С.4.с этого раздела. Объем выборок должен оставаться постоянным для всех подгрупп. b) Частота подгрупп. Целью является обнаружение изменений процесса во времени. Подгруппы должны отбираться достаточно часто, чтобы они могли отразить потенциальные возможности изменений. Такие потенциальные причины изменений могут возникнуть из-за различия между сменами или замены операторов, тенденции прогрева, партий материала и т.д. На протяжении первоначального обследования процесса подгруппы отбираются последовательно или через короткие интервалы, чтобы обнаружить, может ли процесс измениться и проявить другие нестабильности за короткие периоды времени. Когда процесс демонстрирует стабильность (или делаются усовершенствования процесса), интервал времени между подгруппами может быть увеличен. Частота подгрупп для идущего процесса может быть дважды в смену, ежечасно или с другой разумной периодичностью. c) Число подгрупп. Оно должно удовлетворять двум критериям. С точки зрения выявления свойств процесса должно быть собрано достаточно подгрупп, чтобы все главные причины изменчивости имели возможность проявиться. Обычно 25 или более подгрупп, содержащие 100 или более индивидуальных значений, дают хороший тест на стабильность и, если она есть, хорошую оценку настройки и разброса процесса. В некоторых случаях могут быть использованы существующие данные, которые могут ускорить эту первую фазу обследования. Однако они могут использоваться только в том случае, если они получены недавно и если основа для выделения подгрупп ясно понята. ЗАМЕЧАНИЕ Для более глубокого понимания влияния подгрупп на интерпретацию контрольных карт см. приложение А.
Рисунок 8 — II. Контрольные карты для количественного признака РАЗДЕЛ 1. КОНТРОЛЬНАЯ КАРТА А.2 Подберите контрольную карту и занесите данные (рис.8) Традиционно карты А.3 Рассчитайте средние значения и размахи для каждой подгруппы (рис.8) Наносимые на карту характеристики - это средние выборок Для каждой подгруппы вычислите
где Х1 Х2,... - индивидуальные значения в подгруппе; n - объем выборки для подгруппы.
Рисунок 9 — II. Контрольные карты для количественного признака РАЗДЕЛ 1. КОНТРОЛЬНАЯ КАРТА
А.4 Выберите шкалы для контрольных карт (рис.9) Вертикальные шкалы карт предназначены для значений ЗАМЕЧАНИЕ Полезно брать цену деления шкалы размахов вдвое большей, чем для шкалы средних (например, если одно деление шкалы средних равно 0,01 дюйма, то на шкале размахов оно будет 0,02 дюйма). Для обычно применяемых объемов подгрупп контрольные границы для средних и размахов будут примерно одинаковой ширины, что визуально удобно при анализе. А.5 Нанесите средние и размахи на контрольные карты (рис.9) Нанесите значения средних и размахов на соответствующие карты. Это нужно сделать сразу же после выбора шкал. Соедините точки линиями, чтобы визуально найти ход изменений и тенденции. Бегло просмотрите нанесенные точки, проверьте их разумность. Если некоторые точки значительно выше или ниже других, проверьте правильность вычислений и нанесения точек. Убедитесь, что нанесенные точки соответствующих ЗАМЕЧАНИЕ Чтобы укрепить в цеховых условиях практику, что все контрольные карты должны иметь нанесенные контрольные границы на картах начала обследования, еще не имеющих этих пределов (из-за недостатка данных), необходимо ясно обозначить «начало обследования». Таким образом, только такие карты, используемые для первой оценки воспроизводимости или после усовершенствования/изменения процесса, должны быть единственными контрольными картами, разрешенными к применению в цеху без нанесенных контрольных границ.
Рисунок 10 — II. Контрольные карты для количественного признака РАЗДЕЛ 1. КОНТРОЛЬНАЯ КАРТА   Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 ), не согласованное с этой величиной. для тех процессов, у которых действительное положение отклонилось от цели и перемещение положения экономически приемлемо, должна быть проведена перенастройка процесса, чтобы он лучше соответствовал целевому значению. При этом предполагается, что перенастройка не повлияет на изменчивость процесса. Это не всегда может быть так, но причины любого возможного увеличения изменчивости должны быть поняты и сопоставлены с удовлетворением потребителя и экономикой.
), не согласованное с этой величиной. для тех процессов, у которых действительное положение отклонилось от цели и перемещение положения экономически приемлемо, должна быть проведена перенастройка процесса, чтобы он лучше соответствовал целевому значению. При этом предполагается, что перенастройка не повлияет на изменчивость процесса. Это не всегда может быть так, но причины любого возможного увеличения изменчивости должны быть поняты и сопоставлены с удовлетворением потребителя и экономикой.
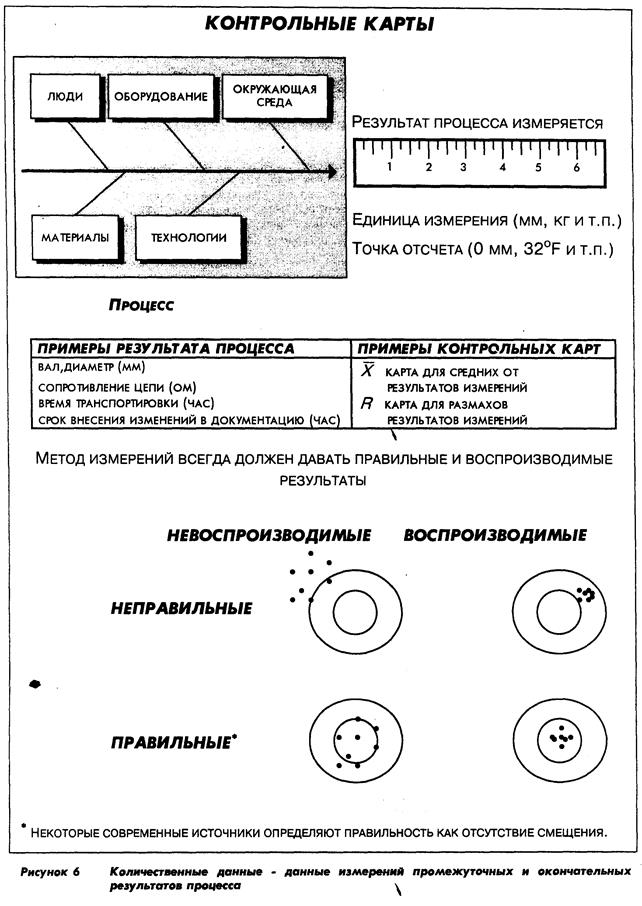
 и R — представляют типичные примеры применения контрольных карт к управлению процессами (рис.6).
и R — представляют типичные примеры применения контрольных карт к управлению процессами (рис.6). И
И  )
)



