Е. ДРУГОЙ ПОДХОД К КАРТЕ МЕДИАН
Для идущего процесса, когда контрольные границы основаны на предварительных данных, процесс построения карт может быть упрощен:
· Используется одна карта со шкалами, проградуированными в тех же делениях, что и используемый прибор (по крайней мере, 20 делений между пределами поля допуска) и с уже введенными центральной линией и контрольными границами для медиан.
· Предусматривается карточка (возможно, пластиковая), маркированная контрольными границами для размахов. Это предполагает, что особые причины, влияющие на размахи, вызывают выход из контрольных границ, но не тренды.
· Оператор наносит на карту каждое индивидуальное показание, но численные значения можно не записывать.
· Для каждой подгруппы оператор сравнивает карточку размахов с наибольшим и наименьшим значениями подгруппы; подгруппа, имеющая значение размаха за границами на карточке, обводится узким вертикальным прямоугольником.
· Оператор определяет медианы каждой подгруппы и обводит их; каждая медиана за пределами любой из контрольных границ отмечается.
· Для размахов или медиан вне контрольных оператор принимает надлежащие действия, чтобы настроить или скорректировать процесс, или сообщает инспектору или персоналу, обеспечивающему работу процесса.
II. Контрольные карты для количественного признака
РАЗДЕЛ 4
КАРТЫ ИНДИВИДУАЛЬНЫХ ЗНАЧЕНИЙ И
СКОЛЬЗЯЩИХ РАЗМАХОВ (Х – MR)
В некоторых случаях для управления процессом необходимо исходить из индивидуальных значений, а не подгрупп. В таких случаях размах внутри подгруппы фактически нулевой. Это обычно возникаеттогда, когда измерения дороги (например, разрушающее испытание) или когда результат процесса в любой точке времени относительно однороден (например, рН химического раствора). В этих случаях контрольные карты для индивидуальных значений могут строиться описанным ниже способом. Однако нужно отметить четыре предостережения:
· Карты индивидуальных значений не столь чувствительны при обнаружении изменений процесса, как карты  и и  . .
· Если распределение процесса несимметрично, нужно проявлять осторожность при интерпретации таких карт.
· Карты индивидуальных значений не выделяют повторяемости процессов от детали к детали. Поэтому во многих случаях может быть лучше использовать обычные и карты с малыми объемами подгрупп (от 2 до 4), даже если это требует большего интервала между подгруппами.
· Поскольку имеется только одна деталь на подгруппу, значения  и и  а могут иметь существенную изменчивость (даже если процесс стабилен) для числа подгрупп 100 и более. а могут иметь существенную изменчивость (даже если процесс стабилен) для числа подгрупп 100 и более.
Детали инструкций для карт индивидуальных значений несколько подобны используемым для карт и . Отличия отмечены ниже.
А. СОБЕРИТЕ ДАННЫЕ (РИС.27)
(См.раздел 1, часть А этой главы, отличия отмечены ниже.)
· Индивидуальные значения (Х) записывают слева направо на карте данных.
· Вычислите скользящий размах( ) между индивидуальными значениями. Вообще лучше записывать разности между каждой последовательной парой показаний (например, между первым и вторым, вторым и третьим и т.д.). Всего значений будет на одно меньше, чем измерений (25 измерений дают 24 значений ). В редких случаях могут основываться на 3-4 показаниях или фиксированной подгруппе (например, всех измерениях за одну настройку). Отметим, что хотя измерения берутся индивидуально, именно число измерений, группируемых при образовании , т.е. 2,3 или 4, определяет номинальный объем выборки n. Это нужно учитывать, обращаясь к таблицам констант. ) между индивидуальными значениями. Вообще лучше записывать разности между каждой последовательной парой показаний (например, между первым и вторым, вторым и третьим и т.д.). Всего значений будет на одно меньше, чем измерений (25 измерений дают 24 значений ). В редких случаях могут основываться на 3-4 показаниях или фиксированной подгруппе (например, всех измерениях за одну настройку). Отметим, что хотя измерения берутся индивидуально, именно число измерений, группируемых при образовании , т.е. 2,3 или 4, определяет номинальный объем выборки n. Это нужно учитывать, обращаясь к таблицам констант.
· Выберите шкалу для карты индивидуальных значений (Х) так, чтобы включить большее из:
а) допуск спецификации продукта плюс добавка для измерений вне допуска или б) умноженная на 1,5-2 разность между наибольшим и наименьшим индивидуальным значением. деления шкалы для () должны быть такими же, что и для индивидуальных значений (Х).
В. ВЫЧИСЛИТЕ КОНТРОЛЬНЫЕ ГРАНИЦЫ (РИС.28)
(См.раздел 1, часть В этой главы, отличия отмечены ниже)
· Вычислите и нанесите на карту среднее процесса (сумма индивидуальных значений, деленная на число значений, и обозначьте как обычно Х, см. Словарь приложения 6). Вычислите средний размах ( ). Заметьте, что для скользящего размаха при объеме выборки 2, число значений () на одно меньше, чем число индивидуальных значений (Х). ). Заметьте, что для скользящего размаха при объеме выборки 2, число значений () на одно меньше, чем число индивидуальных значений (Х).
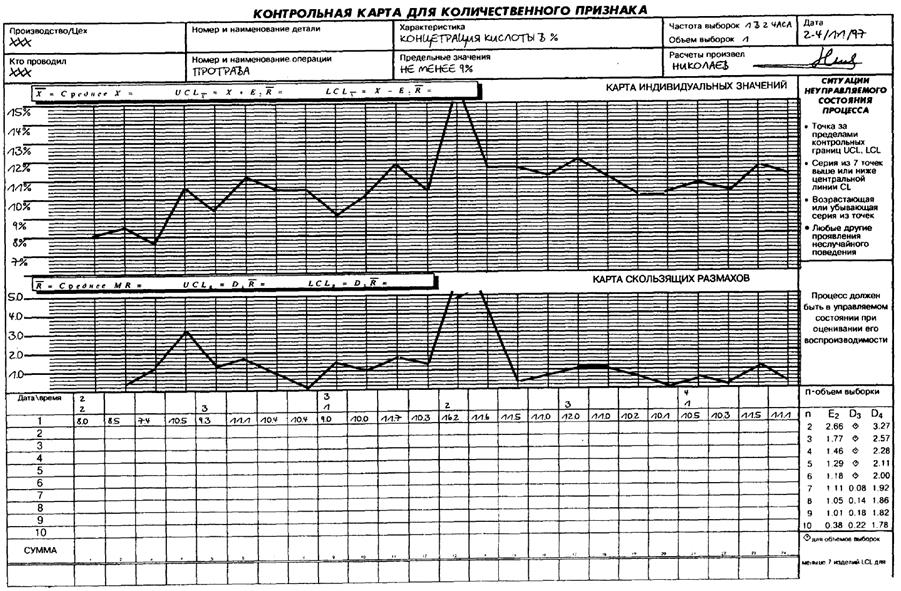
Рисунок 27 Карты индивидуальных значений и скользящих размахов
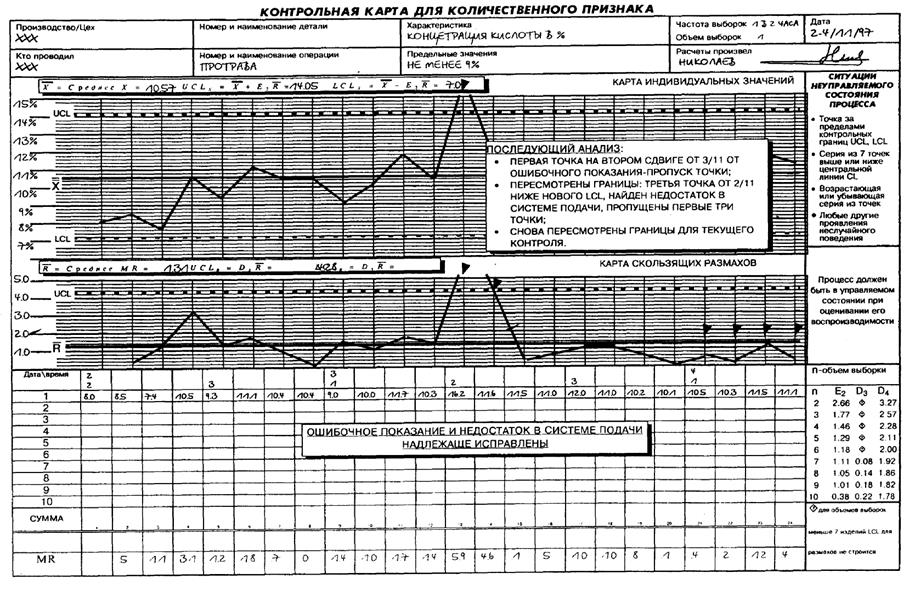
Рисунок 28 Интерпретация карты индивидуальных значений и скользящих размахов
II. Контрольные карты для количественного признака
РАЗДЕЛ 4
КАРТЫ ИНДИВИДУАЛЬНЫХ ЗНАЧЕНИЙ И
СКОЛЬЗЯЩИХ РАЗМАХОВ (Х – MR)
(ПРОДОЛЖЕНИЕ) - ВЫЧИСЛИТЕ КОНТРОЛЬНЫЕ ГРНИЦЫ
• Вычислите контрольные границы:
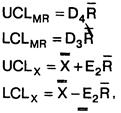
где - средний скользящий размах,  - среднее процесса и D2,D3 и Е2 константы, зависящие от объема выборкиn, использованного при вычислении скользящего размаха в группах показаны в следующей таблице, взятой из приложения Е. - среднее процесса и D2,D3 и Е2 константы, зависящие от объема выборкиn, использованного при вычислении скользящего размаха в группах показаны в следующей таблице, взятой из приложения Е.
|
|
|
|
|
|
|
|
|
|
| 
| 3.27
| 2.57
| 2.28
| 2.11
| 2.00
| 1.92
| 1.86
| 1.82
| 1.78
| 
| *
| *
| *
| *
| *
| 0.08
| 0.14
| 0.18
| 0.22
| 
| 2.66
| 1.77
| 1.46
| 1.29
| 1.18
| 1.11
| 1.05
| 1.01
| 0.98
| | *) для объема выборки меньше 7 нижняя контрольная граница не строится
| 
С. ОЦЕНИТЕ УПРАВЛЯЕМОСТЬ ПРОЦЕССА (СМ. РИС. 28)
(См. раздел 1, часть С этой главы, исключения отмечены ниже)
· Исследуйте карту скользящих размахов ля точек за пределами контрольных границ как признак существования особых причин. Отметим: что последовательные скользящие размахи коррелированны, поскольку они имеют, по крайней мере, одну общую точку. Поэтому будьте осторожны при интерпретации трендов. Посоветуйтесь со статистиками при интерпретации трендов.
II. Контрольные карты для количественного признака
· Карта индивидуальных значений может быть проанализирована на наличие точек за пределами контрольных границ, разброса внутри контрольных границ, трендов или неслучайного поведения. Отметим здесь, что если распределение процесса несимметрично, то правила, приведенные для -карт, могут давать признаки особых причин, когда они на самом деле не существуют.
D. ОЦЕНИТЕ ВОСПРОИЗВОДИМОСТЬ ПРОЦЕССА (СМ. РИС. 28)
(См.раздел 1, часть D этой главы, исключения отмечены ниже.)
• Как и для карт и , стандартное отклонение процесса может оцениваться как
 , ,
где среднее и  - константа, зависящая от объема выборки n, используемой при группировании, как показано в частичной таблице, взятой из приложения Е. - константа, зависящая от объема выборки n, используемой при группировании, как показано в частичной таблице, взятой из приложения Е.
| n
|
|
|
|
|
|
|
|
|
| 
| 1.13
| 1.69
| 2.06
| 2.33
| 2.53
| 2.70
| 2.85
| 2.97
| 3.08
| • Если процесс имеет нормальное распределение, оценка  может быть прямо использована при оценке воспроизводимости процесса, когда он находится в статистически управляемом состоянии. может быть прямо использована при оценке воспроизводимости процесса, когда он находится в статистически управляемом состоянии.
РА3ДЕЛ 5
ПОНИМАНИЕ ВОСПРОИЗВОДИМОСТИ И ПРИГОДНОСТИ
ПРОЦЕССА ПРИ КОЛИЧЕСТВЕННЫХ ДАННЫХ
Результат статистически стабильного (управляемого) процесса изготовления может быть описан его распределением. Характеристики этого распределения используются для оценки процесса. Например, часто представляет интерес такая характеристика как центр распределения. Если распределение не
II. Контрольные карты для количественного признака
центрировано надлежащим образом, процесс может изготавливать детали, которые недостаточно близки к целевому значению. В таких случаях некоторые детали могут быть даже вне пределов спецификации. Процесс с таким распределением может быть оценен как непригодный для удовлетворения нужд потребителя. Подобные проблемы могут возникнуть, если распределение имеет чрезмерный разброс независимо от положения (центра) распределения. Поскольку характеристики распределения точно не известны, то приходится использовать данные, чтобы оценить их.
Данный раздел излагает некоторые приемы, используемые для оценки того, насколько характеристики распределения соответствуют спецификации. Следует еще раз напомнить основное предварительное условие, что здесь особое внимание обращается на процессы, данные о функционировании которых демонстрируют их процессы, от которых идут данные, статистическую стабильность. Обсуждение изменчивости процесса и соответствующих индексов воспроизводимости имеет мало ценности для непредсказуемых процессов. Надо иметь в виду, однако, что были разработаны разумные подходы для оценки воспроизводимости процессов, имеющих систематические особые причины изменчивости, такие как износ инструмента (см. Приложение Н, ссылка 17). Кроме того, обычно предполагается, что индивидуальные результаты процесса имеют распределение, близкое к нормальному. После определения воспроизводимости процесса и связанных с ней терминов в этом разделе определяются и обсуждаются только наиболее популярные индексы и отношения, а именно:
• индексы как мера только изменчивости процесса по отношению к спецификации:  ; ;
• индексы, объединяющие изменчивость и центрирование в сопоставлении со спецификацией:  ; ;
• отношения изменчивости процесса к спецификации:  . .
ЗАМЕЧАНИЕ Хотя другие индексы не обсуждаются в этом руководстве, информация об, относительно новом индексе С получившем недавно распространение, содержится в приложениях D и Н, ссылка 16.
Наконец, в этом разделе описаны условия и предположения, связанные с этими показателями процессов, и приводятся рекомендации, как эти показатели могут применяться для углубления понимания процесса в рамках непрерывного усовершенствования.
II. Контрольные карты для количественного признака
В этом руководстве полностью признаются непонятность и противоречивость, которые окружают фундаментальные понятия, относящиеся к свойствам процесса “управляемость”, “воспроизводимость” и “пригодность”. Уместно указать здесь, что полное разрешение этих вопросов не цель данного руководства. Цель - предложить и обсудить их до степени, предоставляющей каждому читателю возможность лучше понять их, чтобы иметь знания для непрерывного усовершенствования процессов.
А. ОIIРЕДЕЛЕНИЕ ТЕРМИНОВ ПО ПРОЦЕССАМ
• Присущая процессу изменчивость - часть изменчивости процесса, вызываемая только обычными причинами. Эта изменчивость оценивается по контрольным картам с помощью  / или других оценок (например, / или других оценок (например,  / /  ). ).
· Полная изменчивость процесса- - изменчивость, вызываемая как обычными, так и особыми причинами. Эта изменчивость оценивается с помощью  , выборочного стандартного отклонения, использующего все индивидуальные значения, получаемые из , выборочного стандартного отклонения, использующего все индивидуальные значения, получаемые из
контрольных карт, либо при изучении процесса: т.е.

где  - индивидуальное значение; - индивидуальное значение;  - их среднее и n - полное число данных. - их среднее и n - полное число данных.
• Воспроизводимость процесса - интервал в  присущей процессу изменчивости, только для статистически стабильных процессов, где присущей процессу изменчивости, только для статистически стабильных процессов, где  обычно оценивается как / обычно оценивается как /
• Периодичность процесса - интервал в  полной изменчивости процесса, где полной изменчивости процесса, где  обычно оценивается через выборочное стандартное отклонение ( обычно оценивается через выборочное стандартное отклонение (  ). ).
В. ОПРЕДЕЛЕНИЕ ПОКАЗАТЕЛЕЙ ПРОЦЕССОВ
В.1. Индексы
 - индекс воспроизводимости, определяемый как допуск, деленный на - индекс воспроизводимости, определяемый как допуск, деленный на
воспроизводимость процесса без учета его центровки. Типовое выражение:

 - индекс пригодности, определяемый как допуск, деленный на пригодность процесса без учета его центровки. Типовое выражение: - индекс пригодности, определяемый как допуск, деленный на пригодность процесса без учета его центровки. Типовое выражение:
II. Контрольные карты для количественного признака

(он должен использоваться только для сравнения или вместе с , и  , а также для измерения и выбора приоритетов усовершенствования во времени). , а также для измерения и выбора приоритетов усовершенствования во времени).
СРU- верхний индекс воспроизводимости, определяемый как отклонение среднего уровня процесса от верхнего предела поля допуска, деленное на действительный верхний разброс процесса. Типовое выражение:
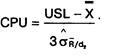
СРL- нижний индекс воспроизводимости, определяемый как отклонение среднего уровня процесса от нижнего предела поля допуска, деленное на действительный нижний разброс процесса. Типовое выражение:
- индекс воспроизводимости, который учитывает центровку процесса и определяется как минимальное из СРU и СРL. Он связывает разность между средним процесса и ближайшим пределом поля допуска с половиной присущей процессу изменчивости.
 - индекс пригодности процесса, который учитывает центровку процесса и определяется как меньшее из - индекс пригодности процесса, который учитывает центровку процесса и определяется как меньшее из
(нужно отметить, что он должен использоваться только для сравнения или вместе с и , а также для измерения и выбора приоритетов совершенствования во времени).
В.2.Отношения
СR отношение воспроизводимости представляет просто обратную величину к , т.е
II. Контрольные карты для количественного признака
PRотношение пригодности, представляет обратную величину к , т.е.
В.З. Пояснения для выборочного стандартного отклонения – разница и
(используемое в частях А и Вданного раздела ), и  вычисляются по одной и той же формуле для выборочного стандартного отклонения, т.е. вычисляются по одной и той же формуле для выборочного стандартного отклонения, т.е.
Однако n в формуле отражает два разных варианта объема выборки, а именно:
• для (стр.79) n означает полное число выборочных индивидуальных значений, например, число их равно полному количеству всех измерений всех подгрупп, учтенных в контрольной карте вместе, т.е. полная выборка из общей совокупности;
• для  (стр.65) n означает только число единиц внутри любой данной подгруппы, обычно n здесь постоянно для каждой подгруппы; (стр.65) n означает только число единиц внутри любой данной подгруппы, обычно n здесь постоянно для каждой подгруппы;
•  оценивает стандартное отклонение всего процесса (общей совокупности), используя оценивает стандартное отклонение всего процесса (общей совокупности), используя  и , и оценивает стандартное отклонение данной подгруппы фиксированного объема, используя (см.стр.65-67). и , и оценивает стандартное отклонение данной подгруппы фиксированного объема, используя (см.стр.65-67).
С. ОПИСАНИЕ УСЛОВИЙ И ПРЕДПОЛОЖЕНИЙ
Уместно отметить, что изменчивость и центрированность являются двумя отдельными характеристиками процесса. Каждая должна пониматься отдельно от другой. Однако, чтобы сократить проведение анализа, удобно объединить две характеристики в одну, такую как Ср< или Р<. Они полезны для:
• Измерения непрерывного усовершенствования с использованием временных трендов;
• Выбора приоритетного направления, в котором процессы должны усовершенствоваться.
Индекс воспроизводимости ( )дополнительно полезен для решения, способен ли процесс соответствовать требованиям потребителя
II. Контрольные карты для количественного признака
(первоначальная цель индекса воспроизводимости). Нужно указать, что эта дополнительная роль должна возлагаться на индексы пригодности (см. стр. 80).
Для эффективного использования этих индексов (равно как и других показателей процесса, описанных в части В данного раздела) должны быть понятны УСЛОВИЯ и ПРЕIIПОЛОЖЕНИЯ, связанные с ними. Если эти условия и предположения не выполняются, эти показатели будут иметь малое значение или никакого значения и не добавят ничего в понимании процесса, из которого они получены. Ниже следуют четыре минимальных условия, которые должны быть соблюдены для всех показателей воспроизводимости, описанных в части В этого раздела:
• Процесс, генерирующий данные, должен быть статистически стабильным;
• Индивидуальные значения должны образовывать приблизительно нормальное распределение;
• Спецификации должны основываться на требованиях потребителя.
• Должна быть готовность принять рассчитанный индекс (или отношение) как истинное значение, т.е. игнорировать влияние выборочной вариации на вычисленное значение
(например, вычисленный
 = 1,05 мог быть получен для процесса, чье истинное = 1,40, или наоборот, различие связано просто с выборочной вариацией). Пожалуйста, см. приложение Н, ссылки 19, 20 и 21 для дальнейшего изучения по этому вопросу. = 1,05 мог быть получен для процесса, чье истинное = 1,40, или наоборот, различие связано просто с выборочной вариацией). Пожалуйста, см. приложение Н, ссылки 19, 20 и 21 для дальнейшего изучения по этому вопросу.
Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|





