
|
|
Разработка маршрута обработки корпусаДля проектируемой детали корпус в условиях крупносерийного производства составим маршрут обработки. Маршрут следующий: 005 Заготовительная 010 Токарная 015 Токарная 020 Сверлильная 025 Фрезерная 030 Сверлильная 035 Сверлильная 040 Сверлильная Занесем наименование операций и оборудования в таблицу 4.1.1 Таблица 4.1.1Маршрутный технологический процесс
При разработке технологического процесса необходимо стремиться к выполнению принципа единства баз. От правильности решения вопроса о технологических базах в значительной степени зависят: фактическая точность выполнения размеров, заданных конструктором; правильность взаимного расположения обрабатываемых поверхностей; точность обработки, которую должен выдерживать рабочий при выполнении запроектированной технологической операции; степень сложности и конструкция необходимых приспособлений, режущих и измерительных инструментов; общая производительность обработки детали. Заготовка детали в процессе обработки должна занять и сохранять в течение всего времени обработки определенное положение относительно деталей станка или приспособления. Для этого необходимо лишить заготовку детали шести степеней свободы. На фрезерно-центровальной операции в качестве базы служат поверхности двух ступеней вала и один торец. На следующих трех операциях (020, 025, 030) в качестве баз выступают поверхности зацентрованных отверстий и фрезерованного торца. На шпоночно-фрезерных операциях базой являются поверхности двух шеек и торца одной ступени. Также в качестве базы выступают поверхности центровых отверстий на операциях 050, 055, 060, 075, 080, 085, 095, 100, 105. На центрошлифовальной, агрегатной операциях базой являются поверхности двух ступеней и торца одной ступени.
Выбор режущего инструмента
1) 015 Фрезерно-центровальная операция Данная операция имеет большое значение, т.к. на ней мы подготавливаем базы для последующей обработки детали. В соответствии с условиями (крупносерийное производство) имеет смысл выбрать специальное оборудование, предназначенное конкретно для выполнения подобных операций. Мы и подобрали полуавтомат фрезерно-центровальный МР-71М. Режущий инструмент: - фреза 2214-0153 ГОСТ 9473-80 (2 штуки). Это фреза торцовая насадная со вставными ножами, оснащенными пластинами из твердого сплава Т15К6. - сверло 2317-0006 ГОСТ 14952-75 (2 штуки) из быстрорежущей стали Р6М5(с охлаждением). 2) 020 Токарная операция. Оборудование - полуавтомат токарный многорезцовый 1Б240П-4К. Режущий инструмент: - резец 2102-0078 ГОСТ 18877-73 с режущей частью из твердого сплава Т15К6; - резец 2102-0056 ГОСТ 18877-73 (2 штуки) с режущей частью из твердого сплава Т15К6; -резец 2102-0077 ГОСТ 18877-73(2 штуки) с режущей частью из твердого сплава Т15К6; - резец 2130-0503 ГОСТ 18874-73 с режущей частью из быстрорежущей стали Р6М5. 3) 025 Токарная операция. Оборудование - полуавтомат токарный многорезцовый 1Б240П-4К. Режущий инструмент: - резец 2102-0056 ГОСТ 18877-73 (3 штуки) с режущей частью из твердого сплава Т15К6; - резец 2102-0078 ГОСТ 18877-73 с режущей частью из твердого сплава Т15К6; - резец 2130-0503 ГОСТ 18874-73 с режущей частью из быстрорежущей стали Р6М5 (2 штуки); -резец 2102-0077(2штуки) ГОСТ 18877-73 с режущей частью из твердого сплава Т15К6. 4) 030 Резьбофрезерная операция. Оборудование - полуавтомат резьбофрезерный 5К63. Режущий инструмент - дисковая фреза (фреза дисковая модульная по ГОСТ 10996). Для нарезания фрезу устанавливают так, чтобы ее ось вращения была наклонена на угол подъёма витка червяка, а средняя точка располагалась на одной высоте с осью червяка. При такой установке фрезы червяк профилируется в нормальном сечении по впадине. Поэтому для нарезания архимедова червяка фрезу мы выбираем с криволинейным профилем. Фрезеровать будем за один рабочий ход. 5) 040 Шпоночно-фрезерная операция. Оборудование - станок шпоночно-фрезерный 6Д91. Режущий инструмент- фреза 2234-0355 ГОСТ 9140-78 (шпоночная фреза из быстрорежущей стали Р6М5). 6) 045 Шпоночно-фрезерная операция. Оборудование - станок шпоночно-фрезерный 6Д91. Режущий инструмент- фреза 2234-0351 ГОСТ 9140-78 (шпоночная фреза из быстрорежущей стали Р6М5). 7) 050 Токарная операция. Оборудование - полуавтомат токарно-копировальный 1Н713. Режущий инструмент: - резец 2101-0761 ГОСТ 20872-80 для контурного точения с механическим креплением многогранных твердосплавных пластин; - резец 2130-0503 ГОСТ 18874-73 с режущей частью из быстрорежущей стали Р6М5; -резец 2102-0077 ГОСТ 18877-73 с режущей частью из твердого сплава Т15К6. 8) 055 Токарная операция. Оборудование - полуавтомат токарно-копировальный 1Н713. Режущий инструмент: - резец 2101-0761 ГОСТ 20872-80 для контурного точения с механическим креплением многогранных твердосплавных пластин; - резец 2130-0503 ГОСТ 18874-73 с режущей частью из быстрорежущей стали Р6М5; -резец 2102-0077 ГОСТ 18877-73 с режущей частью из твердого сплава Т15К6 (2). 9) 060 Резьбонарезная операция. Оборудование - станок токарно-винторезный 16К20Ф3. Режущий инструмент- резец специальный с прямолинейным профилем. Резец устанавливают так, чтобы его режущие кромки лежали в осевой плоскости червяка. 10) 070 Центрошлифовальная операция. На данной операции исправляется возможный увод баз после термообработки, поскольку производство крупносерийное выбираем оборудование, не требующее высокой квалификации станочника, т.е. специальное, не универсальное: станок центрошлифовальный МВ119. Режущий инструмент- - головка шлифовальная коническая EW 10х25 24А 25-Н СТ 1 6 К А 30м/с ГОСТ 2447-82. 11) 075 Круглошлифовальная операция. Оборудование - станок круглошлифовальный 3М151. Режущий инструмент выбираем, руководствуясь источником [15, с.366]- круг шлифовальный 1- L-32х10х10 ГОСТ 2424-83. 12) 080 Круглошлифовальная операция. Оборудование - станок круглошлифовальный 3М151. Режущий инструмент- круг шлифовальный 1- L-32х10х10 ГОСТ 2424-83. 13) 085 Резьбошлифовальная операция. Оборудование- станок резьбошлифовальный 5887В. Режущий инструмент- круг шлифовальный 4- 250х16х76-U4 ГОСТ 2424-83. Шлифовальный круг подвергаем правке соответственно профилю червяка и наклоняем при обработке на угол подъема витка. Обработка производится со скоростью 40 м/с. 14) 090 Агрегатная операция. Оборудование- станок агрегатный. Режущий инструмент: - сверло 2310-0022 ГОСТ 28320-89 (сверло спиральное ступенчатое для отверстий под метрическую резьбу)(2); - метчик 2620-1089 ГОСТ 3266-81. 15) 095 Круглошлифовальная операция. Оборудование - станок круглошлифовальный 3М151А. Режущий инструмент выбираем, руководствуясь источником [15, с.366]- круг шлифовальный 1- L-32х10х10 ГОСТ 2424-83. 16) 100 Круглошлифовальная операция. Оборудование - станок круглошлифовальный 3М151А. Режущий инструмент- круг шлифовальный 1- L-32х10х10 ГОСТ 2424-83. 13) 105 Резьбошлифовальная операция. Оборудование- станок резьбошлифовальный 5887В. Режущий инструмент- круг шлифовальный 4- 250х16х76-U4 ГОСТ 2424-83. Распишем требуемую термообработку: 1) 035 Термическая. Высокий отпуск при t= 500-680ºС. Структура стали после высокого отпуска - сорбит отпуска. После этой операции создается наилучшее соотношение прочности и вязкости стали. Мы включаем данную операцию для снятия высоких напряжений после черновой обработки. 2) 065 Термическая. Улучшение. Улучшение состоит в закалке и высоком отпуске. Закалку проводим при t=820-840ºС, время нагрева -40 мин, среда охлаждения - вода, HRC 54-56. Высокий отпуск проводим при t=500-520ºС, время нагрева- 30-60 мин, среда охлаждения - воздух, HRC 26-32.
Анализ точности обработки
Погрешность механической обработки на настроенных станках, w может быть подсчитана по формуле: w = wб + wз + wспиз, [26,с.12] (4.3.1) где wб – погрешность базирования по данному параметру; wз – погрешность закрепления от собственных деформаций детали; wспиз– погрешность обработки по данному параметру, получаемая при использовании конкретной системы СПИЗ. Погрешность закрепления обычно составляет весьма малую долю в суммарной погрешности обработки и, как правило, не учитывается. Необходимо выполнение неравенства: w < Т,[ 26,с.12] (4.3.2) где Т - допуск на геометрические параметры по чертежу. Таблица 4.3.1 Сводная таблица погрешностей обработки детали.
Суммарная погрешность: wå = å wi, [26,с.12] (4.3.3) где wi – погрешность обработки данного параметра на i - ой операции. Подробные расчеты анализа точности выполнены на чертеже. Можно отметить, что разработанный нами технологический процесс полностью обеспечивает заданную чертежом точность, то есть условие ω<Т выполняется для всех размеров детали.
Расчет припусков Припуск на обработку поверхностей детали может быть назначен по соответствующим справочным таблицам или на основе расчетно-аналитического метода определения припусков. Таблицы позволяют назначить припуски независимо от технологического процесса обработки детали и условий её осуществления, и поэтому в общем случае является завышенными, содержат резервы снижения расхода материала и трудоёмкости изготовления детали. Применение расчетно-аналитического метода сокращает в среднем расход металла в стружку, по сравнению с табличными значениями, создает единую систему определения припусков на обработку. Произведем расчет припусков для Ø20k6( Суммарное значение пространственных погрешностей определяем по формуле (4.4.1):
где rк – общее отклонение оси заготовки от прямолинейности; rц – погрешность оси заготовки в результате погрешности центрования. rк = Dк × l /2 [3] (4.4.2) где Dк – дополнительная удельная допускаемая кривизна детали, Dк = 0,15мкм на 1 мм [21, c.186,табл.16,]; l - длина заготовки, l = 290 мм.
rк = 0,15 × 145 = 21,75 мкм
Таблица 4.4.1.Расчет припусков и предельных размеров
Для штамповок (группа стали-М2, степень сложности -С1, класс точности- Т4) [ГОСТ 7505-89] Т = 1 мм.
Остаточное пространственное отклонение определяем по формуле (4.4.4): r i = r заг × k i [3] (4.4.4) где k i – коэффициент учитывающий вид обработки; для чернового точения k = 0,06;[21, c.190] r точ.чер. = 500× 0,06 = 30 мкм. Рассчитываем минимальное значение припуска при параллельной обработке противолежащих поверхностей по формуле (4.4.5): 2 zmin = 2(R z i - 1 + h i – 1 + r i – 1), [21, c.176] (4.4.5) где R z i – 1 – высота неровностей профиля на предшествующем переходе; h i – 1 – глубина дефектного поверхностного слоя на предшествующем переходе; r i – 1 – отклонения расположения поверхности.
Черновое обтачивание: 2zmin = 2(160 + 200+ 500) = 1720 мкм. Чистовое обтачивание: 2zmin = 2(50 + 50 + 30) = 260 мкм. Черновое шлифование: 2zmin = 2(25 + 25 + 0) = 100 мкм. Чистовое шлифование: 2zmin = 2(15+ 15 + 0) = 60 мкм Определяем расчетный размер на точение и шлифование: dp шлиф.черн = 20,002 + 0,06 = 20,062 мм, dp ток.чист.=20,062 + 0,1 = 20,2 мм, dp ток.черн.=20,2 + 0,26 = 20,460 мм, dp заг. = 20,460 + 1,72 = 22,18 мм.
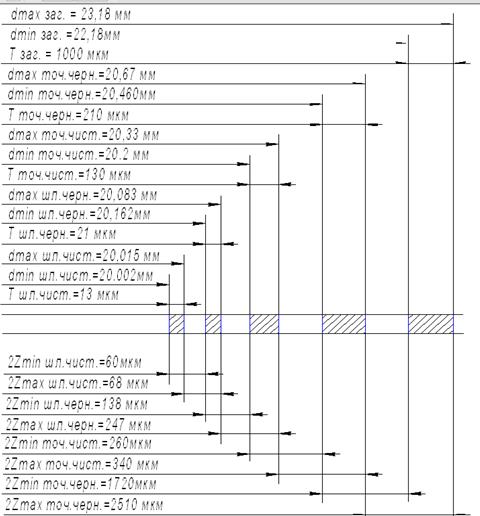
Определяем предельные размеры, округление производим до того знака десятичной дроби, с каким дан допуск на размер каждого перехода. Наибольшие предельные размеры вычисляем прибавлением допуска к округленному наименьшему предельному размеру. Допуск по табл.32, с.192 из [21]. dmax шл.чист. =20,002 + 0,013 = 20,015 мм; dmax шл.черн. = 20,062+ 0,021 = 20,083 мм; dmax точ.чист. = 20,2 + 0,13 = 20,33 мм; dmax точ.черн. = 20,460 + 0,21 = 20,67 мм; dmax заг. = 22,18+ 1 = 23,18 мм. Предельное значение припусков 2 zmax определяем как разность наибольших предельных размеров и 2 zmin как разность наименьших размеров предыдущего и выполняемого перехода. 2zmax шл.чист. = 20,083– 20,015 =0,068 мм = 68 мкм, 2zmax шл.черн. = 20,33 – 20,083 = 0,247мм = 247 мкм, 2zmax точ.чист. = 20,67 – 20,33 = 0,340 мм =340 мкм, 2zmax точ.черн. = 23,18 – 20,67 = 2,51 мм = 2510мкм, 2zmin шл.чист. = 20,062– 20,002 = 0,06мм = 60 мкм, 2zmin шл.черн. = 20,2 – 20,062 = 0,138 мм = 138 мкм, 2zmin точ.чист. = 20,460 – 20,2 = 0,26мм = 260 мкм, 2zmin точ.черн. =22,18 – 20,460 =1,72мм = 1720 мкм. Производим проверку: Tзаг. – Tдет. = å2zmax - å2zmin, [3] 1000 – 13= 3165 –2178, 987 = 987. Все данные о вычислении предельных размеров припусков заносим в таблицу 4.4.1 и строим схему (рисунок 4.4.1)
Рис. 4.4.1. Распределение припусков и допусков на механическую обработку размера Æ 20 k6 ( Произведем расчет припусков для Ø18 h6( Суммарное значение пространственных погрешностей определяем по формуле (4.4.6):
где rк – общее отклонение оси заготовки от прямолинейности; rц – погрешность оси заготовки в результате погрешности центрования. rк = Dк × l /2 [3] (4.4.7) где Dк – дополнительная удельная допускаемая кривизна детали, Dк = 0,15мкм на 1 мм [21, c.186,табл.16,]; l - длина заготовки, l = 290 мм.
rк = 0,15 × 145 = 21,75 мкм
Таблица 4.4.2.Расчет припусков и предельных размеров
Для штамповок (группа стали-М2, степень сложности -С1, класс точности- Т4) [ГОСТ 7505-89] Т = 1 мм.
Остаточное пространственное отклонение определяем по формуле (4.4.9): r i = r заг × k i [3] (4.4.9) где k i – коэффициент учитывающий вид обработки; для чернового точения k = 0,06;[21, c.190] r точ.чер. = 500× 0,06 = 30 мкм. Рассчитываем минимальное значение припуска при параллельной обработке противолежащих поверхностей по формуле (4.4.10): 2 zmin = 2(R z i - 1 + h i – 1 + r i – 1), [21, c.176] (4.4.10) где R z i – 1 – высота неровностей профиля на предшествующем переходе; h i – 1 – глубина дефектного поверхностного слоя на предшествующем переходе; r i – 1 – отклонения расположения поверхности.
Черновое обтачивание: 2zmin = 2(160 + 200+ 500) = 1720 мкм. Чистовое обтачивание: 2zmin = 2(50 + 50 + 30) = 260 мкм. Черновое шлифование: 2zmin = 2(25 + 25 + 0) = 100 мкм. Чистовое шлифование: 2zmin = 2(15+ 15 + 0) = 60 мкм Определяем расчетный размер на точение и шлифование: dp шлиф.черн = 17,989 + 0,06 = 18,049 мм, dp ток.чист.=18,049 + 0,1 = 18,149 мм, dp ток.черн.=18,149 + 0,26 = 18,409 мм, dp заг. = 18,409 + 1,72 = 20,129 мм.
Определяем предельные размеры, округление производим до того знака десятичной дроби, с каким дан допуск на размер каждого перехода. Наибольшие предельные размеры вычисляем прибавлением допуска к округленному наименьшему предельному размеру. Допуск по табл.32, с.192 из [21]. dmax шл.чист. =17,989 + 0,011 = 18,00 мм; dmax шл.черн. = 18,049 + 0,018 = 18,067 мм; dmax точ.чист. = 18,149 + 0,11 = 18,26 мм; dmax точ.черн. = 18,409 + 0,18 = 18,59 мм; dmax заг. = 20,129 + 1 = 21,13 мм. Предельное значение припусков 2 zmax определяем как разность наибольших предельных размеров и 2 zmin как разность наименьших размеров предыдущего и выполняемого перехода. 2zmax шл.чист. = 18,067– 18,00 =0,067 мм = 67 мкм, 2zmax шл.черн. = 18,26 – 18,067 = 0,192мм = 192 мкм, 2zmax точ.чист. = 18,59 – 18,26 = 0,330 мм =330 мкм, 2zmax точ.черн. = 21,13 – 18,59 = 2,54 мм = 2540мкм, 2zmin шл.чист. = 18,049– 17,989 = 0,06мм = 60 мкм, 2zmin шл.черн. = 18,149 – 18,049 = 0,100 мм = 100 мкм, 2zmin точ.чист. = 18,409 – 18,149 = 0,26мм = 260 мкм, 2zmin точ.черн. =20,129 – 18,409 =1,72мм = 1720 мкм. Производим проверку: Tзаг. – Tдет. = å2zmax - å2zmin, [3] 1000 – 11= 3129 –2140 989 = 989. Все данные о вычислении предельных размеров припусков заносим в таблицу 4.4.2 и строим схему (рисунок 4.4.2)
Рисунок 4.4.2
На остальные обрабатываемые поверхности детали припуски и допуски назначим по ГОСТ 7505-89 и занесем в таблицу 4.4.3.
Таблица 4.4.3
Расчет режимов резания
4.5.1. Расчет режимов резания для фрезерно-центровальной операции. Операция производится на фрезерно-центровальном полуавтомате МР-71М. Первый технологический переход: Выбираем торцовую насадную фрезу 2214-0153 по ГОСТ 9473-80 со вставными ножами, оснащенными пластинами из твердого сплава Т15К6. Назначаем глубину резания t = 5 мм. Определяем скорость резания по формуле:
где CJ – коэффициент скорости, CJ = 332 [22, с.286,табл. 39]; D – диаметр фрезы, D = 100 мм; T – стойкость фрезы, T = 180 мин [22, табл. 40, с.290]; t – глубина фрезерования, t =5 мм; Sz – подача, Sz = 0,15 мм/зуб [22, с.283,табл.33]; B – ширина фрезерования, B =20мм; z – число зубьев фрезы, z = 10; - показатели степени ([11] таблица 39, стр.286): q = 0,2; [11, с.286, табл. 39] m = 0,2; [11, с.286, табл. 39] x = 0,1; [11, с.286, табл. 39] y = 0,4; [11, с.286, табл. 39] u = 0,2; [11, с.286, табл. 39] p = 0. [11, с.286, табл. 39] kJ - поправочный коэффициент на скорость резания учитывающий фактические условия резания, определяется по формуле: kJ = kмJ × kпJ × kиJ [22, c.282] (4.5.1.2) где kмJ – коэффициент учитывающий качество обработки материала, определяется по формуле ([22] таблица 1, стр.261):
где kг – коэффициент учитывающий группу стали по обрабатываемости, kг =1 [22, с.262,табл. 2]; nJ – показатель степени, nJ = 1,0 ([22] таблица 2, стр.262).
kпJ – коэффициент учитывающий состояние поверхности, kпJ = 0,8 ([22 табл. 5, с.263]); kиJ – коэффициент учитывающий влияние материала инструмента, kиJ = 1 ([22, с.263 табл. 6]; kJ = 1 × 0,8 × 1 = 0,8
Определяем частоту вращения по формуле:
где J – скорость резания, J = 235,8 м/мин; D – диаметр фрезы, D = 100мм.
Принимаем ближайшее значение по паспорту станка n=712 об/мин Определяем силу резания по формуле:
где Cp = 825 ([22 табл. 41, с.291]); t – глубина резания, t = 5 мм; Sz – подача, Sz = 0,15 мм/зуб; B – ширина фрезерования, B = 20мм; z – число зубьев фрезы, z = 10; D – диаметр фрезы, D = 100 мм; n – частота вращения фрезы, n = 712 об/мин; - показатели степени ([11 табл. 41, с.291]): x = 1; [11 табл. 41, с.291]: y = 0,75; [11 табл. 41, с.291]: u = 1,1; [11 табл. 41, с.291]: q = 1,3; [11 табл. 41, с.291]: w = 0,2. [11 табл. 41, с.291]: kмp – коэффициент учитывающий влияние качества обрабатываемого материала, определяется по формуле ([22] таблица 9, стр.264):
где n – показатель степени, n = 2,14.
Определяем крутящий момент по формуле:
где Pz – сила резания, Pz = 1811,9 Н; D – диаметр фрезы, D = 100 мм.
Определяем мощность резания по формуле:
Второй технологический переход: Выбираем сверло 2317-0006 ГОСТ 14952-75 из быстрорежущей стали Р6М5(с охлаждением). Назначаем глубину резания, руководствуясь [22] t = 0,5*D=0,5*3,15=1,575мм. Определяем скорость резания по формуле:
где CJ – коэффициент скорости, CJ = 9,8 ([22] табл. 28, с.278); D – диаметр сверла, D = 3,15 мм; T – стойкость сверла, T = 15 мин; t – глубина резания, t =1,575 мм; S – подача, S = 0,09 мм/об ([22] табл. 25, с.277); - показатели степени ([22] табл. 28, с.278): m = 0,2; [22] табл. 28, с.278 y =0,5; [22] табл. 28, с.278 q = 0,4; [22] табл. 28, с.278 kJ - поправочный коэффициент на скорость резания учитывающий фактические условия резания, определяется по формуле: kJ = kмJ × klJ × kиJ, [22, c.282] (4.5.1.10) где kмJ – коэффициент учитывающий качество обработки материала, определяется по формуле (5.4.1.3) ([22] табл. 1,с.261):
где kг – коэффициент учитывающий группу стали по обрабатываемости, kг = 1,0 ([22] таблица 2 с.262); nJ – показатель степени, nJ = 0,9.
klJ = 1,0 ([22] таблица 31, с.280); kиJ – коэффициент учитывающий влияние материала инструмента, kиJ = 1; kJ = 1 × 1× 1 = 1
Определяем частоту вращения по формуле (4.5.1.4):
где J – скорость резания, J = 30.08 м/мин; D – диаметр сверла, D = 3,15мм.
принимаем число оборотов n = 800 об/мин Определяем силу резания по формуле:
где Cр – коэффициент осевой силы, Cр = 68 ([22] таблица 32, с.281) D – диаметр cверла, D =3,15 мм; S – подача, S = 0,09 мм/об; - показатели степени ([22] таблица 32, с. 281): y = 0,7; q = 1; kp = kмp – определяем по формуле (4.5.1.6) ([22] таблица 9, с.264):
где n – показатель степени, n = 1.
Определяем крутящий момент по формуле:
где Cм – коэффициент, Cм = 0,0345 ([22] таблица 32, стр.281) D – диаметр cверла, D =3,15мм; S – подача, S = 0,09 мм/об; - показатели степени ([22] таблица 32, стр.281): y = 0,8; q =2,0; kp = kмp. – определяем по формуле (3.5.1.6):
где n – показатель степени, n = 1,0.
Определяем мощность резания по формуле:
Необходимая мощность на приводе станка:
где η - КПД станка, η=0,75 [15]
Ncт=13 кВт [3, с. 195, табл.4.42] Должно выполняться условие: Ncт>Nпр 13>8,12 кВт, условие выполняется
Определим норму времени на операцию 015: То=(L1/ Sм)+ (L2/n* Sо) [15 с.612-614.], (4.5.1.15)
где L1= l1+l+ l2, (l1=15, l=20мм, l2=15) L2=l1+l, (l1=1мм, l=6,97мм); Sм- минутная подача (Sм= Sz*z*n, мм/мин, Sм=0,15*10*712=1068мм/мин); Sо- подача на оборот шпинделя, мм/об (Sо=0,09мм/об).
То=(50мм/ 1068мм/мин)+ (7,97мм/(800об/мин* 0,09мм/об)) =0,16мин.
4.5.2 Расчет режимов резания на токарную операцию 020 Операция выполняется на токарном многорезцовом полуавтомате 1Б240П-4К пятью резцами (см. чертежи, лист 7). Выбираем из шести инструментов лимитирующий режущий инструмент – токарный проходной упорный отогнутый резец с режущей частью из сплава Т15К6 по табл.3 [22] Назначаем следующие параметры обработки (по лимитирующему резцу, который непосредственно обрабатывает поверхность диаметром 45, длиной 75мм): - глубина резания t = 2 мм (это значение берем из расчета припусков на механическую обработку- см. табл.4.4.1 настоящей записки); - подача S = 0,6 мм/об. [22,табл.11,с.266] Определяем скорость резания по формуле (4.5.2.1):
где C v– коэффициент скорости, C v = 350; [22,табл.17,с.269] T – стойкость инструмента, так как у нас многоинструментальная обработка- одновременно работают 3 резца на одном суппорте, 3 резца –на втором, то период стойкости определим по формуле: Тми=Т*кти ([22]табл.8, с.264); Тми=60*2=120мин. t – глубина резания, t = 2 мм; S – подача, S = 0,6 мм/об; Показатели степени: m = 0,2 [22,табл.17,с.269]; x = 0,15 [22,табл.17,с.269]; y = 0,35 [22,табл.17,с.269]. k v - поправочный коэффициент, определяется по формуле (4.5.2.2) k v = k мv × k пv × k иv × k Tи , (4.5.2.2) где k мv – коэффициент учитывающий влияние материала заготовки, определяется по формуле (4.5.2.3): [22,таб.1,с.261]
где kг – коэффициент учитывающий группу стали по обрабатываемости [22,табл.2,с.262], kг = 1,0; nv – показатель степени, nv = 1.
k пv – коэффициент учитывающий состояние поверхности [22, т.2, табл.5,с.263], k пv = 0,8; k иv – коэффициент учитывающий влияние материала инструмента [22,табл.6,стр.263], k иv = 1; k ти – коэффициент учитывающий многоинструментальную обработку [22,табл.7,с.264], k ти = 2
k v = 0,75× 0,8 × 1 × 2 = 1,2.
Определяем частоту вращения по формуле (4.5.2.4):
где v – скорость резания, v = 144,78м/мин, D – диаметр обрабатываемой детали, D = 45 мм. Примечание: все параметры определяем для лимитирующего резца.
Принимаем, ближайшее стандартное значение по паспорту станка: n=1048 об/мин Рассчитаем фактическое значение скорости резания для каждого резца, участвующего в обработке: Vф=(p*D*n)/1000 Vф1 =(3.14*45*1048)/1000=148,08 м/мин; Vф2 =(3.14*20*1048)/1000=65,8 м/мин; Vф3 =(3.14*32*1048)/1000=105,3 м/мин; Vф4 =(3.14*20*1048)/1000=65,8 м/мин; Vф5 =(3.14*18*1048)/1000=59,2 м/мин; Vф6 =(3.14*20*1048)/1000=65,8 м/мин. Определяем силу резания по формуле (4.5.2.5):
где Cp = 300; [22,табл.22,с.273] t – глубина резания, t = 2 мм; S – подача, S = 0,6 об/мин; v – скорость резания, v = 148,08 м/мин; Показатели степени: x = 1; [22,табл.22,с.273] y = 0,75; [22,табл.22,с.273] n = - 0,15; [22,табл.22,с.273] kp – поправочный коэффициент учитывающий фактические условия резания, определяется по формуле (4.5.2.6):
kp = k м р × k j р × k g р × k l р × k r р , (4.5.2.6)
где k м p – коэффициент учитывающий влияние качества обрабатываемого материала [22,табл.9,с.264]
k j р, k g р, k l р, k r р – коэффициенты учитывающие влияние геометрических параметров режущей части инструмента. Назначим эти коэффициенты по справочнику: k j р = 0,89; k g р = 1; k l р = 1; k r р = 0,93[22,табл.23,с.275].
kp = 1,33 × 0,89 × 1 × 1 × 0,93 = 1,1
Определяем мощность резания по формуле (4.5.2.7):
(4.5.2.7)
Nе£Nст, Nст. =17 кВт.
Необходимая мощность на приводе станка:
где η - КПД станка, η=0,75 [15]
Должно выполняться условие Ncт>Nпр 13>6.86 кВт, условие выполняется. Определим норму времени на операцию 020: То=L/(n*S), [15] (4.5.2.9) где L=l1+lрез.+l2, где l1=2мм-величина врезания инструмента, l2=4мм - величина перебега инструмента; n=1048 об/мин; S = 0,6 мм/об То=(2+75+1)/(1048*0,6)=0,1 мин. 4.5.3 Расчет режимов резания на шпоночно-фрезерную операцию 040.
Операция выполняется на шпоночно-фрезерном станке модели 6Д91. В качестве инструмента выбираем шпоночную фрезу По ГОСТ 9140-78 из быстрорежущей стали Р6М5. Параметры фрезы: -D=6мм; -z (число зубьев фрезы)=2; - материал режущей части - Р6М5. Назначаем следующие параметры обработки по [13,Т.2,с.286, табл.38]: - глубина фрезерования t = 3,5 мм; - подача на один зуб Sz = 0,006 мм/зуб. Определяем скорость резания по формуле (4.5.3.1):
где C v – коэффициент скорости, C v = 46,7 [22, с.287, табл.39];
Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам... Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все... Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право... ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 ). Для этого заполним таблицу 4.4.1.
). Для этого заполним таблицу 4.4.1. , [3] (4.4.1)
, [3] (4.4.1) [3, с.89] (4.4.3)
[3, с.89] (4.4.3) ) мм
) мм

 ).Для этого заполним таблицу 4.4.2.
).Для этого заполним таблицу 4.4.2.





 )
)
 )
)
 )
)
 , [22, с. 282] (4.5.1.1)
, [22, с. 282] (4.5.1.1) (4.5.1.3),
(4.5.1.3),

 , (4.5.1.4)
, (4.5.1.4)
 , (4.5.1.5)
, (4.5.1.5) , (4.5.1.6)
, (4.5.1.6)

 , [22] (4.5.1.7)
, [22] (4.5.1.7)
 [22] (4.5.1.8)
[22] (4.5.1.8)
 , [22] (4.5.1.9)
, [22] (4.5.1.9) ,[22]
,[22]

 [22] (4.5.1.11)
[22] (4.5.1.11)


 [22] (4.5.1.12)
[22] (4.5.1.12)

 (4.5.1.13)
(4.5.1.13)
 (4.5.1.14)
(4.5.1.14)
 , [22] (4.5.2.1)
, [22] (4.5.2.1) (4.5.2.3)
(4.5.2.3) [22]
[22]
 [22] (4.5.2.4)
[22] (4.5.2.4)
 (4.5.2.5)
(4.5.2.5) .
.







 (4.5.3.1)
(4.5.3.1)



