|
|
Поперечно – клиновая прокаткаПоперечно-клиновая прокатка — одна из разновидностей поперечной прокатки, которая была разработана советскими учеными [7]. Метод поперечно-клиновой прокатки позволяет более чем в десять раз увеличить производительность труда по сравнению с точением валов на токарных автоматах, уменьшить норму расхода металла на 30—60%, повысить износостойкость изделий на 25—30%. Эти факторы, а также полная автоматизация процесса прокатки значительно снижают себестоимость продукции. Точность валов, обрабатываемых этим методом, соизмерима с точностью изделий, получаемых на токарных автоматах. Поэтому поперечно-клиновая прокатка позволяет изготавливать некоторые детали сельскохозяйственного машиностроения без дальнейшей механической обработки. Для более точных деталей может быть применена последующая шлифовка.
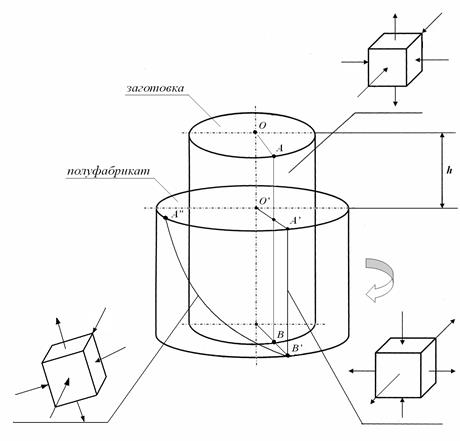
Рис. 3.3 Форма контактной поверхности на начальном этапе внедрения инструмента в заготовку Сущность этого метода заключается в следующем (рис. 3.3). Штучная заготовка, как правило, нарубленная из прутка, укладывается поперек заходной части неподвижного профильного инструмента. Подвижный инструмент с аналогичным профилем, перемещаясь параллельно неподвижному, внедряется в заготовку, вызывая ее вращение. Оба названных инструмента имеют боковые наклонные грани, которые заставляют перемещаться избытки металла по направлению к торцам, тем самым удлиняя заготовку. Оставшаяся часть металла прокатывается между инструментами, приобретая их негативный профиль. Так, непрерывно перекатывая заготовку вдоль неподвижного инструмента, последовательно от центральной части к торцу, формуют деталь. На заключительной стадии профилирования ножами, установленными по обе стороны инструмента, отрезают избытки металла от окончательно оформленной детали. Затем ее удаляют, а подвижный инструмент возвращают в исходное положение. Цикл обработки, составляющий 3 - 4 с, повторяется с новой заготовкой. Этим методом могут обрабатываться практически все конструкционные, ряд инструментальных сталей, а также цветных и жаропрочных материалов. Исключение составляют малопластичные сплавы, которые посредственно поддаются обработке давлением. Этот процесс также подчиняется закону знакопеременного деформирования. Осадка с кручением В процессах обработки давлением сдвиговые деформации являются основным механизмом пластического формоизменения, обеспечивая максимальную деформацию при минимальных затратах энергии. Интенсификация сдвиговых деформаций может оказать существенное влияние на многие традиционные и новые технологические процессы (термомеханическая обработка заготовок для проработки структуры, уплотнение пористых тел, объемная изотермическая и сверхпластическая штамповка металлических и неметаллических материалов и т.д.) [5]. Одним из способов повышения роли сдвиговой деформации при штамповке осесимметричных деталей является совмещение осевого перемещения рабочего инструмента с кручением (рис. 3.4). Такое комбинированное нагружение позволяет уменьшить на 40—60% осевое усилие осадки, существенно снизить энергозатраты и стоимость оборудования при штамповке крупногабаритных осесимметричных поковок типа дисков.
Рис. 3.4. Схема процесса осадки с кручением
Ротационное выдавливание Ротационным выдавливанием называют процесс образования изделий по форме вращающейся оправки при помощи одного или нескольких свободновращающихся давильных роликов, перемещающихся поступательно [5]. В процессе обработки этим методом (без отходов) металл пластически деформируется и постепенно смещается под действием сжимающего усилия давильного ролика по мере перемещения последнего параллельно поверхности оправки на заданном расстоянии от нее. При одновременном вращении обрабатываемого изделия и оправки давильный ролик фактически перемещается по спирали и придает изделию требуемую форму, выдавливая металл в зазор между поверхностью оправки и формообразующим роликом (рис. 3.5).
Рис. 3.5 Схема процесса ротационного выдавливания
Способом ротационного выдавливания можно быстро, точно и весьма экономично изготавливать такие полые изделия, как конусы и цилиндры из вырубленных заготовок, тянутых стаканов, сварных цилиндров, поковок, а также из отливок. На изделиях можно получать фланцы такой же толщины, как толщина заготовки, тоньше или толще, чем стенка заготовки (при изготовлении изделий из поковок, обработанных механически), и фланцы большей толщины, чем толщина исходной заготовки. В некоторых случаях бывает необходимо производить ротационное выдавливание за две или более операции, заменяя для этого оправку или производя заново наладку ролика после каждой операции.   ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|