
|
|
Малыми кружочкам обозначены электроны, а большими положительно и отрицательно заряженные ионы
При работе на постоянном токе возможна прямая и обратная дуга. При прямой полярности «+» на изделии «-» на электроде. При обратной полярности наоборот. При питании сварочной дуги постоянным током обратной полярности катодное и анодное пятна поменяются местами, т. е. катодом будет изделие, а анодом — электрод. При переменном токе эта смена будет происходить 100 раз в секунду. Поэтому дуга на переменном токе горит менее устойчиво, чем на постоянном. При сварке на переменном токе количества теплоты, выделяющиеся на электроде и изделии, будут примерно одинаковыми. Различают по длине короткую и длинную дугу. Длиной дуги называют расстояние от конца электрода до дна кратера на поверхности металла. Кратером называют углубление на поверхности металла в результате давления на него столба дуги. Длина дуги определяется диаметром электрода. Короткой называется дуга, длина которой меньше или равна диаметру электрода.Ее размеры 2-4 мм. Длинная дуга та, которая больше или равна диаметру электрода. Короткой дугой сваривают металл, длинной режут металл. Чтобы избежать кратера применяют следующие способы:
Характер капель электродного металла переносимых через сварочную дугу зависит от силы сварочного тока. С увеличением силы тока размер капель уменьшается, а число их возрастает. С уменьшением силы тока размер капли растет и в единицу времени их становиться меньше. Именно это свойство переноса металла и уменьшение силы тока, а также максимально короткая дуга позволяет вести сварку в вертикальном положении.
Влияние магнитных полей на дугу. Сварочная дуга является гибкой газовой вставкой между электродом и изделием и, как всякий проводник с током, взаимодействует с магнитным полем.
Рис.16 Влияние магнитных полей и ферромагнитных масс на сварочную дугу: а – нормальное положение дуги, б –отклонение дуги под влиянием неравномерной напряженности магнитного поля. В – отклонение дуги под влиянием ферромагнитных масс. Н1 и Н2 - напряженности
Возникновение его объясняется тем, что в местах изменения направления тока создаются различные напряженности магнитного поля. Это приводит к отклонению дуги в сторону, противоположную большей напряженности. При сварке переменным током в связи с тем, что полярность меняется с частотой тока, это явление проявляется значительно слабее. Магнитное дутье также имеет место при сварке в момент отрыва капке вблизи ферромагнитных масс (железо и сталь). Дуга в этом случае отклоняется в сторону этих масс. Возникновение магнитного дутья вызывает непровары и ухудшает внешний вид шва. Устранить его можно:
Лекция №10. Электроды (классификация, маркировка, требования к хранению). Электродом для дуговой сварки называют металлический или неметаллический стержень, предназначенный для подвода тока к сварочной дуге. Для ручной дуговой сварки электроды представляют собой стержни круглого сечения различной длины и диаметра. Для полуавтоматов и автоматов в качестве электрода применяют сварочную, порошковую и самозащитную проволоку. Неплавящиеся электроды выполнены из технического вольфрама и его сплавов, угля и графита. Они предназначены для повышения температуры сварочной ванны при своем сгорании. Электроды подразделяются на плавящиеся, выполненные из стали, чугуна, алюминия, меди и их сплавов, и неплавящиеся.. Они представляют собой определенных размеров металлические стержни, на поверхность которых опрессовкой или окунанием нанесено специальное покрытие. Назначение покрытия электродов 1. Зашита расплавленного металла от кислорода и азота воздуха при сварке. Достигается газами, которые образуются из покрытия в зоне дуги. 2. Теплоизоляция расплавленного металла (для медленного процесса кристаллизации, что обеспечивает пластичность сварного шва). Пластичность – главное механическое свойство, которым должен обладать сварочный шов. 3. Для устойчивого горения сварочной дуги (в покрытие вводятся ионизирующие добавки). 4. Легирование металла шва   ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? - задался я вопросом...  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
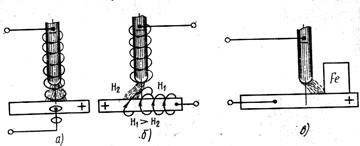 Отклонение столба дуги под действием магнитного поля, наблюдаемое в основном при сварке постоянным током, называется магнитным дутьем (рис. 16).
Отклонение столба дуги под действием магнитного поля, наблюдаемое в основном при сварке постоянным током, называется магнитным дутьем (рис. 16).