|
|
ПРЕДНАЗНАЧЕН ДЛЯ ТЕОРЕТИЧЕСКОЙ ПОДГОТОВКИ, ПЕРЕПОДГОТОВКИ И ПОВЫШЕНИЯ КВАЛИФИКАЦИИ РАБОЧИХ ПО ПРОФЕССИИСтр 1 из 13Следующая ⇒ КУРС ЛЕКЦИЙ ПРЕДНАЗНАЧЕН ДЛЯ ТЕОРЕТИЧЕСКОЙ ПОДГОТОВКИ, ПЕРЕПОДГОТОВКИ И ПОВЫШЕНИЯ КВАЛИФИКАЦИИ РАБОЧИХ ПО ПРОФЕССИИ «ЭЛЕКТРОСВАРЩИК РУЧНОЙ ДУГОВОЙ СВАРКИ» Сборник составлен в соответствии с требованиями ЕТКС (Единого тарифно-квалификационного справочника работ и профессий рабочих (выпуск 2), раздел "Сварочные работы") к знаниям и умениям электросварщика ручной сварки 2-3 разрядов.
Содержание I. Квалификационные характеристики 3 II. Лекции по основам ручной электродуговой сварки Лекция №1.Преимущества и недостатки сварки перед другими Способами соединения деталей, ее общая классификация и сущность 4 Лекция №2. Сварные соединения (виды, определение, достоинства, недостатки, Применение) 7 Лекция № 3 Классификация сварных швов 8 Лекция №4 Подготовка металла под сварку 9 Лекция № 5 Обозначение сварных швов на чертежах 11 Лекция № 6 Организация рабочего места электросварщика 12 Лекция № 7.Устройство и назначение сварочного трансформатора 14 Лекция № 8.Устройство и назначение сварочного выпрямителя 16 Лекция № 9 Сварочные инверторы 18 Лекция №10. Сварочная дуга (определение, физическая сущность, способы зажигания, условия устойчивого горения, строение, влияние длины дуги на производительность и качества шва, окончание шва) 20 Лекция №11. Электроды (классификация, маркировка, требования к хранению) 23 Лекция №12 Выбор режимов дуговой сварки 30 Лекция №13 Колебательные движения электродом (назначение, разновидности) 32 Лекция № 14 Технология и техника выполнения швов в нижнем положении 33 Лекция № 15 Технология выполнения швов в вертикальном, горизонтальном и потолочном положении. 34 Лекция № 16 Технология выполнения швов различной протяженности 37 Лекция № 17 Способы заполнения шва по сечению 37 Лекция № 18Напряжения и деформации при сварке (понятия, виды, классификация, причины возникновения, способы борьбы) 39 Лекция № 19 Дефекты швов и сварных соединений (причины возникновения, способы устранения) 42 Лекция № 20 Контроль качества сварных соединений 43 Лекция № 21 Сварка трубных конструкций дуговой сваркой 46 Лекция № 22 Сварка чугуна ручной дуговой сваркой 49 Лекция № 23 Сварка цветных металлов (медь и ее сплавы, алюминий, титан) 52 Лекция № 24 Металлургические процессы при сварке плавлением 54
IY. Материалы для проведения итогового контроля IY.I Текст экзаменационных билетов для 2 разряда 58 IY.II. Текст экзаменационных билетов для 3 разряда 60
Y. СПИСОК ЛИТЕРАТУРЫ 62
КВАЛИФИКАЦИОННАЯ ХАРАКТЕРИСТИКА Профессия – электросварщик ручной сварки Квалификация – 2-й разряд Электросварщик ручной сварки 2-го разряда Должен уметь выполнять:
Должен знать:
Профессия – электросварщик ручной сварки Квалификация – 3-й разряд Электросварщик ручной сварки 3-го разряда должен уметь: · Производить ручную дуговую и плазменную сварку деталей, узлов и конструкций средней сложности из углеродистых сталей и простых деталей их конструкционных сталей, цветных металлов и сплавов во всех пространственных положениях сварного шва, кроме потолочного. · Производить ручную дуговую кислородную резку, строгание деталей средней сложности из малоуглеродистых, легированных, специальных сталей, чугуна и цветных металлов в различных положениях. · Производить наплавку изношенных простых инструментов, деталей из углеродистых и конструкционных сталей. · Соблюдать требования безопасности труда. · Устройство применяемых электросварочных машин и сварочных аппаратов. · Свойства и значение покрытий электродов. · Основные виды контроля сварных швов. · Способы подбора марок электродов в зависимости от марок стали. · Причины внутренних напряжений и деформаций в свариваемых изделиях, меры их предупреждения. · Правила организации труда на своем рабочем месте. Используемые термины и сокращения ММА (РДС) – ручная дуговая сварка штучными (покрытыми) электродами TIG – ручная дуговая сварка неплавящимся (вольфрамовым) электродом в среде инертного защитного газа МIG/MAG – полуавтоматическая сварка проволокой в среде инертного/ активного газа AC – переменный ток, DС – постоянный ток PULS – импульсная сварка (сварка пульсирующим током) Antistick – предотвращение «прилипания» и прокаливания электрода Hotstart – уверенное первичное и повторное зажигание электрода Arcforce – адаптация характеристик сварочной дуги для устойчивого горения электродов различных типов Liftarc – контактный поджиг дуги PWS – дистанционное переключение полярности тока CEL – сварка целлюлозными электродами powerSinus – функция аппарата, позволяющая потреблять из сети только активную мощность, т. е. предотвращает перегруз сети и снижает энергопотребление VRD 12V – встроенный блок снижения напряжения холостого хода до 12 В activArc – мощная TIG дуга с быстрым и глубоким расплавлением металла: более качественная и простая сварка spotArc – точечная сварка в аргоне вольфрамовым электродом листов толщиной до 2,5 мм (альтернатива контактной сварке) forceArc – короткая, форсированная MAG дуга под давлением: убыстряет расплавление, увеличивает производительность coldArc – МIG/MAG сварка – пайка тонких листов металла с меньшим нагревом (температура ниже 400 °C), в т. ч. оцинкованных листов High–Speed – высокоскоростная сварка T – переносной, F – передвижной, G – газовое охлаждение, W – водяное охлаждение, E – центральный евроразъем D – декомпактный для аппаратов МIG/MAG – выносное устройство подачи проволоки D – децентральный для аппаратов TIG – раздельное подключение разъемов сварочной горелки К – компактный (устройство подачи проволоки встроено в один корпус с источником) Лекция №2. Сварные соединения (виды, определение, достоинства, недостатки, применение) Рис.1 Основные типы сварных соединений Рис.2 Классификация сварных швов Рис.3 Классификация и обозначение сварных швов по их положению в пространстве
Рис.4 Геометрические параметры сварных швов Рис.5 Подготовка металла под сварку Обязательно в процессе сварки делают: зазор – в, для проплавления металла на всю его толщину. Его размеры 0,5- 5 мм, в зависимости от толщины свариваемого металла. Притупление кромок с – необходимо для формирования корня шва, и для того, чтобы непроплавить тонкий металл. Его размеры 2 – 2,5 мм β - угол скоса кромки (15° - 45°), α – угол разделки кромок, выбираются в зависимости от толщины ввариваемого металла и оставляют в общем случае 60° - 80° Разделка кромок может быть различна в зависимости от толщины металла (рис.6).
Рис.6 Основные типы, конструктивные элементы и размеры сварных соединений Рис.7 Изображение швов сварных соединений Рис.9 Оборудование сварочного поста От сети переменный ток напряжением 220 или 380 В через рубильник и предохранители 3подается к источнику питания – сварочному трансформатору где ток трансформируется до напряжения 60 –70 В, и по сварочным проводам через зажим и электродержатель подводиться к изделию. Сварочный пост комплектуется: · источником питания, · электрододержателем, · сварочными проводами, · зажимами для токопроводящего провода, · сварочным щитком с защитными светофильтрами, · различными зачистными и мерительными инструментами.
Электрододержатель — приспособление для закрепления электрода и подвода к нему тока. Среди всего многообразия применяемых электрододаржателей наиболее безопасными являются пружинные, изготавливаемые по требованиям и классификации ГОСТ 14651-78Е: I типа — для тока 125 А; II типа — для тока 125 — 315 А; III типа — для тока 315-500А. Электрододержатели выдерживают без ремонта 8-10 тысяч зажимов. Время замены электрода не превышает 3-4 с. По конструкции различаются винтовые, пластинчатые, вилочные и пружинные электрододержатели.
Щитки сварочные изготавливаются двух типов: ручные и головные из легких негорючих материалов по ГОСТ 12. 4. 035-78. Масса щитка не должна превышать 0,50 кг.
Защитнные светофильтры (затемненные стекла), предназначенные для защиты глаз от излучения дуги, брызг металла и шлака, изготавливаются – 13 классов или номеров по ГОСТ 12.4.080-79. Номер светофильтра подбирается в зависимости от силы сварочного тока и индивидуальных особенностей зрения сварщика ( таблица 2). Классы светофильтров Таблица 2
Кабели и сварочные провода необходимы для подвода тока от источника питания к электрододержателю и изделию. Электрододержатели присоединяются к гибкому (многожильному) медному кабелю марки ПРГД или ПРГДО (ГОСТ 6731-77Е). Кабель сплетен из большого числа отожженных медных проволочек диаметром 0,18 — 0,20 мм. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи. Токоподводящий провод соединяется с изделием через специальные зажимы. В сварочном поворотном приспособлении должны быть предусмотрены специальные клеммы. Закрепление провода должно быть надежным. Самодельные удлинители токоподводящего провода в виде кусков или обрезков металла не допускаются. Рис.10 Сварочный трансформатор В нижней части сердечника находится первичная обмотка, состоящая из двух катушек, расположенных на двух стержнях. Катушки первичной обмотки закреплены неподвижно. Вторичная обмотка, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток, соединены параллельно. Вторичная обмотка – подвижная и может перемещаться по сердечнику при помощи винта, с которым она связана, и рукоятки, находящейся на крышке кожуха трансформатора. Регулирование сварочного тока производится изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, магнитный поток рассеяния растет(индуктивное сопротивление увеличивается) и сварочный ток уменьшается. Пределы регулирования сварочного тока – 65 – 460 А. Последовательное соединение катушек первичной и вторичной обмоток позволяет получать малые сварочные токи с пределами регулирования 40 – 180 А. Диапазоны тока переключают выведенной на крышку рукояткой. Свойства источника питания определяются его внешней характеристикой, представляющей кривую зависимости между током (I) в цепи и напряжением (U) на зажимах источника питания. Источник питания может иметь внешнюю характеристику: возрастающую, жесткую, падающую Источник питания для ручной дуговой сварки имеет падающую вольт – амперную характеристику. Напряжение холостого хода источника питания – напряжение на выходных клеммах при разомкнутой варочной цепи. Номинальный сварочный ток и напряжение – ток и напряжение, на которые рассчитан нормально работающий источник.
Источник питания сварочной дуги-сварочный трансформатор обозначается следующим образом: ТДМ – 317 Т – трансформатор Д – для дуговой сварки М – механическое регулирование 31 – номинальный ток 310 А 7 – модель Рис.11 Сварочный выпрямитель Рис.12Функциональная схема источника питания инверторного сварочного аппарата для трехфазного входного напряжения 380 В промышленной частоты Технологические преимущества инверторных сварочных аппаратов:
Инверторные сварочные аппараты также называют сварочными инверторами. (Рис.13)
Рис.13 Инверторные источники питания Рис.15 Строение электрической дуги и распределение напряжения на ее участках: 1 – катодное пятно; 2 – столб дуги; 3 – анодное пятно. Таблица 3
По допустимым пространственным положениям: 1 -для всех положений; 2 – для всех положений, кроме вертикального «сверху вниз»; 3 - для нижнего, горизонтального и вертикального «снизу вверх»; 4 - для нижнего и нижнего «в лодочку» Д- толстое покрытие Е 432 - характеристика наплавленного металла Р – рутиловое покрытие 2 - для сварки во всех пространственных положениях, кроме вертикального «сверху –вниз» 1 – род тока любой, полярность любая
Справочная таблица соответствия российских электродов и сварочных электродов Фирмы ESAB Таблица 4
Рис.17 Колебательные движения электродом Первое движение - это поступательное движение электрода по направлению его оси. Оно производится со скоростью плавления электрода и обеспечивает поддержание определенной длины дуги. Второе движение электрода направлено вдоль оси шва и производится со скоростью сварки. В результате этих двух движений образуется узкий, шириной не более 1,5 диаметров электрода, так называемый и ниточный шов. Такой шов применяется при сварке тонкого металла, а также при наложении первого шва при многослойной (многопроходной) сварке. Третье движение — это колебание конца электрода поперек шва, которое необходимо для образования валика определенной ширины, хорошего провара кромок и замедления остывания сварочной ванны. Колебательные движения электрода поперек шва могут быть различными и определяются формой, размером и положением шва в пространстве.
Рис.18 Выполнение сварных швов в нижнем положении Сварка в вертикальном положении (Рис.21).
Рис.21 Сварка вертикальных швов Расплавленный металл под действием силы тяжести стремится стекать вниз, что затрудняет формирование шва. Поэтому вертикальных швы выполняют очень короткой дугой, при которой расстояние между каплями на электроде и жидким металлом в сварочной ванне настолько мало, что между ними возникает взаимное притяжение. Благодаря этому капли электродного металла сливаются со сварочной ванной при малейшем касании их между собой. Объем расплавленного металла уменьшают снижением сварочного ток на10-15% по сравнению с нижним положением, а диаметр электрода ограничивают до 4 мм. А б Рис.22 Выполнение сварных вертикальных швов В начале сварки (рис.22б) дуга возбуждается в самой верхней точке пластин при горизонтальном расположении электрода. После образования ванны жидкого металла электрод наклоняют на 15° -20° с таким расчетом, чтобы дуга была направлена на основной и наплавленный металл. Для улучшения условий формирования шва амплитуда колебательных движений электрода должна быть небольшой, а дуга – очень короткой, чтобы капли расплавленного металла удерживались от падения концом электрода. Сварка в горизонтальном положении (Рис. 23) Сварка в горизонтальном положении представляет большие трудности, чем сварка в вертикальном положении.
Рис.23 Сварка в горизонтальном положении шва При сварке стыковых соединений жидкий металл стекает с верхней кромки, при этом неизбежно образуется подрез. Для облегчения сварки скос кромки делают только у верхнего листа. В большинстве случаев (особенно при сварке неповоротных стыков трубопроводов) горизонтальные швы выполняются ниточными валиками (без колебательных движений); сварочный ток снижают, и диаметр электрода ограничивают также, как и в вертикальном положении. Рис.24 Сварка в потолочном положении Рис.26 Сварные швы по заполнению сечения швы Для более равномерного нагрева металла шва по всей его длине швы выполняют:
Рис.27 Заполнение шва по сечении: а – каскадом; б – блоками
При сварке методом «горки» (Рис.28) на участке 200 – 300 мм накладывают первый слой, после очистке его от шлака на него накладывают второй слой, по длине в 2 раза больший, чем первый. Затем, отступив от начала второго слоя на 200 – 300 мм, производят наплавку третьего слоя и т.д. Рис.28 Сварка горкой Меры борьбы с деформациями Рис. 29Обратные деформации и положения элементов изделия после сварки В – цилиндрического сосуда Уравновешивание деформаций. В этом случае (рис.31) швы выполняют в такой последовательности, при которой последующий шов вызывает деформации обратного направления по сравнению с деформациями от предыдущего шва. Этот способ может быть использован при симметричном расположении швов.
Рис.31 Уравновешивание деформации: Рис. 32 Стадии отпуска сварных конструкций Рис.33 Виды дефектов и причины их возникновения А б в Рис.34 Сварные стыки труб: а — поворотный, б — неповоротный, в — горизонтальный Перед сборкой и сваркой трубы проверяют на соответствие требованиям проекта, по которому сооружается трубопровод, и техническим условиям. Основными требованиями проекта, а также технических условий являются: наличие сертификата на трубы; отсутствие эллипсности труб; отсутствие разностенности труб; соответствие химического состава и механических свойств металла трубы требованиям, указанным в технических условиях или ГОСТах. При подготовке стыков труб под сварку проверяют перпендикулярность плоскости реза трубы к ее оси, угол раскрытия шва и величину притупления. Угол раскрытия шва должен составлять 60—70°, а величина притупления 2 -2,5 мм (рис.35). Фаски снимают с торцов труб механическим способом, газовой резкой или другими способами, обеспечивающими требуемую форму, размеры и качество обрабатываемых кромок.
Рис.35 Подготовка кромок труб под сварку при толщине стенок 8—12 мм
Разностенность толщин стенок свариваемых труб и смещение их кромок не должны превышать 10% толщины стенки, но быть не более 3 мм. При стыковке труб должен обеспечиваться равномерный зазор между соединяемыми кромками стыкуемых элементов, равный 2—3 мм. Перед сборкой кромки стыкуемых труб, а также прилегающие к ним внутренние и наружные поверхности на длине 15—20 мм очищают от масла, окалины, ржавчины и грязи. Прихватки, являющиеся составной частью сварного шва, выполняют те же сварщики, которые будут сваривать стыки, с применением тех же электродов. При сварке труб диаметром до 300 мм прихватка выполняется равномерно по окружности в 4 местах швом высотой 3—4 мм и длиной 50 мм каждая. При сварке труб диаметром более 300 мм прихватки располагают равномерно по всей окружности стыка через каждые 250 — 300 мм. При монтаже трубопроводов необходимо стремиться к тому, чтобы по возможности больше стыков сваривалось в поворотном положении. Количество слоев шва при дуговой сварке труб определяется толщиной стенок труб (таблица 5). Таблица.5
Рис.36 Схема сварки стыка труб малого диаметра Сварка толстостенных труб Трубы, толщина стенки которых составляет 8-12 мм, сваривают в три слоя плюс декоративный шов. Первый слой создает местный провар в корне шва и надежное сплавление кромок. Для этого необходимо, чтобы наплавленный металл образовал внутри трубы узкий ниточный валик высотой 1—1,5 мм, равномерно распределяющийся по всей окружности. Используют электроды диаметром 2- 3мм. Для получения провара без сосулек и грата осуществляю движение электрода возвратно-поступательным с непродолжительной задержкой электрода на сварочной ванне, незначительным поперечным колебанием между кромками и образованием небольшого отверстия в вершине угла, скоса кромок. Отверстие получается в результате проплавления основного металла дугой. Размер его не должен превышать 2 мм больше установленного зазора между трубами Второй и третий слой выполняю электродом диаметром 4 – 5 мм и при повышенном токе одним из следующих способов: поворотом трубы на 180° и поворотом трубы на 90°. Поворот трубы на 180° (Рис.37)
А б Рис.37 Схема сварки стыка трубы: а –второго слоя, б- третьего слоя
1.Стык делят на четыре участка. Вначале сваривают участки 1—2, после чего трубу поворачиваю на 180° и завариваю участки 3 и 4 (рис.37а). 2. Затем трубу поворачиваю еще на 90° и свариваю участки 5 и 6, затем поворачиваю трубу на 180° и свариваю участки 7 и 8 (Рис.37 б). В процессе сварки следил, чтобы начало и конец шва не совпадали, перекрытие смежного слоя составляет 20 – 25 мм. Поворот трубы на 90° Стык так же делят на 4 участка. В начале сваривают участки 1,2. Затем поворачивают трубу на 90° и сваривают участки 3, 4.(Рис.38а) После сварки 1 слоя трубу поворачивают на 90° и сваривают участки 7-8 (Рис.38.б).
А б Рис.38 Схема сварки стыка трубы: а – второго слоя, б – третьего слоя
Четвертый декоративный слой во всех рассмотренных выше способах накладывают в одном направлении при вращении трубы, я именно так и производил сварку. Трубы диаметром более 500 мм сваривают обратно-ступенчатым способом. Длина каждого участка зависит от диаметра трубы и составляет 150-300мм (Рис.39).
а б
Рис.39Схема сварки стыка труб большого диаметра: Рис. 40 Сварка чугуна с применением шпилек Диаметр шпилек d= (0,15 - 0,2) * S, где d — диаметр шпильки S— толщина стенки, мм. Шпильки диаметром менее 3 мм не применяют. Расстояние между шпильками составляет (4–6)d глубина посадки 2d, расстояние от кромок не менее (1,5—2)d Электроды с покрытием типа УОНИ применяют при сварке чугуна потому, что они требуют использования постоянного тока обратной полярности. Это уменьшает перегрев детали и снижает выгорание кремния. Для снижения внутренних напряжений сварку ведут с перерывами, не давая изделию нагреться выше 100° С. При использовании электродов диаметром 3 мм ток не должен превышать 120 А, диаметром 4 мм— 150 А; 5 мм — 220 А. Сварка меди и ее сплавов I. Особенность сварки меди заключается в следующем: 1. Медь обладает · высокой теплопроводностью, · большой жидкотекучестью, · способностью окисляться в нагретом и особенно в расплавленном состоянии 2. Сварка меди в значительной степени зависит от наличия в металле различных примесей: висмута, мышьяка, свинца, сурьмы. Они практически не растворяются в меди, но образуют с ней легкоплавкие хим. соединения, которые располагаются по границам зерен, ослабевая межатомные связи. Чистая медь обладает наилучшей свариваемостью. 3. Повышенная жидкотекучесть меди затрудняет ее сварку в различных пространственных положениях, кроме нижнего. 4. Водород в присутствии кислорода оказывает отрицательное действие на свойства меди. Расплавленная медь легко окисляется, образуя оксид меди Сu2 О, который легко поглощает водород и оксид углерода (Сu2 О+2Н = Н2 О+2 Сu). При охлаждении в объеме металла выделяются пузырьки паров воды и углекислого газа, которые не растворяются в меди. Эти газы расширяясь, создают большое внутреннее давление и приводят к образованию местных трещин. Это явление получило название водородной болезни меди. Для предупреждения болезни следует снижать количество водорода в зоне сварки, прокаливать электроды, флюсы, использовать защитные газы. 5 При сварке меди покрытыми медными электродами без подогрева, возможно возникновение горячих трещин. 6. При сварке с подогревом, создающим условие медленного охлаждения, водяной пар в большинстве случаев до затвердевания металла выходит наружу, но небольшая часть водяного пара остается между слоем сварочного шлака и поверхностью металла шва. В результате этого, поверхность металла шва после удаления шлака становиться неровной. Этого можно избежать при очень медленном охлаждении шва. II. Виды сварки меди: · Дуговая сварка угольным электродом (неплавящимся) · Дуговая сварка плавящимся электродом · Автоматическая сварка под слоем флюса · Ручная аргонодуговая сварка вольфрамовым электродом (сварка в защитных газах) · Газовая сварка
Рассмотрим виды дуговой сварки.
Сварка   Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право...  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? - задался я вопросом...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
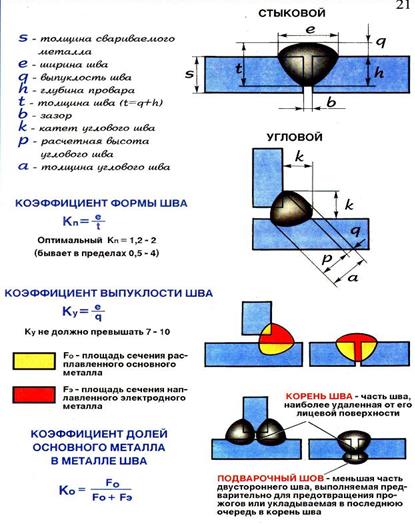 Стыковые и угловые швы характеризуются следующими геометрическими параметрами (Рис.4)
Стыковые и угловые швы характеризуются следующими геометрическими параметрами (Рис.4)


 Таким образом, выполняют сварку (заполнение разделки) в обе стороны от центральной «горки» короткими швами. Каскадный метод является разновидностью метода «горки»
Таким образом, выполняют сварку (заполнение разделки) в обе стороны от центральной «горки» короткими швами. Каскадный метод является разновидностью метода «горки»