|
|
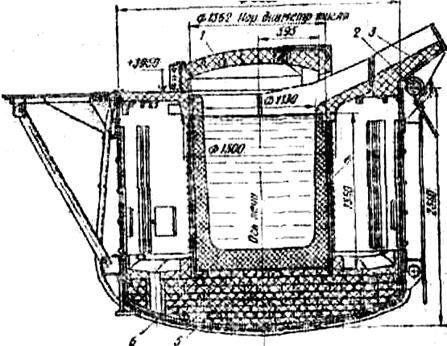
Плавка стали в индукционных печах
Плавка стали в индукционных высокочастотных печах происходит за счет образования тепла от мощных вихревых токов, индуктирующихся в металле. Индукционная печь (рис. 12) состоит из огнеупорного тигля 6, охваченного индуктором в виде медного змеевика 4, внутри которого циркулирует вода для его охлаждения по время плавки, огнеупорного пода 5 и съемного свода 1. Набивной тигель с индуктором находятся в стальном кожухе, к передней части которого под сливным носком 3 прикреплена ось поворота 2, опирающаяся на две цапфы для поворота печи. При сливе металла печь можно наклонять с помощью электрического или гидравлического (на крупных печах) привода на угол до 95°. К индуктору подается ток от генератора с частотой от 500 до 2500 Гц. Мощность генераторов выбирают из расчета 1,0—0,3 кВт/кг загружаемого металла в печь. Емкость применяемых сталеплавильных индукционных печей находится в пределах от 60 кг до 25 т. При плавке в индукционных печах вредные примеси (сера и фосфор) из металла не удаляются, поэтому используют шихту с минимальным их содержанием. Обычно в печах этого типа выплавляют наиболее ценные сорта стали, идущие на изготовление ответственных деталей.
Рис. 12. Схема индукционной сталеплавильной печи
Рис. 13. Принципиальная схема электрошлакового процесса: 1 – расходуемый электрод; 2 – кристаллизатор; 3 – поддон; 4 – расплавленный шлак; 5 – жидкий металл; 6 – полученный слиток; 7 – трансформатор
Новые методы производства высококачественной стали К новым методам производства сталиотносятся электрошлаковый переплав, плавка и разливкаметалла под вакуумом, вакуумирование стали вковше и др. Нижерассматривается один из этих методов.
Электрошлаковых переплав
Сущность метода заключается в следующем. Из стали, предназначающейся для переплава, сначала изготовляют электроды. Затем на медный поддон установки кладут шайбу (затравку) из той же стали, что и электроды. На шайбу насыпают электропроводный флюс, электроды опускают до соприкосновения с ним, потом в зазор между стенкой кристаллизатора и электродом засыпают рабочий флюс, состоящий из смеси Al2O3, CaO и СаF2, и подают напряжение. Вначале горит электрическая дуга, и рабочий флюс плавится, и образуется шлак с температурой около 2500 °С. Затем дуга гаснет, и процесс идет за счет тепла, выделяющегося и слое расплавленного шлака, служащего сопротивлением при прохождении через него электрического тока. Это выделение тепла происходит по закону Джоуля – Ленца. Благодаря этому теплу электрод расплавляется, капли металла, проходя через слой жидкого шлака, очищаются от вредных примесей (серы), неметаллических включений и газов. Из этих капель в водоохлаждаемом кристаллизаторе образуется высококачественный слиток (рис. 13). Интенсивный отвод тепла обеспечивает направленную снизу вверх кристаллизацию металла в слитке. В полученных слитках отсутствует пористость, усадочная рыхлость, неметаллические и газовые включения, слитки однородны по строению. Содержание серы в стали после переплава уменьшается почти в два раза.
Разливка стали Разливка является важной операцией, так как oт нее во многом зависит качество слитков. Существует два основных метода разливки стали — в изложницы и непрерывное литье. Первый метод подразделяется на два способа — на заливку стали в изложницы сверху и снизу (сифонный способ). По первому способу сталь заливается из ковша в каждую изложницу сверху, а по второму — через центровой литник и систему литниковых каналов одновременно в несколько изложниц, установленных на поддоне. Для разливки стали в изложницы пользуются сталеразливочными стопорными ковшами. В изложницах с верхней разливкой получают примерно 80 % слитков, остальные - сифонным способом. Форма изложниц применяется двух типов: с уширением кверху для разливки спокойной стали и с уширением книзу для разливки кипящей и полуспокойной сталей. Изложницы, уширяющиеся кверху, делают с дном, а уширяющиеся книзу - сквозными (без дна), и при заливке их ставят на поддоны. При разливке спокойной стали сверху изложниц устанавливают прибыльные надставки, изнутри футерованные огнеупорной массой, что позволяет в надставке дольше сохранить жидкое состояние стали и питать слиток металлом при усадке. Сталь, выпускаемая из печи в ковш, должна быть перегрета на 100 –150 °С выше температуры плавления.   Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем...  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|