|
|
Способы обработки металлов резаниемВ результате обработки заготовок на металлорежущих станках получают детали машин с различным расположением внутренних и наружных цилиндрических, конических, плоских и фасонных поверхностей. Для получения той или иной поверхности детали необходимо выполнить в процессе обработки заготовки различные движения узлов и частей металлорежущих станков: ¶ движения резания – при которых с обрабатываемой заготовки снимается слой металла; ¶ установочные - установка и снятие заготовки со станка, подвод и отвод инструмента и т.д. Движение, определяющее скорость деформирования металла и отделения стружки называется главным движением (т.е. это движение, осуществляемое с наибольшей скоростью). Движение, обеспечивающее непрерывность врезания режущего лезвия инструмента в новые слои металла называется движением подачи. Главное движение, скорость которого обозначают буквой V, может быть непрерывным (точение, сверление) либо прерывистым (строгание, долбление). По своему характеру оно может быть вращательным, поступательным или возвратно-поступательным. Движение подачи, скорость которого обозначают буквой S, может быть непрерывным (точение, сверление) или прерывистым (строгание, долбление), а по своему характеру поступательным или вращательным. Наиболее распространенными способами обработки металлов резанием являются: точение, фрезерование, строгание, шлифование.
Режущий инструмент Режущий инструмент в процессе резания металлов подвергается большому давлению срезаемого слоя и нагреву, что вызывает его износ. Поэтому основным требованием к материалу режущего инструмента является высокая изноустойчивость при высокой температуре нагрева в течение длительного времени. Некоторые характеристики инструментальных материалов приведены в таблице 3.1.
Таблица 3.1. Некоторые характеристики инструментальных материалов
Геометрическая форма и углы резца Элементы конструкции токарных резцов
Все виды режущего инструмента состоят из двух основных частей – рабочей части, содержащей режущие лезвия, и крепежной части, предназначенной для установки и крепления инструмента в технологическом оборудовании или приспособлении. Резец представляет собой стержень с соответствующей заточкой режущей части. Резец (рис.15) состоит из головки 1, стержня 2. Стержень служит для крепления резца в резцедержателе станка. Головка (рабочая часть) резца выполняет работу резания. Она образована тремя поверхностями: передней 3 (по ней сходит стружка), главной задней 4 (обращена к обрабатываемой поверхности заготовки) и вспомогательной задней 7 (обращена к обработанной поверхности заготовки). Главная режущая кромка 5 образована пересечением передней и главной задней поверхностей. Вспомогательная режущая кромка 8 образована пересечением передней и вспомогательной задней поверхностей. Точка пересечения режущих кромок образует вершину резца 6, которая может быть острой, закругленной по радиусу R или в виде прямой линии небольшой длины.
Рис.15. Конструкция токарного резца: 1 – головка, 2 – стержень, 3 – передняя поверхность, 4 – главная задняя поверхность, 5 – главная режущая кромка, 6 – вершина, 7 – вспомогательная задняя поверхность, 8 – вспомогательная режущая кромка.
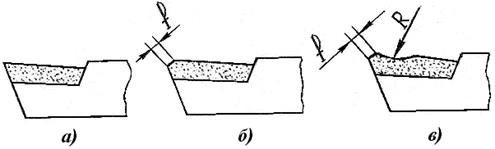
Передняя поверхность резца может быть плоской (рис.16, а), плоской с фаской (рис. 16, б) и радиусной с фаской (рис. 16, в).
Рис. 16. Виды передней поверхности резца: а – плоская, б – плоская с фаской, в – радиусная с фаской.
Геометрия токарного резца
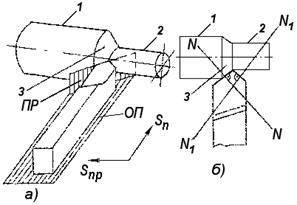
Для определения углов между элементами резца пользуются координатными плоскостями. Основная плоскость (ОП) – плоскость, параллельная направлениям продольной и поперечной подачи (рис. 17, а). Плоскость резания (ПР) – проходит через главную режущую кромку касательно к поверхности резания заготовки. Главная секущая плоскость – плоскость, перпендикулярная к проекции главной режущей кромки на основную плоскость. На рисунке 17, б показан след этой плоскости NN. Вспомогательная секущая плоскость – плоскость, перпендикулярная к проекции вспомогательной режущей кромки на основную плоскость (N 1 N 1). На заготовке различают три поверхности (рис.17); обрабатываемую 1, с которой снимается стружка; обработанную 2, полученную после снятия стружки; поверхность резания 3, образуемую на заготовке непосредственно главной режущей кромкой резца и являющуюся переходной между обработанной и обрабатываемой поверхностями.
Рис. 17. Координатные плоскости для определения углов резца: ПР – плоскость резания; ОП – основная плоскость; NN – главная секущая плоскость; N 1 N 1– вспомогательная секущая плоскость; 1 – обрабатываемая поверхность; 2 – обработанная поверхность; 3 – поверхность резания.
Углы резца, измеряемые в основной плоскости (рис. 18) f – главный угол в плане – угол между проекцией главной режущей кромки на основную плоскость и направлением подачи. f1 – вспомогательный угол в плане – угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением подачи. ε – угол при вершине – угол между проекциями режущих кромок на основную плоскость ε = 180 – (f + f1)
Рис. 18. Геометрия токарного резца f – главный угол в плане; f1 – вспомогательный угол в плане; ε – угол при вершине; α - главный задний угол; γ - главный передний угол; β - угол заострения; δ –угол резания; λ – угол наклона главной режущей кромки; ОП – основная плоскость; NN – главная секущая плоскость.
Углы резца, измеряемые в главной секущей плоскости (рис.18) γ – передний угол – угол между следами передней поверхности резца и основной плоскости. Может быть положительным (+), отрицательным (-) и равным нулю. α – задний угол – угол между следами плоскости резания и главной задней поверхности резца δ = 90о– γ – угол резания – угол между следами плоскости резания и передней поверхности. β = 90о – (α + γ)– угол заострения. Углы, измеряемые в главной секущей плоскости, называются главными. Аналогичные углы измеряются во вспомогательной секущей плоскости. Они называются вспомогательными. Величины переднего и заднего углов обычно находятся в пределах: α = 6°-12°; γ = (+15°) - (–10°) λ - угол наклона главной режущей кромки; может быть положительным, отрицательным и равным нулю.
  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|