
|
|
Гидродинамическая теория смазки в процессах обработки металлов давлением ⇐ ПредыдущаяСтр 6 из 6 Возможность создания режима жидкостного трения при ОМД обусловлена гидродинамическим эффектом смазки. В зависимости от направления относительного движения заготовки и инструмента возникновение гидродинамического эффекта смазки может быть связано либо с относительным скольжением наклоненных друг к другу поверхностей (волочение), либо с сжатием слоя смазки (осадка). В связи с этим все процессы обработки металлов давлением можно разделить на две группы. [4]
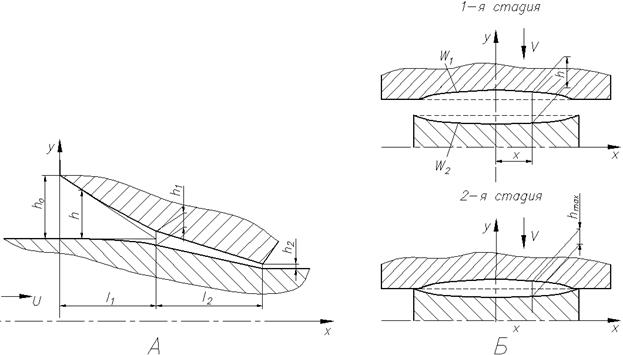
Рис. 7.13. Схема к расчету гидродинамического эффекта смазки в процессах первой (А) и второй (Б) групп
В процессах первой группы условия жидкостного трения формируются в предочаговой зоне (1-я зона) при нагнетании смазки в клиновой зазор, образованный наклоненными друг к другу поверхностями инструмента и заготовки при их относительном перемещении. Под действием возникающих гидродинамических давлений контактные поверхности деформируются, давая возможность смазке проникать в очаг деформации (2-я зона) (рис.7.13, А). Если давления в слое смазки на входе в очаг деформации достигают величины, достаточной для полного разделения трущихся поверхностей слоем смазки, то имеет место жидкостное трение. В этом случае расход смазки через очаг деформации должен быть отличен от нуля. В процессах второй группы условия жидкостного трения формируются в момент выдавливания смазки при сближении инструмента с заготовкой (I стадия). Под действием гидродинамических давлений происходит неравномерная деформация контактных поверхностей, что и приводит к замыканию смазки между торцевыми поверхностями заготовки и инструмента в момент их соприкосновения. Образовавшаяся при этом смазочная линза надежно экранирует контактные поверхности и обеспечивает режим жидкостного трения на большей части торца заготовки при ее пластическом деформировании (II стадия) (рис.7.13, Б). Таким образом, в рассматриваемых процессах имеет место сложное взаимодействие деформируемой заготовки, смазки, инструмента. Поэтому при анализе условий создания режима жидкостного трения в процессах ОМД следует исходить из рассмотрения совместной деформации многокомпонентной системы, состоящей из тел с различными реологическими характеристиками. Поскольку в этой системе заготовка деформируется вначале упруго, затем пластически, инструмент только упруго, а поведение смазки определяется ее реологическими свойствами, то для определения условий создания режима жидкостного трения необходимо решить систему уравнений теории упругости, пластичности, механики жидкости с заданными реологическими свойствами при соответствующих краевых условиях. Поскольку в процессах первой группы на входе в очаг деформации зазора между заготовкой и инструментом нет, а в процессах второй группы в момент контакта инструмента с заготовкой зазор также будет равен нулю, то в обоих случаях давление, при подсчете по формулам (7.32) и (7.43), будет стремиться к бесконечности p®¥. Это делает невозможным при принятых допущениях определение гидродинамического давления и толщины слоя экранирующей смазки. В случае ньютоновской жидкости для определения давления, возникающего в слое смазки вследствие гидродинамического эффекта, необходимо решить следующую систему уравнений:
Уравнение энергии:
В общем случае
Плотность и вязкость смазки — величины переменные, зависящие от температуры и давления:
Чаще всего эти зависимости выражаются в виде эмпирических соотношении, в частности
Толщина слоя смазки с учетом геометрии смазочной щели и деформации контактных поверхностей под действием гидродинамических давлений может быть представлена в следующем виде:
Величины Если инструмент принять за упругое полупространство, то
Величина
Анализ условий создания режима жидкостного трения в процессах обработки металлов давлением сводится к определению толщины слоя смазки, экранирующей контактные поверхности заготовки и инструмента в процессе пластического формоизменения, путем совместного решения приведенных выше уравнений гидродинамики вязкой жидкости и теории пластичности с соответствующими граничными условиями. Граничные, условия определяют давление, температуру и расход смазки на границах смазочного слоя, а также закон изменения касательных напряжений в зоне очага деформации. При этом в процессах первой группы следует исходить из наличия двух зон: предочаговой и очага деформации, а в процессах второй группы — из наличия двух стадий: первой — сжатия слоя смазки при сближении инструмента с заготовкой до момента их соприкосновения и второй — деформирования заготовки. Поскольку волочение полосы относится к процессам первой группы, то при его анализе необходимо, как было указано выше, исходить из наличия двух зон: предочаговой и зоны очага деформации (рис.7.13, А). Исходные уравнения для первой зоны можно сформулировать следующим образом. Уравнение Рейнольдса с учетом того, что рассматривается стационарный процесс, давление является функцией только одной переменной х, V=W = 0, принимает вид:
Уравнение энергии для рассматриваемого случая:
К уравнениям (7.68) и (7.69) следует присоединить зависимость вязкости и плотности смазки от давления и температуры, а также выражение для толщины смазочного слоя:
Для определения деформации контактной поверхности инструмента можно воспользоваться выражением:
Для деформации контактной поверхности заготовки:
Исходные уравнения для второй зоны можно представить так. Давление в слое смазки во второй зоне будет определяться контактными давлениями между заготовкой и инструментом, развиваемыми в процессе пластической деформации. Последние могут быть найдены из следующего приближенного дифференциального уравнения:
Здесь Н - переменная толщина полосы в очаге деформации, равная
Уравнение энергии имеет тот же вид, что и в первой зоне. Распределение толщин смазочного слоя в зоне очага деформации может быть найдено из уравнения расхода смазки:
Граничные условия для первой зоны: при Второе граничное условие для давления найдем из уравнения неразрывности смазочного слоя. Так, приравнивая расходы на границе зон, получим:
С учетом того, что на границе зон при Граничные условия для второй зоны получим из условия стыковки зон: при Из изложенного выше следует, что для создания режима жидкостного трения необходимо выполнение двух условий: при Эти условия являются необходимыми и достаточными. Процесс осадки полосы условно можно разделить на две стадии: первая — сжатие слоя смазки при сближении инструмента с заготовкой до момента их соприкосновения, вторая — осадка полосы с замкнутым слоем смазки. В первой стадии уравнение Рейнольдса для рассматриваемого случая принимает вид:
Уравнение энергии:
Толщина слоя смазки:
Выражения для Граничные условия: при при Для второй стадии приближенное дифференциальное уравнение для контактных давлений:
Здесь Граничные условия: при Решение системы уравнений для первой стадии позволяет определить величину давлений в слое смазки к моменту ее замыкания при соприкосновении инструмента с заготовкой и толщину замкнутого слоя смазки. Решение же системы для второй стадии позволяет найти контактные давления при осадке полосы в режиме жидкостного трения, а также толщину слоя смазки, экранирующего контактные поверхности в процессе деформирования, исходя из условия постоянства объема смазки, замкнутой на первой стадии процесса. Примеры численного решения приведенной системы уравнений для процесса волочения, прокатки в предлагаемой постановке, а также приближенного аналитического решения задачи осадки с использованием гипотезы Винклера даны в работе [4]. При решении приведенных выше систем уравнений необходимо определить деформации контактных поверхностей инструмента W1 и заготовки W2. Их можно определить либо по формулам теории упругости (7.62), (7.63), (7.73), (7.74), либо, если не упрощать формулу и размеры инструмента и заготовки, то решая систему уравнений теории упругости, пластичности, методами конечных или граничных элементов.
Контрольные вопросы 1. Какова роль контактного трения в процессах ОМД? 2. Какие факторы влияют на величину сл трения? 3. Какие зависимости используются для расчета сил трения в процессах ОМД? 4. Какие зависимости используются для определения сопротивления сдвигу при сухом трении? 5.Как расс6читывается сопротивление сдвигу при граничном трении? 6. Что такое адгезионная составляющая сил трения и как она рассчитывается?
СПИСОК ЛИТЕРАТУРЫ 1. Боуден, Ф. П. Трение и смазка / Ф. П. Боуден и Д. Тейбор. – М.: Машгиз, 1960. – 151 с. (5) 2. Гарофало, Ф. Законы ползучести и длительной прочности металлов и сплавов. – М.: Металлургия, 1968. – 304 с. (10) 3. Гельман, А. С. Основы сварки давлением. – М.: Машиностроение, 1970. – 312 с. (11) 4. Гидродинамический эффект смазки в процессах обработки металлов давлением / И. Б. Покрас, Г. А. Чикуров.– Ижевск: Изд–во ИжГТУ, 2007.– 140 с. (1) 5. Губкин С. И. Теория обработки металлов давлением. М., Металлургиздат, 1947. 532 с. (12) 6. Джонсон, В. Механика процесса выдавливания металла / В. Джонсон, Х. Куде. – М.: Металлургия, 1965. – 174 с. (22) 7. Каракозов, Э. С. Соединение металлов в твердой фазе. – М.: Металлургия, 1976. – 264 с. (31) 8. Кащеев, В. Н. Процессы в зоне фрикционного контакта металлов: учеб. / под ред. О. Ф. Корсун. – М.: Машиностроение, 1978. – 213 с. (34) 9. Крагельский, И. В. Трение и износ. – М.: Машиностроение, 1968. – 480 с. (38) 10. Красулин, Ю. Л. О механизме образования соединений разнородных материалов в твердом состоянии / Ю. Л. Красулин, М. Х. Шоршоров // Физика и химия обработки материалов. – 1967. – № 1. – С. 89–97. (40) 11. Красулин, Ю. Л. Микросварка давлением / Ю. Л. Красулин, Г. В. Назаров. – М.: Металлургия, 1976. – 160 с. (41) 12. Контактное трение в процессах обработки металлов давлением / А. Н. Леванов, В. Л. Колмогоров, С. П. Буркин и др. – М.: Металлургия, 1976. – 416 с. (37) 13. Макушок, Е. М. Механика трения. – Минск: Наука и техника, 1974. – 256 с. (46) 14. Макушок, Е. М. Массоперенос в процессах трения / Е. М. Макушок, Т. В. Калиновская, А. В. Белый. – Минск: Наука и техника, 1978. – 272 с. (47) 15. Павлов И. М. Теория прокатки. М., Металлургиздат, 1950. 610 с. (6) 16. Петерсон, Линг. Трение в процессах обработки металлов давлением. Проблемы трения и смазки. – М.: Мир, 1970. – № 4. – С. 1–8. (55) 17. Пластическое формоизменение металлов / Г. Я. Гун, П. И. Полухин, В. П. Полухин и др. – М.: Металлургия, 1968. – 416 с. (52) 18. Покрас, И. Б. Анализ контактного взаимодействия инструмента с заготовкой в процессах обработки металлов давлением // Кузнечно-штамповочное производство. – 1978. – № 4. – С. 6–9. (59) 19. Покрас, И. Б. Исследование эффективности действия смазок в процессах листовой штамповки с силовой интенсификацией / И. Б. Покрас, И. М. Жвик, В. Е. Смирнов // Производственно-технический бюллетень. – 1978. – № 4. – С. 32–35. (60) 20. Покрас И. Б. Флуктуационная модель адгезионной составляющей сил трения. – Физ. и хим. обраб. материалов, М, 1982, №5, с. 126 – 130. (32) 21. Рыкалин, Н. Н. Физические и химические проблемы соединения разнородных материалов / Н. Н. Рыкалин, М. Х. Шоршоров, Ю. Л. Красулин // Изв. АН СССР. Неорганические материалы. – 1965. – № 1. – С. 29–36. (64) 22. Северденко В. П. Теория обработки металлов давлением. Минск, «Высшая школа», 1966. 223 с. (83) 23. Северденко В. П., Клубович В. В., Степаненко А. В. Обработка металлов давлением с ультразвуком. Минск, «Наука и техника», 1973. 70 с. (84) 24. Сегал, В. М. Вопросы трения при обработке металлов давлением // Машиноведение. – 1974. – № 2. – С. 96–102. (65) 25. Соколовский, В. В. Теория пластичности. – М.: Высш. шк., 1969. – 608 с. (71) 26. Степанский. – Кузнечно-штамповочное производство. – 1962. – № 3. – С. 3–8. (81) 27. Сторожев М. В., Попов Е. А. Теория обработки металлов давлением, изд. 4-е. «Машиностроение», 1977, 423 с. (51) 28. Тарновский, И. Я. Контактные напряжения при пластической деформации / И. Я. Тарновский, А. Н. Леванов, М. И. Поксеваткин. – М.: Металлургия, 1966. – 280 с. (75) 29. Трепнел, Б. Хемосорбция. – М.: Изд-во иностр. лит., 1958. – 328 с. (77) 30. Унксов Е. П. Инженерные методы расчета усилий при обработке металлов давлением. М., Машгиз, 1955. 230 с. (108) 31. Унксов Е. П. Инженерная теория пластичности. Методы расчета усилий деформирования. М., Машгиз, 1959. 328 с. (109) 32. Унксов, Е. П. К расчету процесса прессования биметаллических труб / Е. П. Унксов, Л. Г. Reduction von Eigenspannungen durch Vibration // Technik und Betrieb, 25. – № 7–8. – S. 194–196. (93) 33. Харач, Г. М. Об определении характеристик микрогеометрии поверхности со случайной шероховатостью при расчетах трения и износа / Г. М. Харач, П. И. Экслер // Контактное взаимодействие твердых тел и расчет сил трения и износа. – М.: Наука, 1971. – 169 с. 34. Целиков, А. И. Теория расчета усилий в прокатных станах. – М.: Металлургиздат, 1962. – 494 с. (84) 35. Чертавских А. К. Трение и смазка при обработке металлов давлением. М., Металлургиздат, 1955. 176 с. (116) 36. Чиганков, Ю. М. Прокатываемость стали и сплавов. – М.: Металлургиздат, 1961. – 451 с. (86) 37. Шофман Л. А. Элементы теории холодной штамповки. М., Оборонгиз, 1952. 335 с. (120) 38. Lowen Y. Untersuchungen uber Art und Grosse der Reibung Beim Schmieden, Industrie-Anzeiger 1972, Bd. 94, N 11, S. 238—240. (134)   Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор...  ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между...  Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все...  Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? - задался я вопросом... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 (7.56)
(7.56) (7.57)
(7.57) (7.58)
(7.58) (7.59)
(7.59) (7.60)
(7.60) (7.61)
(7.61) и
и  могут быть найдены путем решения соответствующих задач теории упругости и упруго-пластичности, используя аналитические и численные методы.
могут быть найдены путем решения соответствующих задач теории упругости и упруго-пластичности, используя аналитические и численные методы. может быть найдена из выражения:
может быть найдена из выражения: (7.62)
(7.62) (7.63)
(7.63) (7.64)
(7.64) (7.65)
(7.65) (7.66)
(7.66) (7.67)
(7.67) (7.68)
(7.68) (7.69)
(7.69) (7.71)
(7.71) (7.72)
(7.72) (7.73)
(7.73) (7.74)
(7.74)
 ; tк — контактные касательные напряжения, определяемые по закону Ньютона:
; tк — контактные касательные напряжения, определяемые по закону Ньютона: (7.75)
(7.75) (7.76)
(7.76)
 ;
;  (7.77)
(7.77) (7.78)
(7.78) из последнего равенства получим следующее граничное условие:
из последнего равенства получим следующее граничное условие:
 (7.79)
(7.79) ;
;  .
.
 и
и  (7.80)
(7.80) (7.81)
(7.81) (7.82)
(7.82) аналогичны приведенным выше.
аналогичны приведенным выше. ,
,  ;
;
 .
. (7.83)
(7.83) определяется выражением (7.75). Уравнение энергии аналогично выражению (7.81).
определяется выражением (7.75). Уравнение энергии аналогично выражению (7.81). ;
;  .
.