|
|
Ремонт поверхности нагрева в теплообменных аппаратахХарактер ремонтных работ определяется конструкцией поверхности нагрева. Ремонт трубчатой поверхности складывается из следующих операций: 1) осмотр поверхности нагрева; 2) изъятие требующих замены труб; 3) подготовка новых труб и трубной решетки; 4) установка и развальцовка труб; 5) испытания. Ремонт теплообменников типа «труба в трубе» состоит из следующих операций: 1) осмотр поверхности нагрева; 2) замена прокладок; 3) частичный ремонт труб; 4) испытания. Ремонт пластинчатых теплообменников в основном сводится к замене дефектных пластин резиновых прокладок. Наибольшее распространение получили теплообменники с трубчатой поверхностью нагрева, ремонт которой рассматривается наиболее подробно. Осмотр поверхности нагрева производится после очистки аппарата от накипи во время гидравлического испытания под давлением 0,3 – 0,5 МПа. При опрессовке аппарата проверяется состояние трубной решетки, плотность развальцованных трубок в трубной решетке, фланцевых соединений, сварных швов, т.е. проверяют герметичность труб в трубной решетке (рис. 9.1).
Рис. 9.1. Схема опрессовки теплообменника
При ремонте трубного пучка допускается установка пробок на дефектные трубки до 15 % в каждом потоке пучка. При выходе из строя более 15 % трубок заменяются полностью. Применение бывших в употреблении трубок допускается, если они потеряли вследствие износа не более 30 % первоначального веса. Изъятие труб, требующих замены, не следует проводить с помощью специального зубила, что вызывает порчу поверхности очка в трубной доске. Следует обжимать концы труб винтовым приспособлением в виде клещей, совершенно не портящем очков. Усилие обжима возникает при завинчивании гайки. Для замены неисправных труб находит применение специальная головка с резцом, приводом для которого служит вальцовочная турбина или электродрель (рис. 9.2).
Рис. 9.2. Схема режущей головки для теплообменных труб
Небольшой резец 1 устанавливают в прорезь барабана рабочей частью вверх так, что своей нижней скошенной торцевой поверхностью он садиться на поверхность подающего конуса, который связан с барабаном скользящим штифтом 4. На барабан насажена фиксирующая упорная шайба 3, которой он прижимается к трубной решетке и фиксирует положение резца у того места, где труба должна быть отрезана. Вращая подающий конус (а с ним и барабан с резцом), легким осевым нажимом на него постепенно выдвигают наружу резец, обеспечивая его поперечную подачу. Оставшиеся в гнездах трубных решеток концы труб зубилом или бородком сплющивают или выбивают. Сменяемую трубу с помощью выточенной, по ее наружному диаметру правки извлекают через одну из решеток и вместо нее вставляют новую, концы которой развальцовывают в трубных решетках или приваривают к ним. Труднее менять трубу с приваренными концами. Для этого вручную или пневматическим молотком срезают шов, а иногда механически обрабатывают гнездо в решетке. На практике изношенные трубы заменяют новыми очень редко; их обычно заглушают с двух концов металлическими (например, стальными) пробками, имеющими небольшую конусность (3 – 5º). Пробки забивают туго, чтобы они надежно противостояли максимальному давлению в трубах. 9.2. Устранение дефектов на поверхностях аппаратуры Цель дефектации – выявление пороков (утолщение стенок, трещин, местных искажений формы и др.). Остаточная толщина стенки проверяется засверлением отверстий ∅ 3–4 мм в местах наибольшего износа и измеряется толщина с помощью штангенциркуля, глубиномера с точностью 0,05 – 0,1 мм. Затем в отверстиях нарезают резьбу, вворачивают пробки и расчеканивают их снаружи. Иногда отверстия заваривают. Все засверловки отмечаются в эскизах, прилагаемых к паспортам аппаратов (рис. 9.3). В настоящее время толщину стенки на крупных заводах меряют ультраакустическими приборами. После замера толщины стенки ведут осмотр для выявления трещины, пористости сварных швов, свищей, вмятин и т.д.
Рис. 9.3. Эскиз засверловки аппарата: Ο – засверловка в мае 2002 г.; ∆ – засверловка в мае 2005 г. (δстенки = 22 мм, δднищ = 28 мм)
Все замеченные дефекты фиксируют на развертках. Форма и протяженность видимых трещин выявляется пробой керосином. То есть участок смачивают керосином 2–3 раза через 1/2 часа, протирается насухо и покрывают меловой краской (9 частей мела и 1 часть малярного клея в воде). Через 2 – 4 часа поверхность обстукивается с обратной стороны. Контуры трещин при этом выступают в виде тонких жилок или пятен. Концы трещин фиксируются засверливанием отверстий ∅ 15 – 20 мм (чтобы не увеличивались при заварке). Существует магнитный способ выявления трещин – для обнаружения мельчайших (волосовых) пороков. Диагностика, магнитный поток создается электрическим током, проходящим по проводнику вблизи проверяемой поверхности металла. Силовые линии поля замкнуты, и магнитный поток направлен перпендикулярно направлению создаваемого его потока. Для целей намагничивания ток пропускают либо прямо через металл, либо через специальный проводник. В местах трещин магнитная проницаемость падает и магнитный поток в значительной мере огибает такие нарушения сплошности, уплотняясь по периферии трещины. Дефект обнаруживается визуально с помощью магнитного порошка. Уплотнение порошка будет заметным, если трещина перпендикулярна вектору магнитного потока. Поэтому если направление трещины неизвестно, то проверка проницаемости проводится при двух перпендикулярных направлениях магнитного потока (рис. 9.3, а, б).
Рис. 9.3. Магнитный способ выявления трещин: а – правильный выбор мест подвода тока; б – неправильный
При порошковом методе ток (V = 6 – 12 В) и (I = 1000 – 1500 А) проводится непосредственно к двум крайним точкам испытываемого участка, причем для указанных параметром тока длина участка не должна превышать 250 мм. 9.3. Ремонт повреждений и целостности сварных швов в аппаратах Различают три типа трещин. 1. Несквозные, неглубокие (глубина не более 0,4) толщины сечения. 2. Сквозные узкие трещины. 3. Сквозные широкие трещины с расхождением кромок более чем на 15 мм. Все трещины, а также поры, свищи устраняются сваркой. В алюминиевых, медных, никелевых, свинцовых аппаратах их паяют. Сварка трещин первого рода Трещины разделывают под сварку односторонней вырубкой на максимальную глубину со снятием кромок под углом 50 – 60°. Длинные трещины заваривают для снижения термического эффекта участками, одноступенчатым швом (рис. 9.5).
Рис. 9.5. Схема трещин первого рода
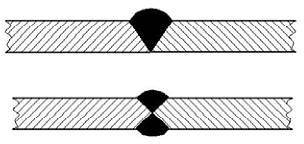
Сварка трещин второго рода Трещины разделывают на всю толщину вырубкой зубилом либо прорезкой газом (без наклепа): v-швов при δ ≤ 12 – 15 мм; x-швов при δ > 12 – 15 мм (рис. 9.6).
Рис. 9.6. Схема швов второго рода
Трещины с L < 100 мм – заваривают за один проход одноступенчатым методом и с многослойным наложением швов. Сварка трещин третьего рода Газом вырезают участок поверхности металла вместе с трещиной, а в вырез ввариваются заплаты (чтобы избежать больших термических напряжений). Длина вырезанного куска 50 – 100 мм больше длины трещины, ширина не менее 250 мм. Заплаты довариваются заподлицо с основным металлом, т.е. она должна иметь ту же форму, что и у ремонтируемой поверхности. Площадь одной заплаты не должна превышать 1/3 F листа аппарата в месте ремонта. Заварка трещин всех трех типов в ответственной аппаратуре регулируется правилами Госгортехнадзора по сварке аппаратов при P > 0,7 атм (рис. 9.7).
Рис. 9.7. Схема заварки трещин заплатой: а – симметиричная: I – общее направление сварки от центра к краям; б – сдвинутая: II – общее направление сварки к зазору
9.4. Ремонт вмятин и выпучиваний Вмятины возникают от внешнего давления, выпучивания ‒ от внутреннего давления. Их проверяют на отсутствие трещины, а затем проводят правку в горячем состоянии с местным подогревом до 850 – 900 °С. Нагрев производят на жаровне или газовой горелкой. Правка прекращается при температуре 600 °С (во избежание синеломкости). Правка производится с помощью домкрата, струбцины и болтов или ударным воздействием. Дефекты с крутой кривизной вырезают и вваривают заплату (рис. 9.8).
Рис. 9.8. Схема ремонта выпучивания нагревом: 1 – обжимка; 2 – выпучивание; 3 – болт; 4 – рубашка водяного охлаждения болта
9.5. Сборка и испытание теплообменной аппаратуры После ремонта теплообменник подвергают опрессовке при снятых крышках, затем крышки навешивают и закрепляют. Собранный аппарат подвергают окончательной опрессовке водой. Сначала опрессовывают на контрольное давление межтрубное пространство (корпус) при заглушенных штуцерах на крышках. Затем опрессовывают трубное пространство, как указывается в паспорте аппарата. При отсутствии в паспорте этих данных корпус аппарата (межтрубное пространство) испытывают как емкость, а трубное пространство – на удвоенное рабочее давление. Отсутствие течи через спускные фланцевые соединения свидетельствует о надежной плотности и прочности. После снятия заглушек аппарат сдают в эксплуатацию.
ЛЕКЦИЯ 11   ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования...  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|