|
|
ВЗАИМОСВЯЗЬ ПАРАМЕТРОВ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДРЕВЕСИНЫДеревообрабатывающий станок — это не только комплекс элементов и устройств, рассматриваемых в конструктивном аспекте, но и некоторая технологическая система, где протекают сложные процессы, характеризуемые рядом физических величин, весомость которых определяется как видом и интенсивностью технологической обработки, так и конструктивными особенностями системы станок— приспособление — инструмент — деталь (СПИД). Все величины, описывающие состояние системы, взаимосвязаны, причем количественные связи могут быть определены физическими закономерностями, которые действуют в реальной системе СПИД, обладающей конечной жесткостью элементов, коэффициентами трения и т. д. Точность и производительность деревообрабатывающих станков определяют эффективность производства и качество выпускаемой продукции. Поэтому проблема повышения точности и производительности всегда была основной для конструкторов. Современные деревообрабатывающие станки становятся все более сложными и совершенными, оснащенными различными устройствами и системами автоматизации. Интенсификация работы оборудования — увеличение его производительности—органически связана с увеличением надежности (см. § 44). Процессы механической обработки древесины связаны с энергозатратами, расходом древесного сырья, затратами на инструмент и уход за ним, на оборудование и его обслуживание, на оплату человеческого труда и т. д. Профессором А. А. Пижуриным [28, 29 ] обосновано, что процессы механической обработки древесины и древесных материалов подвержены влиянию различных факторов, которые можно разделить на следующие группы: характеризующие объект обработки (породу, влажность, плотность, механические свойства, температуру древесины); характеризующие инструмент (материал, параметры заточки, степень затупления, величина развода или плющения зубьев, число режущих лезвий, диаметр инструмента или сырья, точность инструмента и др.) характеризующие процесс механической обработки (размеры стружки, скорости резания и подачи, углы резания, усилия резания и др.); технико-экономические (себестоимость, производительность обработки и др.). Математическое описание процессов механической обработки древесины. Это описание состоит в выражении величин yk, характеризующих процесс, в виде функциональной зависимости от различных переменных факторов хi. Зависимости ук = f (xi) для многих процессов механической обработки древесины можно классифицировать как: 1) силовые — по условиям резания Fp = f (хi) и подачи Fn = 2) количественные — по неровностям поверхностей деталей 3) технико-экономические — по себестоимости обработки с = = f (хi), по производительности обработки П = f (хi).
Учитывая, что технологические процессы в деревообработке (механическая обработка древесины, гидротермическая обработка древесины, отделка мебели и др.) не поддаются точному теоретическому описанию, построение математических моделей ведут с использованием статистическо-экспериментальных методов. Для этой цели используют теорию планирования эксперимента. Применение активных и пассивных экспериментов позволяет получить зависимость выходной величины от различных воздействий f (хj) в виде уравнений регрессии (см. главу 8). Это особенно эффективно при оценке количественных и качественных показателей технологических процессов деревообработки. Построение математических моделей занимает значительное место в общем объеме работ по формированию алгоритмов оптимального протекания процессов. Математическая модель должна отражать наиболее существенные черты технологического процесса и позволять последующие исследования на модели и оптимизацию процесса. Оптимальное протекание процесса определяет целевая функция, которая является критерием оптимизации в пределах заданной области технически допустимых значений технологических параметров. Они определяют область ограничений. Математические модели и оптимальные задачи [27, 28] могут рассматриваться в нескольких вариантах, основными из которых являются производственный и проектный. Задачи производственного и проектного вариантов могут решаться по критериям минимальной себестоимости или максимальной производительности. При решении оптимальных задач производственного варианта математические модели содержат количественные, конструктивно-технологические и технико-экономические ограничения конкретного производственного объекта (участка или оборудования). Во многих случаях ограничениями могут быть производительности соседних участков или необходимость иметь запас по производительности.
По критерию минимальной себестоимости: При решении оптимальных задач проектного варианта принимаются соответствующие ограничения, другие ограничения конструктор рассчитывает, исходя из полученных оптимальных режимов По критерию минимальной себестоимости:
где Мх — множество допустимых оптимальных решений; М0х — ограничения, накладываемые множеством и удовлетворяющие технологическим ограничениям вида fi(х) Характеристики ограничений. Количественно ограничения формулируются следующим образом: 1. Конструктивно-технологические ограничения объединяют ограничения по мощности привода главного движения (привода механизма резания). В общем виде для всех деревообрабатывающих станков потребная мощность резания определяется Р = KbHu /(60 где K — удельное сопротивление резания, кГс/мм2, учитывающее вид обработки; b — ширина снимаемого слоя, мм; Н — глубина резания, мм; u — скорость подачи, м/мин. Ограничение: Рz Мощность привода подачи
где Ft — тяговое усиление, развиваемое механизмом подачи, Н; P под где Зависимость мощностей резания и подачи от параметров процесса раскрывается через усилия резания или подачи. В группу конструктивных ограничений включают ограничения: по максимальной и минимальной скоростям вращения шпинделя n по наибольшей и максимальной скорости подачи uz(uz) u(uz) по глубине резания t В зависимости от вида механической обработки древесины могут вводиться дополнительные ограничения, характерные для данного вида обработки. Например, для процесса шлифования вводят ограничения по температуре древесины, при пилении древесины рамными пилами — ограничения по заполнению впадин зубьев, пил, по устойчивости пил и т. д. Рассматриваемые ограничения выражаются функциональными зависимостями от различных параметров, определяющих режим обработки. 2. Качественные ограничения выражаются в следующем виде: по шероховатости обработки
C = f(xi) дачи: диапазон, плавность регулирования, стабильность, условия нагрузки и экономичность работы привода. При вращательном движении узлов станка диапазон регулирования D = У станков с поступательным движением диапазон регулирования определяется требуемым диапазоном линейных скоростей D = = v max/ v min. При получении шпона диаметр чурака уменьшается, и для сохранения постоянной скорости резания требуется регулирование скорости привода. Диапазон регулирования определяется предельными скоростями резания v (м/мин) и предельными диаметрами обработки d (мм)
Плавность регулирования определяется отношением двух соседних скоростей
Для поступательных движений плавность регулирования При увеличении числа скоростей в заданном диапазоне регулирования
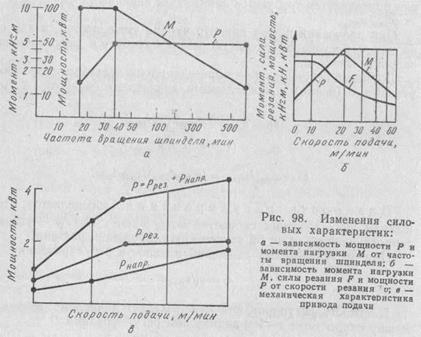
Для получения необходимой плавности регулирования, обеспечения требуемого диапазона регулирования и режима резания древесины применяют системы: механического ступенчатого регулирования, электромеханического ступенчатого регулирования и бесступенчатого регулирования. Приводы станков с главным вращательным движением (кругло-пильные, фрезерные, строгальные и др.), должны иметь постоянную мощность во всем диапазоне изменения частоты вращения шпинделей. Однако использование наибольшей мощности провода при малых частотах вращения привело бы к значительному увеличению габаритов передач, так как в этом случае они должны быть рассчитаны на максимальный момент (Н где Р mах— максимальная мощность привода, кВт; птiп — минимальная частота вращения, мин-1. Минимальную частоту вращения выбирают, как правило, не для производительной работы, а для специфических режимов врезания, оцилиндровки и др. Поэтому при малой частоте вращения сохраняется постоянным момент М, допустимый по прочности пе-
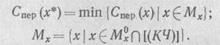
редач (М доп = const). Следовательно, для станков с главным вращательным движением требуется постоянство мощности в большей части диапазона скоростей и постоянство момента М в нижней части этого диапазона. Графические зависимости мощности Р и момента М от скорости шпинделя для станков с главным вращательным движением представлены на рис. 98, а. К механическим характеристикам приводов главного движения предъявляют требования высокой жесткости. Продолжительность пуска и торможения главного привода не имеет решающего значения из-за малого влияния на производительность. К приводам станков с главным прямолинейным возвратно-поступательным движением (фанерострогальные станки) предъявляют требования постоянства момента в большей части диапазона скоростей. При малых скоростях момент М (постоянный) имеет наибольшее значение и, следовательно, сила резания F максимальна. При увеличении скоростей момент М и сила резания F уменьшаются. Трафики зависимости М, F, Р от скорости для станков с главным прямолинейным возвратно-поступательным движением представлены на рис. 98, б. К приводам этой группы предъявляются требования минимального времени и потерь энергии на реверсирование механизма. Время реверса существенно влияет на производительность и это влияние тем больше, чем меньше длина хода. Приводы подач станков имеют постоянный момент нагрузки во всем диапазоне регулирования скорости, который обусловливается главным образом моментом трения в направляющих и передачах механизма подачи и может характеризоваться графиком, изображенным на рис. 98, в. В начальной части сохранить постоянство момента не удается вследствие невозможности увеличить глубину резания при малых подачах. Стабильность работы привода — это изменение скорости при изменении нагрузки, которое зависит от жесткости характеристик двигателя. За относительное изменение угловой скорости (статизм характеристики) принимается S=( где Падение скорости при изменении нагрузки от нуля до номинальной для станков устанавливается всем диапазоне.   Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор...  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 = f (хi); по предельной волни
= f (хi); по предельной волни k = f (хi); по поперечной волнистости
k = f (хi); по поперечной волнистости  = f (хi);
= f (хi);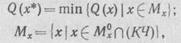


 b, i = 1,..., т; КЧ, КТН, ТЭ — конструктивно-технологические, качественные и технико-экономические ограничения.
b, i = 1,..., т; КЧ, КТН, ТЭ — конструктивно-технологические, качественные и технико-экономические ограничения. 102) [кВт],
102) [кВт],
 п — КПД механизма подачи
п — КПД механизма подачи
 ,
, по точности размерообразования
по точности размерообразования по продольной волнистости
по продольной волнистости по поперечной волнистости
по поперечной волнистости по мшистости и ворсистости
по мшистости и ворсистости 3. Технико-экономическиеограничения, которые при оптимизации процессов в большинстве случаев выступают как целевые функции или критерии оптимальных систем управления
3. Технико-экономическиеограничения, которые при оптимизации процессов в большинстве случаев выступают как целевые функции или критерии оптимальных систем управления min; П = f(xi)
min; П = f(xi)  max/
max/