
|
|
Проектирование формовочных цехов
Все технологические расчеты при проектировании формовочных цехов ведутся в соответствии с выбранным способом производства.
Агрегатно-поточное производство Годовая производительность одной поточно-агрегатной технологической линии, в метрах кубических, определяется по формуле
где P – годовая производительность технологической линии, м3; V – объем одновременно формуемых изделий, м3; h – количество рабочих часов в сутки (при двухсменной работе Годовая производительность технологической линии, в штуках изделий, определяется по формуле:
где с – количество одновременно формуемых изделий. Продолжительность циклов формования, мин., дана в таблице П4 приложения. Количество ямных камер для одной агрегатно-поточной технологической линии
Размеры пропарочных камер, определяются по эскизу (рис. 2.1). Длина пропарочной камеры определяется по формуле
где n – количество форм укладываемых по длине камеры (если длина изделия больше 4 м, то размещается одна форма и n принимается равным единице); L – длина формы, м; l – расстояние между торцом формы и стенкой камеры и между торцами соседних форм; Ширина пропарочной камеры определяется по формуле
где Bk – ширина камеры, м; n – количество форм, укладываемых по ширине камеры (если ширина изделия более 1,5 ¸ 2 м, то n = 1); B – ширина формы, м; b – расстояние между формами и стенкой камеры и между формами бортов формы, принимается равной 0,25 ¸ 0,30 м; Глубина пропарочной камеры определяется по формуле:
где Hk – глубина пропарочной камеры, м; n – число рядов изделий по высоте камеры; H – высота изделия и поддона, м; α – расстояние в свету между рядами изделий по высоте равно между днищем формы и верхом изделия и принимается равным 0,1 ¸ 0,15 м; H 1 – расстояние между днищем нижней формы и дном камеры, H 1 = 0,15 м; H 2 – расстояние между верхним изделием и крышкой камеры, H 2 = 0,1 ¸ 0,05 м.
Рис. 2.1. Определение размеров ямных пропарочных камер.
При двухсменной работе с h = 16 ч
где М – количество пропарочных камер, шт; Tk – средняя продолжительность оборота ямной камеры, ч, по графику рисунка 2.2; m – количество форм с изделиями, размещаемых в камере. Количество форм, необходимых для одной агрегатно-поточной линии c ямными пропарочными камерами
где Т ф – средняя продолжительность одного оборота формы, ч.
где
Рис. 2.2. Определение средней продолжительности оборота ямной камеры при двухсменной работе формовочного цеха Стендовое производство Производительность одной стендовой линии определяется по формуле
где Для коротких стендов на одну форму и для силовых форм Время оборота форм на стенде равно времени оборота стендовой линии. Требуемое общее количество форм для одной стендовой линии определяется по формуле
где 1,05 – коэффициент, учитывающий, что пять процентов форм находится на ремонте.
Кассетное производство
Годовая производительность одной стендовой кассетной установки определяется по формуле
где Средний коэффициент оборачиваемости кассетных установок конструкции института «Гипростроммаш» за сутки допускается принимать K об = 1,15. Если в кассетных установках предусматривается изготавливать большой изменяемый ассортимент продукции, то годовая производительность одной кассетной установки может быть рассчитана по формуле
где Производительность стендовой кассетной технологической линии определяется путем суммирования производительности всех установок на технологической линии.
Конвейерное производство
Годовая производительность конвейеров с шаговым перемещением форм определяется по формуле
где V – объем одновременно формуемых изделий в одной форме или форме-вагонетке; r – ритм работы конвейера, мин.; h – количество рабочих часов в сутки. Принимается при двухсменной работе h = 16 ч; Т – расчетное количество рабочих суток в году, Т = 247 сут. Количество камер непрерывного действия для тепловой обработки изделий на конвейерной линии определяется по формуле
где S – время тепловой обработки изделий, принимается кратным ритму работы конвейерной линии и с условием, чтобы при расчете получилось целое число камер, ч; r – ритм работы конвейерной линии, мин.; m – число форм или форм-вагонеток, размещаемых по длине камеры; b – число форм или форм-вагонеток, размещаемых по высоте камеры. Количество пакетов термоформ при бескамерной обработке изделий определяется по формуле
где S – время тепловой обработки изделий, ч; r – ритм работы конвейерной линии, мин.; b – количество термоформ по высоте пакета, шт. Годовая производительность конвейера непрерывного действия (стан Н. Я. Козлова) определяется по формуле
где V – объем изделий, имеющих длину l, размещаемых по ширине конвейера, м3; f – скорость движения конвейера, м/ч; h – количество рабочих часов конвейера в сутки, h = 16 ч; T – расчетное количество рабочих судок в году T = 247 сут; k р – коэффициент снижения производительности конвейера из-за разрыва между торцами изделий определяется по формуле
где d´ – длина разрывов (промежутков) между торцами изделий Требуемое количество форм (форм-вагонеток) для конвейеров с шаговым перемещением обрабатываемых изделий определяется по формуле:
где а – число постов на конвейере без поста тепловой обработки; n т – число форм (форм-вагонеток), находящихся в тепловых агрегатах; b – число форм (форм-вагонеток), находящихся на передаточных устройствах; 1,05 – коэффициент запаса форм на ремонт.
  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? - задался я вопросом...  Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 (2.1)
(2.1) ч); T – годовой фонд рабочего времени работы формовочного оборудования, суток; t ц – продолжительность цикла формования, мин.
ч); T – годовой фонд рабочего времени работы формовочного оборудования, суток; t ц – продолжительность цикла формования, мин. (2.2)
(2.2) (2.3)
(2.3) (2.4)
(2.4) (2.5)
(2.5) (2.6)
(2.6)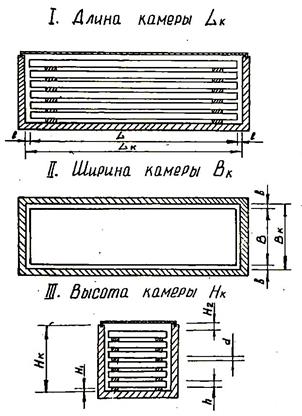
 (2.7)
(2.7) (2.8)
(2.8) (2.9)
(2.9) – время, необходимое для выполнения операций по распалубке изделий, чистки и смазки поверхностей формы, армированию, сборки и перемещению формы на пост формования.
– время, необходимое для выполнения операций по распалубке изделий, чистки и смазки поверхностей формы, армированию, сборки и перемещению формы на пост формования.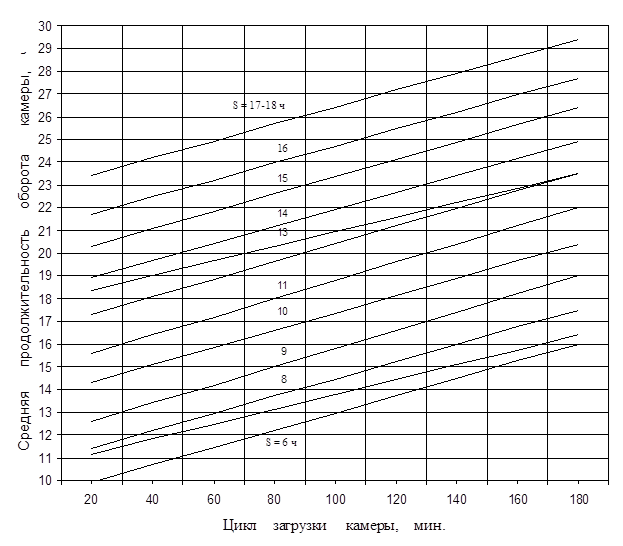
 (2.10)
(2.10) – объем изделий в одной стендовой форме, м3; n – число форм, размещаемых на стендовой линии; Т – расчетное число рабочих суток в году; d – продолжительность одного оборота стендовой линии, сут.‚ определяется по циклограмме работы стендовой линии.
– объем изделий в одной стендовой форме, м3; n – число форм, размещаемых на стендовой линии; Т – расчетное число рабочих суток в году; d – продолжительность одного оборота стендовой линии, сут.‚ определяется по циклограмме работы стендовой линии. для длинных протяжных стендов d может быть в пределах 1,5 ÷ 2 сут.
для длинных протяжных стендов d может быть в пределах 1,5 ÷ 2 сут. (2.11)
(2.11) (2.12)
(2.12) – суммарный объем бетона всех изделий, изготавливаемых в кассетной установке, м3; T – расчетное количество рабочих суток в году, T = 253 сут.; K об – коэффициент оборачиваемости одной кассетной установки за сутки, определяется по циклограмме работы всех кассетных установок пролета.
– суммарный объем бетона всех изделий, изготавливаемых в кассетной установке, м3; T – расчетное количество рабочих суток в году, T = 253 сут.; K об – коэффициент оборачиваемости одной кассетной установки за сутки, определяется по циклограмме работы всех кассетных установок пролета. (2.13)
(2.13) – суммарный объем всех отсеков кассетной установки, м3; K з – коэффициент заполнения кассетных отсеков, K з = 0,9.
– суммарный объем всех отсеков кассетной установки, м3; K з – коэффициент заполнения кассетных отсеков, K з = 0,9. (2.14)
(2.14) (2.15)
(2.15) (2.16)
(2.16) (2.17)
(2.17) (2.18)
(2.18) (2.19)
(2.19)