|
|
Нормы расхода заполнителей для расчета емкости складов и бункеров ⇐ ПредыдущаяСтр 10 из 10
Таблица П48 Зерновой состав крупного заполнителя для расчета заполнителей и Расходных бункеров
Таблица П49 Технические характеристики машин для восстановления сыпучести Смерзшихся заполнителей
Таблица П50 Технические характеристики типовых складов заполнителей
Нормы проектирования складов готовой продукции Таблица П51 Склады готовой продукции
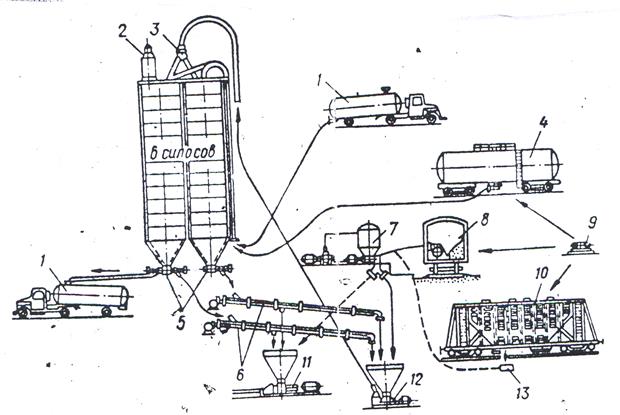
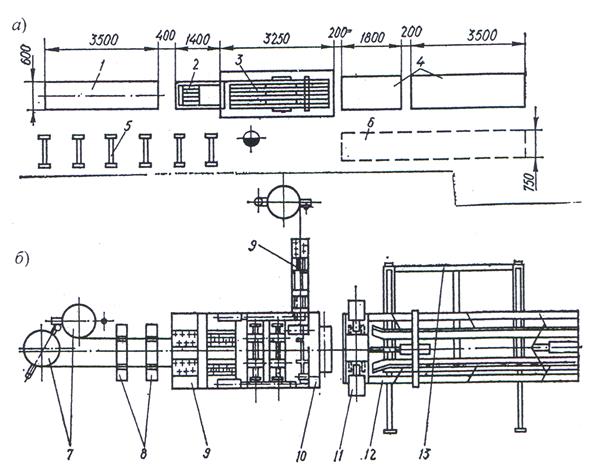
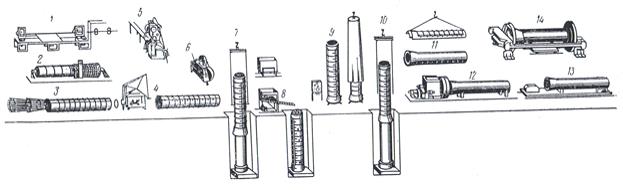
Рис. 1П. Точечный фронт разгрузки цемента:
1 – автоцементовоз; 2 – фильтр; 3 – двухходовой переключатель; 4 – вагон-цементовоз; 5 – донный пневморазгрузчик; 6 – аэрожелоб; 7 – стационарный пневморазгрузчик; 8 – крытый вагон; 9 – маневровая лебедка; 10 – вагон; 11 – пневматический насос; 12 – разъемник цемента; 13 – приемная коробка
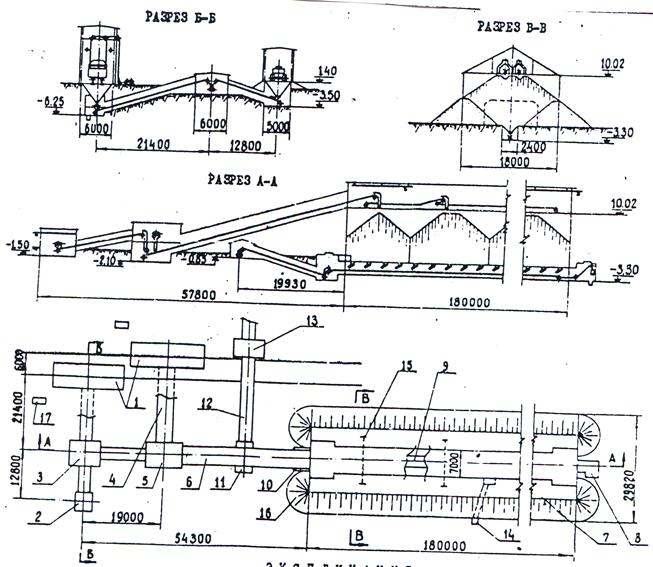
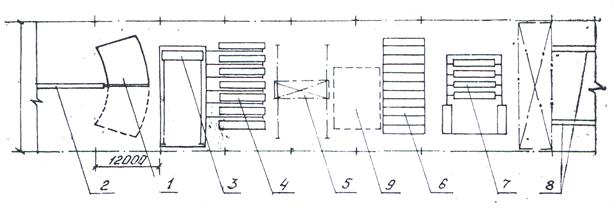
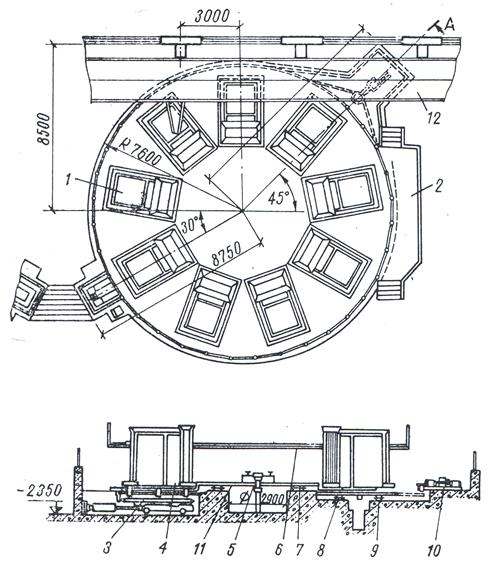
Рис. 2П. Автоматизированный склад заполнителей (емкость 14000 м3 с приемными устройствами и надштабельными конвейерами):
1 – трехбункерные устройства для приема материалов с ж.д. транспорта; 2 – однобункерное устройство для приема материалов с автотранспорта; 3 – пункт перегрузки № 5; 4 – галерея от второго приемного устройства; 5 – пункт перегрузки № 4; 6 – галерея от пункта перегрузки № 3 на склад; 7 – навес склада; 8 – натяжной пункт; 9 – подштабельный тоннель; 10 – пункт перегрузи № 1; 11 – пункт перегрузи № 2; 12 – галереи от пункта перегрузки № 2 на пункт выдачи материалов; 13 – пункт выдачи материалов на автотранспорт; 14 – помещение вентустановки и запасный выход; 15 – разделительные стены; 16 – обвалование; 17 – фундаменты маневровых устройств
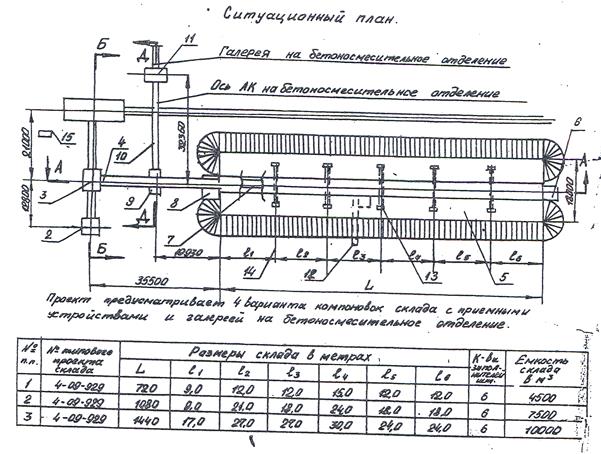
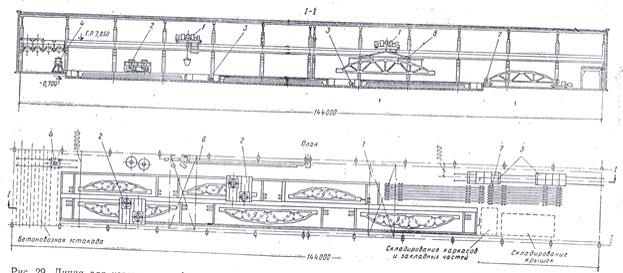
Рис. 3П.Автоматизированный склад заполнителей (типовой проект № 4-09-929)
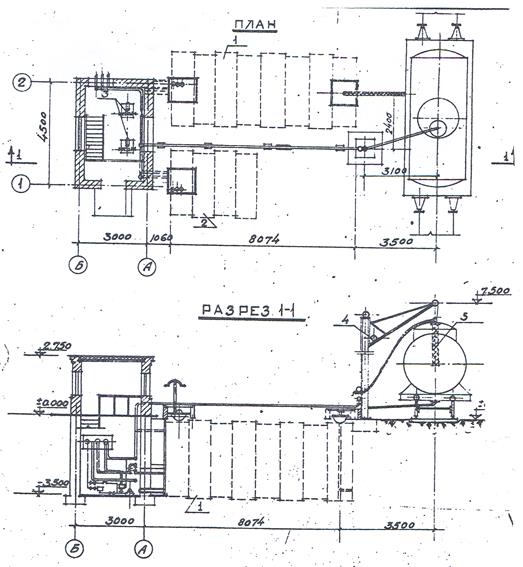
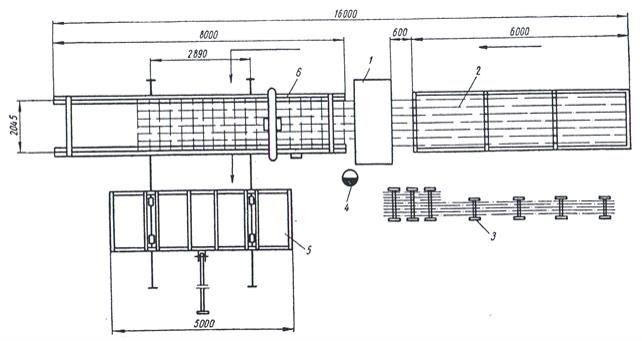
Рис. 4П. Склад эмульсола:
1 – резервуар емкостью 50 т (1 шт.); 2 – резервуар емкостью 50 т (1 шт.); 3 – шестеренный насос РЗ-ЗС (2 шт.); 4 – кран-укосина о ручной лебедкой (1 шт.); 5 – центральная секция переносного погружного змеевикового подогревателя
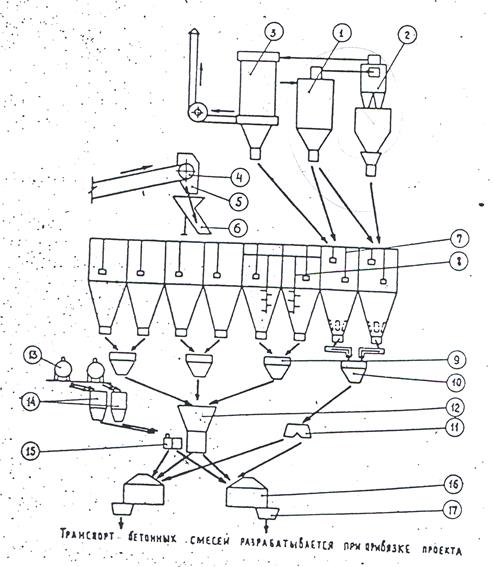
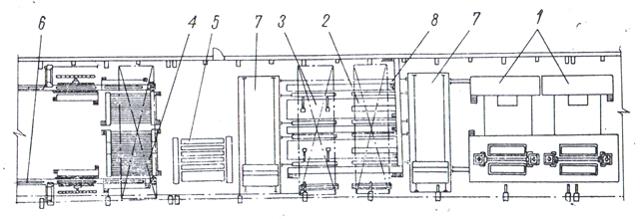
Рис. 5П. Схема технологического процесса:
1 – улавливатель цемента (У5910.01 – 1 шт.); 2 – группа из двух циклонов (ЦН-15, диам. 500 – 1 шт.); 3 – фильтр всасывающий (СМЦ-166Б – 1 шт.); 4 – конвейер ленточный наклонный (2930/1 – 1 шт.); 5 – течка концевая (2930/2 – 1 шт.); 6 – воронка поворотная (У5640.04 – 1 шт.); 7 – указатель уровня (УКМ – 10 шт.); 8 – обрушитель сводов песка (Н519А.200А – 2 шт.); 9 – дозатор весовой автоматический для инертных (2ДБО-1600 – 1 шт. 2ДБЩ-1600 – 2 шт.); 10 – дозатор весовой автоматический для цемента (ДБЦ-600 – 1 шт.); 11 – распределитель цемента (У5910.01 – 1 шт.); 12 – воронка сборная (У5640.02.000/23А – 1 шт.); 13 – бак жидкостей (1336/ТН-24.000Б0 – 2 шт.); 14 – дозатор весовой автоматический для жидкости (ДБЖ-400 – 2 шт.); 15 – устройство раздаточное для жидкости (У5590.01Б – 1 шт.); 16 – бетоносмеситель (СБ-93, Сб-112 – 2 шт.); 17 – воронка выдачи бетона (2930/20 – 2 шт.);
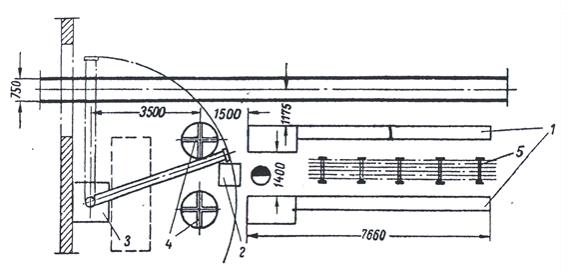
Рис. 6П. Схема организации правки и резки арматурной стали на автоматических станках:
1 – автоматические правильно-отрезные станки; 2 – аппараты для стыковой сварки; 3 – консольный кран с тельфером; 4 – вертушки для проволоки в бухтах; 5 – стеллаж
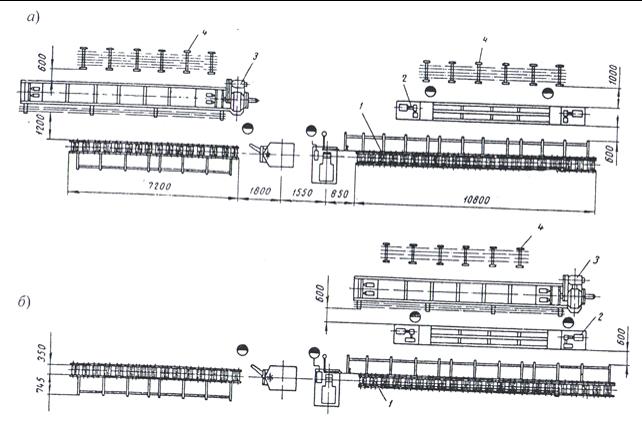
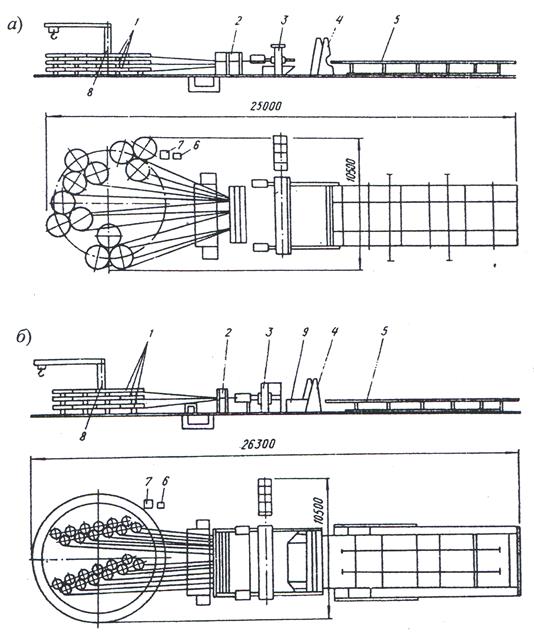
Рис. 7П. Схема организации заготовки арматуры диаметром 10 ÷ 18 мм с высадкой анкерных головок и упрочнением вытяжкой:
а – для стержней стали класса А-500 – две параллельные линии оборудования; б – для стержней класса А-400 – три параллельные линии оборудования; 1 – линия непрерывной безотходной стыковой сварки и резки стержней; 2 – установка для высадки анкерных головок; 3 – установка для упрочнения стержней вытяжкой; 4 – стеллаж
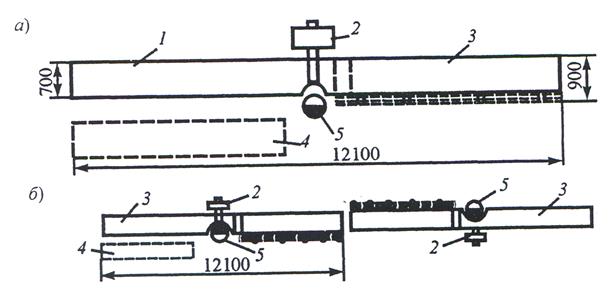
Рис. 8П. Схема организации резки прутков арматуры:
1 – приводной отрезной станок; 2 – откидной ролик; 3 – двухсекционный роликовый стол; 4 – отмеривающее устройство; 5 – упор; 6, 7 – боковые стеллажи; 8 – ящик; 9 – лоток
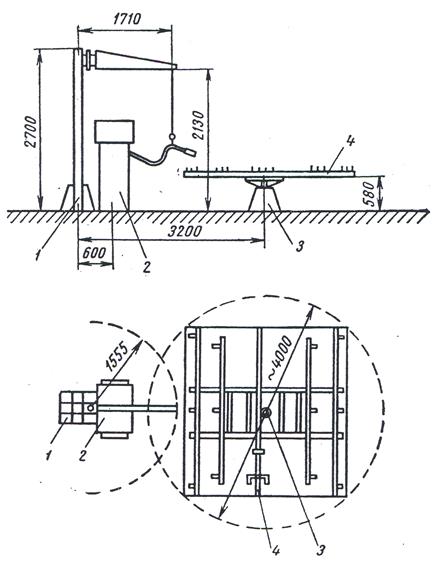
Рис. 9П. Схема организации рабочего места при работе на двух одноточечных машинах, расположенных в одну линию (а) и друг против друга (б):
1 – сварочная машина; 2 – столы; 3 – ящик для коротких стержней; 4 – место сварщика; 5 – место арматурщика
Рис. 10П. Схема организации рабочего места при изготовлении плоских каркасов на многоэлектродной машине МТМК-3×100:
1 – стеллаж для стержней; 2 – стол для раскладки стержней; 3 – механизм для подачи стержней под сварку; 4 – сварочная часть машины МТМК-3×100; 5 – устройство для механического перемещения каркасов; 6 – приемный стол; 7 – склад готовых арматурных каркасов; 8 – рабочее место
Рис. 11П. Поточные технологические линии для изготовления арматурных сеток:
а – поточная линия 7247 СА; б – поточная линия 7247 СГ; 1 – бухтодержатели; 2 – правильное устройство; 3 – сварочная машина АТМС-14×75-7-2; 4 – пневматические ножницы; 5 – пакетировщик; 6 – точило; 7 – сварочная машина МС-501; 8 – консольный кран; 9 – стол к устройству для резки сеток
Рис. 12П. Схема организации рабочего места при сварке на одноточечной машине:
а – сварка узких сеток; б – сварка широких сеток на двух машинах; 1 – стол; 2 – сварочная машина; 3 – приемный стол; 4 – готовые каркасы; 5 – рабочее место арматурщика
Рис. 13П. Схема организации технологической линии для сварки плоских каркасов:
а – на машине МТМК-3×100; б – на автоматизированной линии И-2АК-1; 1 – стол для продольных стержней; 2 – каретка; 3 – машина МТМК-3×100; 4 – приемные столы; 5 – стеллаж; 6 – готовые каркасы; 7 – бухтодержатели; 8 – кассетное устройство (для стержней); 9 – механизм подачи и правки стержней; 10 – сварочная машина; 11 – ножницы для резки каркасов; 12 – приемно-пакетирующее устройство; 13 – контейнер
Рис. 14П. Схема организации рабочего места для сварки арматурных сеток на многоточечной машине МТМС-10×35:
1 – сварочная машина; 2 – стол; 3 – стеллажи для складирования арматурных стержней; 4 – место сварщика; 5 – тележка для приема сеток; 6 – пневматический сбрасыватель сеток
Рис. 15П. Поточные технологические линии для изготовления арматурных сеток:
а – поточная линия 7247 СА; б – поточная линия 7247 СГ; 1 – бухтодержатели; 2 – правильное устройство; 3 – сварочная машина АТМС-14×75-7-2; 4 – пневматические ножницы; 5 – пакетировщик; 6 – точило; 7 – сварочная машина МС-501; 8 – консольный кран; 9 – стол к устройству для резки сеток
Рис. 16П. Горизонтальная установка 7207/1 для сварки объемных арматурных каркасов:
1 – колонна со стрелой; 2 – сварочная машина МТПП-75; 3 – поворотная стойка для кондуктора; 4 – кондуктор
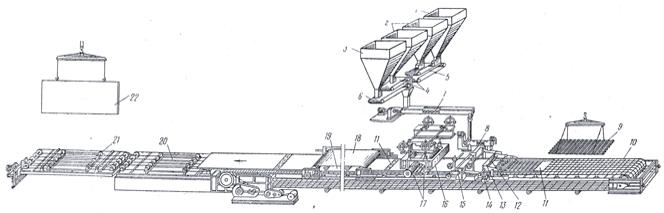
Рис. 17П. Вибропрокатный стан Н. Я. Козлова:
1 – бункер для песка; 2 – бункер для цемента; 3 – бункер для щебня; 4 – ленточные питатели-дозаторы для цемента; 5 – ленточный питатель-дозатор для песка; 6 – ленточный питатель-дозатор для щебня; 7 – шнек-смеситель; 8 – бетоносмеситель; 9 – арматурный каркас плиты; 10 – стальная формующая лента; 11 – разделительный щит; 12 – шнековый бетоноукладчик; 13 – виброщиток; 14 – вибробалка; 15 – фреза; 16 – калибрующий агрегат; 17 – калибрующие валки; 18 – накрывная прорезиненная лента термической секции стана; 19 – термическая секция стана; 20 – обгонный рольганг; 21 – опрокидыватель; 22 – готовая железобетонная плита
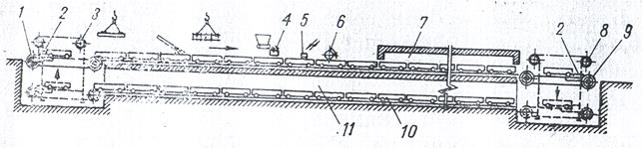
Рис. 18П. Технологическая схема двухъярусного стана:
1 – подъемник; 2 – толкатель; 3 – привод подъемника; 4 – вибронасадок; 5 – выравнивающая рейка; 6 – заглаживающий валик; 7 – камера предварительной тепловой обработки; 8 – привод снижателя; 9 – снижатель; 10 – форма-вагонетка; 11 – щелевая камера окончательной тепловой обработки изделий
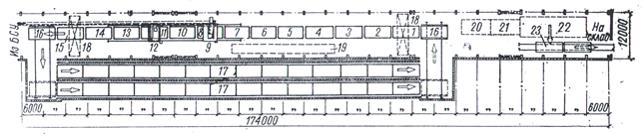
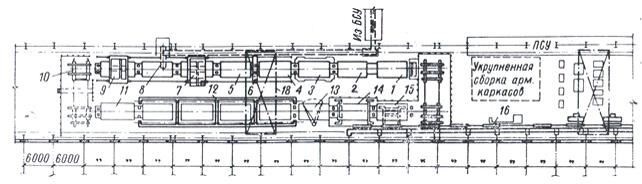
Рис. 19П. Конвейерная линия по производству плит перекрытий Парнасского ЗСК (Ленинград):
1, 2 – посты обрезки концов арматуры; 3 – пост очистки форм; 4 – пост смазки форм; 5 – пост установки вкладышей; 6 – пост укладки нижней арматуры; 7, 8 – пост укладки напрягаемых стержней; 9 – пост закрывания бортов; 10 – пост остывания напрягаемой арматуры; 11 – пост укладки верхних арматурных сеток; 12, 13 – пост укладки и уплотнения бетонной смеси; 14 – пост очистки бортов форм от бетона; 15 – передаточная тележка; 16 – форкамера; 17 – пост выдержки; 18, 19 – пост заглаживания верхней поверхности; 20 – снижатель; 21 – двухъярусная щелевая камера; 22 – подъемник; 23 – машина для обрезки арматуры; 24 – машины для смазки форм; 25 – механизм закрывания бортов; 26 – бетоноукладчик; 27 – тележка для подачи арматурных сеток; 28 – дисковая заглаживающая машина; 29 – штабеля изделий; 30 – кантователь; 31 – портальный перегружатель; 32 – кран мостовой электрический; 33 – самоходная тележка для вывоза готовых изделий
Рис. 20П. Конвейер со щелевыми многоярусными камерами мощностью 140 тыс. м2 общей площади в год для изготовления панелей наружных стен:
I ÷ XIII – посты конвейера; 1 – щелевые многоярусные камеры; 2 – участок складирования форм; 3 – зона переоснастки форм; 4 – зона складирования бортооснастки; 5 – отделочный конвейер; 6 – место ремонта изделий; 7 – зона выдержки изделий; 8 – устройство для открывания бортов; 9 – кантователь; 10 – устройство для закрывания бортов; 11 – бетоноукладчик; 12 – передаточные устройства; 13 – подземник; 14 – снижатель
Рис. 21П. Поточно-конвейерная линия со щелевыми камерами полигонального очертания по производству плит перекрытий:
технологические посты: 1 – раскрывания бортов; 2 – съема изделий; 3 – чистки и смазки форм; 4 – закрывания бортов; 5 – укладки арматуры; 6, 7 – установки закладных деталей и каналообразователей; 8 ÷ 10 – формования; 11 ÷ 13 – заглаживания поверхности; 14 – извлечения штанг каналообразователей; 15 – осмотра и предварительной выдержки; 16 – передаточная тележка; 17 – щелевая камера; 18 – кран электрический мостовой; 19 – зона складирования арматуры и закладных деталей; 20, 21 – участки ремонта и доводки изделий; 22 – место для выдержки и охлаждения изделий; 23 – самоходная тележка для вывоза изделий на склад
Рис. 22П. Конвейерная линия с вертикальной камерой для изготовления наружных керамзитобетонных стеновых панелей:
технологические посты: 1 – чистки и смазки форм; 2 – укладки керамической плитки; 3 – закрывания бортов и замков форм; 4 – заливки раствором керамических плиток; 5 – укладки арматуры и закладных деталей; 6 – виброустановка для уплотнения керамзитобетонной смеси; 7 – укладки и уплотнения керамзитобетона; 8 – укладки внутреннего слоя раствора; 9 – съема оконных вкладышей и доработки откосов; 10 – передаточная тележка; 11 – предварительной выдержки; 12 – камера КУТ; 13 – установки и герметизации оконных блоков; 14 – раскрывания бортов и замков форм; 15 – кантования и навески панелей на вертикальный конвейер отделки; 16 – вертикальный конвейер отделки; 17 – ленточный транспортер подачи керамзитобетонной смеси
Рис. 23П. Схематичный план цеха с челночно-кассетными линиями:
1 – челночно-кассетная установка; 2 – ленточный конвейер подачи бетонной смеси; 3 – зона переоснастки кассетных листов; 4 – зона складирования арматуры; 5 – зона складирования изделий; 6 – отделочный пост
Рис. 24П. Кассетно-конвейерная линия Бакинского ДСК:
1 – кассета клиновая челночная; 2 – консольный бетонораздатчик; 3 – передаточная тележка; 4 – подмости подъемные; 5 – арматуро-укладчпк; 6 – камеры повторной тепловой обработки; 7 – пост сложной переоснастки форм; 8 – конвейер отделки панелей; 9 – склад арматуры
Рис. 25П. Линия для изготовления ферм с монолитными поясами и закладной решеткой в двухъярусных формах (продольный разрез и план):
1 – мостовой кран; 2 – бетоноукладчик; 3 – гидродомкрат; 4 – бадья для подачи бетонной смеси; 5 – тележка с прицепом для вывоза готовой продукции; 6 – установка для заготовки напряженной арматуры; 7 – кассеты для складирования ферм; 8 – траверса; 9 – формы
Рис. 26П. Схема производства железобетонных напорных труб методом виброгидропрессования:
1 – установка для резки высокопрочной проволоки; 2 – станок для изготовления спиральных каркасов; 3 – установка спирального каркаса в форму; 4 – натяжение продольной арматуры; 5 – установка для изготовления штампованных полос; 6 – высадка головок на стержнях; 7 – комплектация формы; 8 – шнековый бетоноукладчик; 9 – пост опрессовки и тепловой обработки изделий; 10 – разкомплектация формы; 11 – распалубка трубы; 12 – машина для шлифовки раструбов; 13 – тележка для вывозки труб из цеха; 14 – установка для испытания труб внутренним гидравлическим давлением
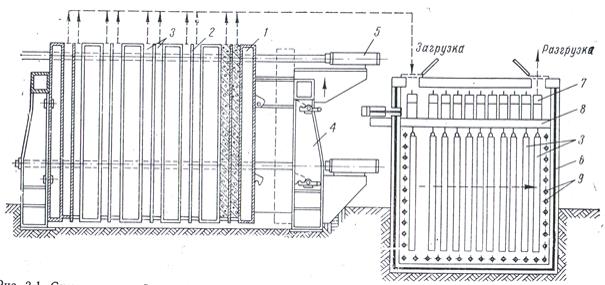
Рис. 27П. Схема кассетной установки с поотсечным формованием и двухстадийной тепловой обработкой изделий:
1 – тепловой отсек; 2 – разделительный лист; 3 – изделия; 4 – станина; 5 – гидроцилиндры; 6 – камеры повторной тепловой обработки; 7 – траверса; 8 – направляющие; 9 – паровые регистры
Рис. 28П. Карусельная установка для производства санитарно-технических кабин:
1 – форма; 2 – входная площадка; 3 – механизм выпрессовки; 4 – платформа; 5 – коллектор подвода пара; 6 – площадка обслуживания; 7 ÷ 9 – ролики опорные; 10 – привод перемещения; 11 – площадка; 12 – транспортер подачи бетонной смеси
Рис. 29П. Схематичный план кассетно-конвейерной линии с подвижными щитами Парнасского ЗСК (Ленинград):
1 – формовочная линия; 2 – пост распалубки; 3 – секция складирования изделий; 4 – пост переоснастки форм; 5 – конвейер отделки панелей; 6 – передаточные пути; 7 – продольный транспортный путь
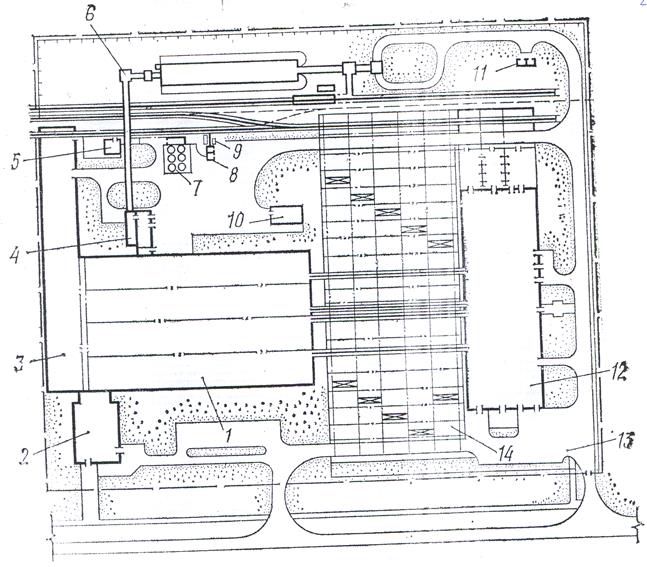
Рис. 30П. Генеральный план головного завода крупнопанельного домостроения:
1 – главный производственный корпус; 2 – административный корпус; 3 – арматурный цех; 4 – бетоносмесительный цех; 5 – отделение приготовления добавок; 6 – галерея подачи заполнителей; 7 – склад цемента; 8 – склад эмульсола; 9 – склад горючих и смазочных материалов; 10 – компрессорная; 11 – склад газовых баллонов; 12 – база комплектации; 13 – стоянка панелевозов; 14 – склад готовой продукции
Оглавление
Раздел 1. СОДЕРЖАНИЕ И ОФОРМЛЕНИЕ ДИПЛОМНОГО ПРОЕКТА... 3 1.1. Общие положения по дипломному проекту.............. 3 1.2. Содержание и объём дипломного проекта............... 3 1.3. Оформление дипломного проекта.................... 5 1.4. Тематика дипломного проектирования................. 6 Раздел 2. ТЕХНОЛОГИЯ И ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА........ 8 А). ТЕХНОЛОГИЯ ПРОИЗВОДСТВА....................... 8 2.1. Определение номенклатуры и мощности предприятия........ 8 2.2. Выбор способа производства изделий и типа технологической линии...................... 11 2.3. Составление технологической схемы производства изделий.... 12 2.4. Расчет производства........................... 15 2.5. Проектирование формовочных цехов................. 19 2.5.1. Агрегатно-поточное производство.............. 19 2.5.2. Стендовое производство.................... 22 2.5.3. Кассетное производство.................... 23 2.5.4. Конвейерное производство.................. 24 2.6. Определение размеров вертикальной камеры............. 25 2.7. Определение размеров щелевых камер................ 26 2.8. Производство изделий с автоклавной обработкой.......... 27 2.9. Компоновка технологических линий формовочных цехов...... 28 2.10. Проектирование арматурного цеха.................. 30 2.11. Определение объема арматурных работ............... 31 2.12. Расчет площади склада арматурной стали.............. 34 2.13. Рекомендации по компоновке арматурного цеха.......... 34 2.14. Проектирование бетоносмесительного цеха............. 36 2.15. Расчет потребности предприятия в основных материалах..... 37 2.16. Расчет емкости склада цемента.................... 38 2.17. Расчет емкости склада заполнителей................. 38 2.18. Расчет площади склада готовой продукции............. 39 2.19. Составление ведомостей технологического оборудования и формооснастки.................... 39 2.20. Расчет потребности предприятия в энергетических ресурсах... 40 2.20.1. Расчет потребности в технологическом паре и условном топливе........................... 40 2.20.2. Расчет потребности сжатого воздуха............ 41 2.20.3. Расчет потребности в электроэнергии............ 43 2.20.4. Расчет потребности воды на технологические нужды... 44 2.21. Определение состава и численности работающих.......... 45 Б). ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА ПРЕДПРИЯТИЯ........... 50 2.22. Общие положения по организации производства.......... 50 2.23. Разработка технологической карты изготовления изделий..... 51 Рекомендуемая литература............................. 56 Раздел 3. ЖЕЛЕЗОБЕТОННЫЕ КОНСТРУКЦИИ (Расчетно-конструктивная часть)......................................... 57 3.1. Общие положения............................... 57 3.2. Содержание расчетно-пояснительной записки............... 57 3.3. Графическое оформление........................... 58 Рекомендуемая литература............................. 58 Раздел 4. ТЕПЛОТЕХНИКА............................ 60 Рекомендуемая литература............................. 70 Раздел 5. МЕХАНИЧЕСКОЕ ОБОРУДОВАНИЕ И АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ...................... 71 А). МЕХАНИЧЕСКОЕ ОБОРУДОВАНИЕ.................... 71 Рекомендуемая литература............................. 72 Б). АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ........ 73 5.1. Постановка задачи на автоматизацию производства ЖБИиК....... 74 5.2. Структура схем автоматизации производственных процессов....... 75 5.3. Выбор технических средств автоматизации и их изображения на функциональных схемах.............................. 78 5.4. Разработка функциональной схемы автоматизации производственного процесса............................ 80 Рекомендуемая литература............................. 85 ПРИЛОЖЕНИЕ................................... 86 Таблица П1. Режим работы предприятия..................... 87 Таблица П2. Режим работы предприятия..................... 87 Таблица П3. Общие нормы проектирования формовочных цехов для всех способов производства...................... 88 Нормы проектирования формовочных цехов при формовании изделий на агрегатно-поточных, конвейерных, стендовых и кассетных технологических линиях............................. 90 Таблица П4. Агрегатно-поточное производство................. 90 Таблица П5. Конвейерное производство..................... 90 Таблица П6. Стендовое производство....................... 91 Таблица П7. Кассетное производство....................... 92 Таблица П8. Расчётные режимы тепловой обработки изделий из тяжелого бетона с изотермической выдержкой при температуре (80 ÷ 85) °С...... 93 при 1,5 ÷ 2 оборотах тепловых агрегатов в сутки................ 93 Таблица П9. Расчетные режимы тепловой обработки изделий из легких бетона с изотермической выдержкой при температуре (80 ÷ 85) °С при одном обороте тепловых агрегатов в сутки.......... 93 Таблица П10. Расчетные режимы тепловой обработки изделий из лёгких бетонов продуктами сгорания природного газа................. 94 Таблица П11. Расчетные режимы тепловой обработки изделии из тяжелого бетона в кассетах (при расположении паровых отсеков через два рабочих отсека) и пакетах............. 94 Таблица П12. Расчетные режимы тепловой обработки предварительно-напряженных конструкций из тяжелого бетона при изготовлении на стендах....................... 95 Таблица П13. Режимы двухстадийной тепловой обработки изделий из тяжелого бетона............................ 95 Таблица П14. Максимальная продолжительность выдерживания до начала тепловой обработки изделий, заформованных из разогретых бетонных смесей.......................... 96 Таблица П15. Технические характеристики оборудования для укладки смеси................................. 97 Таблица П16. Технические характеристики виброплощадок для формования плитных железобетонных изделий........................ 100 Таблица П17. Технические характеристики кассет для формования плоских ненапряженных панелей внутренних стен, перегородок и перекрытий.... 101 Таблица П18. Технические характеристики машин для распалубки и сборки кассет............................ 102 Таблица П19. Технические характеристики тележек для вывоза готовой продукции............................ 103 Таблица П20. Нормы расчеты крановых операций............... 103 Таблица П21. Унифицированные параметры одноэтажных производственных зданий, оборудованных мостовыми кранами....... 105 Склады арматуры, арматурные цехи и отделения............. 106 Таблица П22. Нормы проектирования складов арматуры, арматурных цехов и отделений.......................... 106 Таблица П23. Сортамент арматуры....................... 108 Таблица П24. Технические характеристики правильно-отрезных станков.. 111 Таблица П25. Технические характеристики станков для резки........ 112 Таблица П26. Технические характеристики ручных ножниц для резки арматуры................................ 113 Таблица П27. Технические характеристики автоматического станка СМЖ-212 для изготовления строповочных петель........... 114 Таблица П28. Технические характеристики комбинированных пресс-ножниц для резки сортовой стали и проката............... 115 Таблица П29. Технические характеристики станков для гнутья арматурных стержней........................... 116 Таблица П30. Технические характеристики контактных стыковочных машин для сварки арматурных стержней............ 117 Таблица П31. Технические характеристики одноточечных контактно-сварочных машин........................... 118 Таблица П32. Технические характеристики многоточечных сварочных машин................................. 120 Таблица П33. Автоматизированные линии изготовления арматурных каркасов............................... 122 Таблица П34. Технические характеристики станков для гнутья сварных сеток............................... 124 Таблица П35. Технические характеристики сварочных машин и клещей... 126 Таблица П36. Технические характеристики установок для сварки пространственных каркасов........................... 128 Таблица П37. Технические характеристики полуавтомата АДФ-2001 для сварки закладных деталей под слоем флюса.......... 129 Таблица П38. Технические характеристики сварочных трансформаторов.. 130 Таблица П39. Технические характеристики компрессоров........... 131   ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все...  Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? - задался я вопросом...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|