
|
|
Конвективные сушильные аппаратыНа рис. 11.1 показан фрагмент полочной (камерной) сушилки полунепрерывного действия. Высушиваемый ТМ (например, зернистый) размещают на полках 2, расположенных в камерах 4. Ниже и выше камер находятся воздушные короба 1: по нижнему подается горячий СА (I) по верхнему отводится СА (II) с парами влаги, выделившимися из ТМ. Равномерное распределение СА между полками в камере обеспечивается косыми перегородками 3, выравнивающими гидравлическое сопротивление движению сушильного агента; распределение потока СА между камерами обеспечивается поворотными заслонками 5. Достоинство полочной сушилки — простота. Среди недостатков: — периодичность действия и как следствие — невысокая производительность, в частности из-за затрат времени на извлечение полок из камер, выгрузку высушенного материала и загрузку новых порций влажного, возврат полок в камеру; этот недостаток частично устраняется в вагонеточном варианте: полки размещаются в вагонетках, и непроизводительная стадия разгрузки-загрузки заметно ускоряется — вагонетки с высушенным материалом вывозятся из камер, а туда ввозятся вагонетки с заблаговременно подготовленным влажным ТМ; — неравномерность сушки: лучше высушиваются области ТМ (зерна, слои и т.п.), непосредственно соприкасающиеся с СА, хуже — внутренние зоны ТМ (скажем, зерна в глубине засыпки), не контактирующие или плохо контактирующие с потоком СА; это ухудшает качество продукта либо заставляет увеличивать продолжительность сушки (снижает производительность); — затраты теплоты на нагрев транспортных устройств: полки, вагонетки вводятся в процесс холодными, а выводятся горячими; в технологических расчетах они будут трактоваться как потери теплоты с транспортными приспособлениями На рис. 11.2 показана туннельная сушилка. В туннеле 4 находятся вагонетки 2 с полками 3, на которых размещается высушиваемый ТМ. Вагонетки медленно перемещаются по рельсам 6 (иногда — непрерывно, чаще — толчками), на рисунке — слева направо (стрелка с поперечной чертой на конце). Высушиваемый материал контактирует с потоком СА, подаваемым преимущественно противотоком к движению вагонеток (см. потоки СА I и II), чтобы повысить глубину сушки ТМ и степень насыщения сушильного агента влагой. По мере сушки температура горячего (I) СА понижается; нередко по ходу движения СА ставят дополнительные нагреватели, повышающие его температуру. Вагонетки с ТМ вводятся в туннель и выводятся из него через шлюзы 1, ограниченные периодически открывающимися дверьми 5. Протяженность туннеля достигает десятков метров, в туннеле может одновременно находиться несколько десятков вагонеток. Туннельные сушилки достаточно производительны, но весьма громоздки, занимают большие производственные площади. Для них, как и для полочных сушилок, характерны н еравномерность сушки и значительные потери теплоты с транспортными приспособлениями.
На рис. 11.3, а представлена конструкция одной из конвейерных сушилок, применительно к сушке зернистых материалов ее чаще называют ленточной. В сушильной камере 1 находится транспортирующее устройство — два вращающихся барабана 2, на которых натянута "бесконечная" лента 6. Исходный влажный ТМ из бункера 7 питателем 3 подается на ленту и перемещается по ней противотоком к потоку СА. В сушильной камере расположены пластины 4 и 5, направляющие ТМ на ленту и СА (I) в пространство над лентой. Ленточная сушилка работает непрерывно, ее производительность достаточно высока. В приведенном варианте в сушилке нет потерь теплоты с транспортными приспособлениями (поскольку они целиком размещены внутри сушильной камеры). Однако неравномерность сушки здесь не устранена. Поэтому используют многоленточные сушилки, принцип работы которых ясен из рис. 11.3, б. Эти сушилки дороже, но "перетряхивание" высушиваемого материала при его переходе с ленты на ленту существенно повышает равномерность сушки. Число последовательно расположенных лент в таких сушилках достигает десятка.
Во всех рассмотренных сушильных аппаратах СА контактирует с ТМ, проходя над слоем последнего. При такой организации процесса неравномерность сушки неизбежна. Движение СА сквозь слой высушиваемого ТМ с омыванием (в идеале) каждого отдельного зерна призвано существенно повысить равномерность, а значит и эффективность сушки. Примером здесь являются шахтные сушилки с неподвижным (полунепрерывный процесс) или с движущимся (непрерывный процесс) слоем высушиваемого ТМ и движением СА через слой. Эти сушилки просты, однако для них характерна заметная поперечная неравномерность потока СА (особенно в случае слипающихся материалов), так что неравномерности сушки избежать не удается. Для этого необходимо использовать конструкции и режимы, в которых зерна (частицы) высушиваемого ТМ отделены одна от другой. На рис. 11.4 изображена барабанная сушилка. Основной ее элемент — цилиндрический барабан 1 (с отношением длины к диаметру на уровне 5-10, при этом диаметр может доходить до 3 м). На барабан надеты бандажи 2, опирающиеся на опорные ролики 6. Барабан, наклоненный к горизонту на 1-5°, приводится во вращение с помощью надетого на него зубчатого венца 13 и шестерни 7, соединенной с электродвигателем через редуктор, так что скорость (частота) вращения барабана 3-6 мин-1. Чтобы барабан не смещался вдоль оси, около одного из бандажей установлена пара упорных роликов 8. Влажный ТМ (I II) подается (из бункера 12 питателем 11) с одного, торца аппарата и отводится с другого в приемную камеру 4 и далее (IV) в сборник высушенного ТМ. Внутри барабана расположена насадка (на рис. 11.4, б показана наиболее простая — лопастная), она захватывает ТМ, поднимая его по мере вращения барабана. Падая с одного элемента насадки на другой (или просто просыпаясь сверху вниз), масса частиц пронизывается потоком СА. Для поддержания определенной степени заполнения барабана материалом (обычно порядка 20 % по объему) на выходном торце устанавливается подпорное кольцо 5. Горячий СА подается в барабан — нередко прямотоком через дутьевую камеру 9. Дело в том, что высушенный ТМ не всегда допускает контакт с горячим исходным воздухом, тем более с топочными газами, — из-за опасности разложения, размягчения, слипания и т.п. Между тем влажный исходный материал часто "не боится" такого контакта: при наличии свободной (см. разд. 11.2) влаги температура материала не может подняться выше 100 ºС (при атмосферном давлении). Но при необходимости глубокой сушки материала (до малой остаточной влажности) и в случае достаточной устойчивости ТМ к высоким температурам предпочтительнее противоток СА и ТМ. Запыленный газ из приемной камеры 4 отводится в пылеулавливающие устройства (циклоны, фильтры, электрофильтры, аппараты мокрой очистки — на рисунке не показаны). Дутьевая и приемная камеры снабжены уплотняющими устройствами 3, препятствующими контакту СА и окружающего барабан атмосферного пространства.
Рис. 11.4. Барабанная сушилка: а — общий вид, 6 — сечение (по опорной станции); 1 — барабан, 2 — бандажи, 3 — уплотнения, 4 — приемная камера, 5 — подпорное кольцо, 6 — опорные ролики, 7 — шестерня, 8 — упорные ролики, 9 — дутьевая камера, 10 — стояк, 11 — питатель, 12 — бункер для исходного ТМ, 13 — зубчатый венец; I — горячий СА, II — газовзвесь (в пылеулавливающие устройства), III – исходный ТМ, IV – высушенный ТМ
Достоинство сушильного барабана — в высокой производительности и надежности. Среди недостатков: громоздкость, большие производственные площади, шум, а также плохое использование рабочего объема сушилки. Отличительная особенность сушилок с псевдоожиженным слоем состоит в широких возможностях эффективного высушивания материалов с разнообразными свойствами (от хорошо сыпучих зерен до растворов) и условиями процессов (высокие и умеренные температуры, непрерывные и полунепрерывные режимы, равномерная и пульсирующая подача СА и др.). Соответственно этим свойствам и условиям аппараты с псевдоожиженным слоем конструктивно оформляются по-разному. Во всех случаях в этих аппаратах СА служит ожижающим агентом.
Особенностью и достоинством сушилок с псевдоожиженным слоем является выравнивание температур в объеме слоя, поскольку псевдоожиженный ТМ движется в сушилке в режиме, близком к идеальному перемешиванию. Это означает, что в основание слоя можно подавать СА с достаточно высокой температурой, но во всем его объеме температура может поддерживаться (если необходимо — с помощью теплообменных устройств в слое) на уровне, приемлемом для ТМ и необходимом для сушки — соответственно тепловому балансу. На риc. 11.5, а показана прямоугольная сушильная камера 1 с находящейся над ней расширенной сепарационной зоной 2. Исходный ТМ из бункера 3 подается (III) питателем 4 на псевдоожиженный слой (существуют варианты с подачей ТМ под уровень слоя). Сушильный агент поступает (I) в аппарат из коллектора 8 через дутьевые камеры 6; его подачу можно регулировать по зонам с помощью поворотных заслонок 7: нередко в зону ввода влажного ТМ целесообразно (во избежание образования там застойных зон) подавать повышенное количество СА. Из аппарата отработанный СА отводится (II) к пылеулавливающим устройствам. Материал в псевдоожиженном состоянии перемещается к выходу, "переливается" через порог 10 и по коробу 9 отводится (IV) в приемный бункер. Иногда приходится сушить липкие материалы, плохо поддающиеся псевдоожижению, образующие каналы (через них газ проходит без достаточного контакта с ТМ — байпас в терминах структуры потока). Разрушению каналов способствует повышение скорости СА, но тогда возрастает унос ТМ. Поэтому для разрушения каналов непосредственно над решеткой 5 размещают механический побудитель (на рисунке отсутствует), например решетчатое устройство, разрушающее каналы и застойные зоны при своем возвратно-поступательном движении в горизонтальной плоскосги и вовлекающее в псевдоожижение весь зернистый материал. На рис. 11.5, б представлен аппарат для обезвоживания растворов: в нем сочетаются процессы выпаривания и сушки. В топку 9 через форсунку 10 подается топливо (I) и первичный воздух (II) на его сжигание. Вторичный воздух (III) через кольцевой зазор 8 (для снижения потерь теплоты) поступает в камеру 7, где смешивается с газами из топки с целью понижения температуры до требуемой величины (обычно 500-700 ºС); эта смесь служит исходным сушильным агентом. Через газораспределительное устройство 6 горячий СА поступает в находящийся в сушильной камере 1 псевдоожиженный слой, образующийся при обезвоживании капель жидкости (или суспензии), подаваемой (V) в аппарат через разбрызгиватель 3. Существенно: капельная завеса над слоем значительно понижает унос мелочи с отходящим (IV) сушильным агентом, направляемым в систему пылеулавливания. Высушенный ТМ по опускной трубе 4 питателем 5 выводится (V I) из аппарата. Конструкции сушилок с псевдоожиженным слоем далеко не исчерпываются» представленными на рис. 11.5. Существуют аппараты с подвижными газораспределительными решетками, устраняющими каналы и застойные зоны, они обеспечивают высокую поперечную равномерность потока СА. Для глубокой сушки применяют вертикальные последовательно секционированные аппараты с противотоком ТМ и СА (проблема здесь в организации регулируемого перетока материала из секции в секцию). Используют конические аппараты — для них характерна направленная циркуляция ТМ в объеме слоя. Существуют аппараты с псевдоожиженным слоем нагретых частиц: при соприкосновении с ними влажного материала последний теряет влагу. Наконец, техника псевдоожижения применяется для сушки в комбинации с другими способами обезвоживания. При рациональной организации движения ТМ интенсивность массообмена в псевдоожиженном слое в расчете на единицу рабочего объема на порядок и более выше, чем в барабанных и некоторых других сушилках. Встречаются дисперсные материалы, плохо поддающиеся псевдоожижению даже в сухом состоянии; это относится, например, к материалам с пластинчатой, игольчатой и некоторой другой формой зерен (скажем, пшеница). В этом случае прибегают к ряду модификаций псевдоожижения (кстати, они пригодны и для хорошо псевдоожижаемых ТМ) — см. ниже. На рис. 11.6 изображена схема виброаэросушилки.
Рис. 11.6. Виброаэросушилка: 1 — сушильная камера, 2 — газораспределительная решетка, 3 — основание, 4 — амортизирующие пружины, 5 — вибропривод, 6 — дутьевая камера; I — горячий СА, II — отходящий СА, III — исходный ТМ, IV - высушенный ТМ
Горячий СА через дутьевую коробку 6 и решетку 2 поступает (I) в сушильную камеру 1 аппарата, в которой исходный влажный ТМ (III) транспортируется (слоем) вдоль газораспределительной решетки 2 и в высушенном состоянии выводится (IV) из камеры. Горячий воздух (СА) подают в сушильную камеру в количестве, недостаточном для псевдоожижения, — это позволяет существенно уменьшить унос пыли с отработанным СА (II). Дополнительная (недостающая) энергия для псевдоожижения ТМ подводится к слою за счет механической вибрации: системы пружин-амортизаторов 4 (они соединяют сушильный аппарат 1 с неподвижным основанием 3) и вибратора 5. Вибропсевдоожижению (в присутствии газового потока и в его отсутствие) подвержены ТМ с различной формой частиц. Механическое воздействие на слой способствует разрушению каналов и застойных зон, препятствует комкованию ТМ — все это расширяет возможный диапазон использования вибросушилок. Недостатки: усложнение аппарата, небезвредные механические воздействия на его узлы, быстрое гашение вибрации в псевдоожиженном слое (т.е. необходимость работы с весьма тонкими слоями). На рис. 11.7, а показана коническая аэрофонтанная сушилка. Исходный ТМ подается (III) из бункера 3 питателем 4 в трубопровод, где подхватывается потоком (I) сушильного агента и пневмотранспортом вносится в сушильную камеру 1. В ней устанавливается направленная циркуляция ТМ: восходящий пневмотранспорт в относительно узком центральном канале (и фонтан над ним), нисходящий движущийся слой у стенок камеры, иногда еще — псевдоожиженный слой в кольцевом пространстве между этими зонами. Отработанный СА выводится (II) из сушилки к пылеулавливающим устройствам, ТМ выводится (IV) через наклонную трубу 5 и питатель 4. В некоторых конструкциях аэрофонтанных сушилок в основании конуса устанавливают газораспределительные решетки; тогда влажный ТМ подают непосредственно в сушильную камеру — в зону движущегося слоя. В аэрофонтанных сушилках сравнительно крупные зерна (размером несколько миллиметров) вовлекаются в достаточно интенсивное движение при умеренных расходах СА (псевдоожижение потребовало бы чрезмерно высоких его расходов). Причина: площадь поперечного сечения центрального канала много меньше площади сечения аппарата над фонтанирующим слоем. Значит, для восходящего транспорта зерен в канале потребуются приемлемые расходы СА, так как его скорость в канале значительно выше, чем над слоем. По этим же причинам в аэрофонтанных сушилках возможна работа с полидисперсными материалами, причем — без существенного уноса мелочи (пыли).
Аэрофонтанная сушилка обычно близка к аппаратам идеального перемешивания. Дело в том, что продолжительность одного оборота зерна (т.е. цикла «восходящий пневмотранспорт в канале — нисходящее движение у стенок — восходящий пневмотранспорт в канале»), как правило, значительно меньше среднего времени пребывания зерна в фонтанирующем слое. Аэрофонтанная сушка может быть организована в цилиндро-коническом варианте, а также в призматическом аппарате. Схематически (без узлов питания и вывода ТМ) призматическая сушилка с щелевым вводом СА (или СА, несущего исходный ТМ) показана на рис. 11.7, б. Для удаления свободной влаги в химической и фармацевтической промышленности широко используются пневмотранспортные сушилки (иначе — трубы-сушилки) (рис. 11.8). Горячий воздух (I) движущийся со скоростью, превышающей скорость витания твердых частиц
Рис. 11.8. Пневмотранспортная сушилка: 1 — пневмотранспортная труба, 2 — распределительная камера, 3 — наклонная труба, 4 — циклон, 5 — бункер исходного ТМ, 6, 7, 9 — транспортные трубы, 8 — шнековый питатель-транспортер; I — горячий СА, II — газовзвесь, III — отходящий запыленный СА, IV — исходный ТM, V — возврат недостаточно высушенного ТM, VI - смесь исходного и возвращаемого TM
Скорость газа в пневмотранспортной сушилке обычно находится в диапазоне 10-30 м/с. Почти с такой же скоростью (отставая на величину Рассмотрение конвективных аппаратов завершим распылительной сушилкой, используемой для обезвоживания растворов и суспензий (рис. 11.9). Раствор (суспензия) подается (III) по трубе 4 на быстро вращающийся диск 3, дробящий жидкостной поток и разбрызгивающий капли. Они падают в широкой (иногда диаметром до десятка метров) сушильной камере 1, куда подается (I) из коллектора 2 по нескольким (по окружности камеры 1) вводам 5 горячий СА. Высушенный сыпучий ТМ транспортируется медленно вращающимся гребковым устройством 6 к отверстию вывода, откуда с помощью шнекового питателя 7 выводится (IV) из сушилки. Отработанный СА, несущий мелкую пыль ТМ, проходит через фильтры 8, расположенные в кольцевом пространстве аппарата, и выводится (II) из него. Уловленный в фильтрах материал собирается и присоединяется к основному потоку IV высушенного ТМ.
Рис. 11.9. Распылительная сушилка: 1 — сушильная камера, 2 — коллектор СА, 3 — вал с диском, 4 — трубка для подачи раствора (суспензии), 5 — вводы СА по окружности аппарата, 6 — гребковое устройство, 7 — шнек, 8 — фильтры; I — горячий СА, II — отходящий СА, III — раствор или суспензия, IV — высушенный ТМ
В распылительных сушилках тоже невелико время контакта ТМ с горячим СА, и потому их также можно использовать для сушки термолабильных материалов. Для распылительных сушилок, как и для пневмотранспортных, характерны высокие расходы СА.
  Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования...  Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|

 Рис. 11.1. Камерная (полочная) сушилка: 1 — газоходы, 2 — полки с ТМ, 3 — косые перегородки, 4 — камеры, 5 — поворотные заслонки; I — горячий СА, ii — отходящий СА
Рис. 11.1. Камерная (полочная) сушилка: 1 — газоходы, 2 — полки с ТМ, 3 — косые перегородки, 4 — камеры, 5 — поворотные заслонки; I — горячий СА, ii — отходящий СА Рис. 11.2. Туннельная сушилка: 1 — шлюзы, 2 — вагонетка, 3 — полки с ТМ, 4 — туннель, 5 — шлюзовые двери, 6 — рельсы; I — горячий СА, ii — отходящий СА
Рис. 11.2. Туннельная сушилка: 1 — шлюзы, 2 — вагонетка, 3 — полки с ТМ, 4 — туннель, 5 — шлюзовые двери, 6 — рельсы; I — горячий СА, ii — отходящий СА Рис. 11.3. Ленточные сушилки: а — одноленточная сушилка, б — многоленточная сушилка; 1 — сушильная камера, 2 — вращающиеся барабаны, 3 — питатели, 4 — направляющие перегородки для ТМ, 5 — то же, для СА, 6 — ленты, 7 - загрузочный бункер; I — горячий СА, II — отходящий СА, III — влажный ТМ, IV— высушенный ТМ
Рис. 11.3. Ленточные сушилки: а — одноленточная сушилка, б — многоленточная сушилка; 1 — сушильная камера, 2 — вращающиеся барабаны, 3 — питатели, 4 — направляющие перегородки для ТМ, 5 — то же, для СА, 6 — ленты, 7 - загрузочный бункер; I — горячий СА, II — отходящий СА, III — влажный ТМ, IV— высушенный ТМ
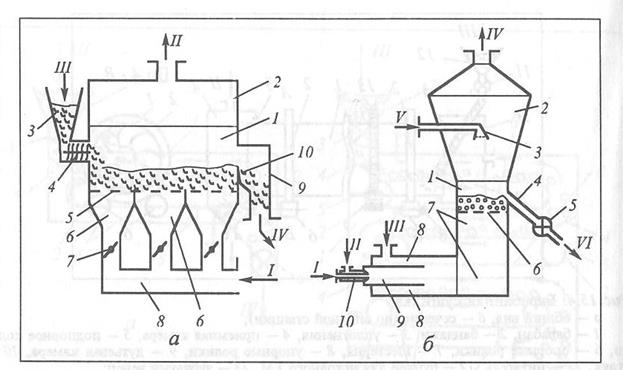 Рис. 11.5. Сушилки с псевдоожиженным слоем: а — аппарат для сушки зернистых материалов: 1 — сушильная камера, 2 — сепарационная зона, 3 — бункер исходного ТМ, 4 — шнековый питатель, 5 — газораспределительная решетка, 6 — дутьевые камеры, 7 — поворотные заслонки, 8 — газоход (коллектор), 9 — короб для вывода высушенного ТМ, 10 — сливной порог; I — горячий СА, II — отработанный запыленный СА, III — исходный ТМ, IV — высушенный ТМ; б — аппарат для обезвоживания растворов или суспензий: 1 — камера кипящего слоя, 2 — сепарационная зона, 3 — разбрызгиватель, 4 — труба для вывода ТМ, 5 — питатель, 6 — газораспределительное устройство, 7 - камера смешения, 8 — кольцевой канал, 9 — топка, 10 — форсунка; I — топливо (газ, жидкость), II — воздух на сжигание, III — вторичный воздух, IV — пылегазовая смесь, V — раствор, суспензия, VI — высушенный ТМ
Рис. 11.5. Сушилки с псевдоожиженным слоем: а — аппарат для сушки зернистых материалов: 1 — сушильная камера, 2 — сепарационная зона, 3 — бункер исходного ТМ, 4 — шнековый питатель, 5 — газораспределительная решетка, 6 — дутьевые камеры, 7 — поворотные заслонки, 8 — газоход (коллектор), 9 — короб для вывода высушенного ТМ, 10 — сливной порог; I — горячий СА, II — отработанный запыленный СА, III — исходный ТМ, IV — высушенный ТМ; б — аппарат для обезвоживания растворов или суспензий: 1 — камера кипящего слоя, 2 — сепарационная зона, 3 — разбрызгиватель, 4 — труба для вывода ТМ, 5 — питатель, 6 — газораспределительное устройство, 7 - камера смешения, 8 — кольцевой канал, 9 — топка, 10 — форсунка; I — топливо (газ, жидкость), II — воздух на сжигание, III — вторичный воздух, IV — пылегазовая смесь, V — раствор, суспензия, VI — высушенный ТМ
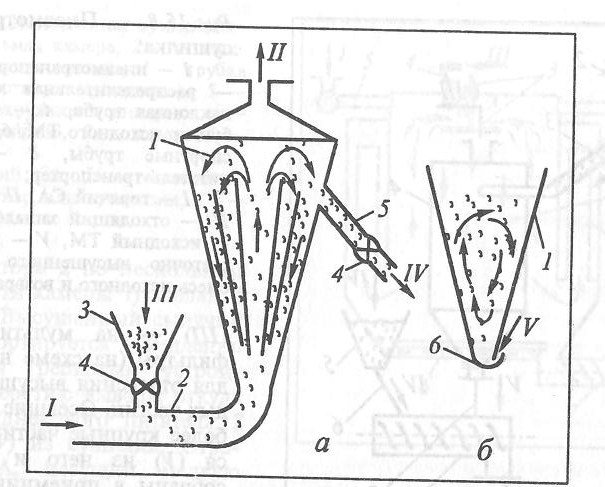 Рис. 11.7. Аэрофонтанные сушилки: а — коническая, б — призматическая; 1 — сушильная камера, 2 — воздухопровод, 3 — бункер исходного ТМ, 4 — питатель, 5 — опускная труба, 6 — щелевой ввод газа или газовзвеси; I — горячий СА, II — отходящий СА, III — исходный ТМ, IV — высушенный TM, V — горячий СА или газовзвесь его с исходным ТМ
Рис. 11.7. Аэрофонтанные сушилки: а — коническая, б — призматическая; 1 — сушильная камера, 2 — воздухопровод, 3 — бункер исходного ТМ, 4 — питатель, 5 — опускная труба, 6 — щелевой ввод газа или газовзвеси; I — горячий СА, II — отходящий СА, III — исходный ТМ, IV — высушенный TM, V — горячий СА или газовзвесь его с исходным ТМ , подхватывает мелкоизмельченный ТМ, опускающийся (VI) по наклонной трубе 9. Высушивание происходит при движении (II) газовзвеси по трубе 1. Далее газовзвесь попадает в расширительную камеру 2, откуда ТМ по наклонной трубе 3 движется совместно с воздухом в циклон 4 и далее (III) — на мультициклоны и фильтры (на схеме не показаны) для отделения высушенных твердых частиц. Осевшие в циклоне 4 более крупные частицы выводятся (V) из него и могут быть собраны в приемнике высушенного материала. Однако часто (такой случай и представлен на рисунке) эти крупные частицы (или агломераты мелких частиц) оказываются не высушенными до приемлемой остаточной влажности; тогда их по стоякам 7 и 9 возвращают в трубу-сушилку, присоединяя к потоку (IV) исходного влажного материала из бункера 5.
, подхватывает мелкоизмельченный ТМ, опускающийся (VI) по наклонной трубе 9. Высушивание происходит при движении (II) газовзвеси по трубе 1. Далее газовзвесь попадает в расширительную камеру 2, откуда ТМ по наклонной трубе 3 движется совместно с воздухом в циклон 4 и далее (III) — на мультициклоны и фильтры (на схеме не показаны) для отделения высушенных твердых частиц. Осевшие в циклоне 4 более крупные частицы выводятся (V) из него и могут быть собраны в приемнике высушенного материала. Однако часто (такой случай и представлен на рисунке) эти крупные частицы (или агломераты мелких частиц) оказываются не высушенными до приемлемой остаточной влажности; тогда их по стоякам 7 и 9 возвращают в трубу-сушилку, присоединяя к потоку (IV) исходного влажного материала из бункера 5.
