
|
|
Изделие и его качество. Взаимозаменяемость изделий. Допуски и посадки. Шероховатость поверхностей. Основы технических измерений.Стандартизация, метрология и оценка соответствия (сертификация) являются инструментами обеспечения безопасности и качества продукции, работ и услуг. Техническое законодательство, стандартизация и оценка соответствия определяют уровень безопасности и качества продукции и, следовательно, являются важнейшими инструментами конкурентоспособности продукции. Взаимозаменяемость изделий. Взаимозаменяемостью называется свойство независимо изготовленных с данной точностью деталей и узлов обеспечивать возможность беспригонной сборки (или замене при ремонте) сопрягаемых деталей в узлы, а узлов в изделия при соблюдении предъявляемых к ним (узлам и изделиям) технических требований. Комплекс научно-технических исходных положений, выполнение которых при конструировании, производстве и эксплуатации обеспечивает взаимозаменяемость деталей, сборочных единиц и изделий называют принципом взаимозаменяемости. Полная взаимозаменяемость обеспечивает беспригоночную сборку любых независимо изготовленных с заданной точностью деталей. Если для требуемой точности сборки применяют групповой подбор деталей (селективную сборку), компенсаторы, регулирование положения отдельных деталей, пригонку и другие технические мероприятия, такую взаимозаменяемость называют неполной (ограниченной). Внешняя - это взаимозаменяемость покупных и кооперированных изделий и сборочных единиц по эксплуатационным показателям, а также по размерам и форме присоединительных поверхностей. Внутренняя - распространяется на детали, сборочные единицы и механизмы, входящие в изделия. Уровень взаимозаменяемости можно характеризовать коэффициентом взаимозаменяемости КВЗ равным отношению трудоёмкости изготовления взаимозаменяемых деталей и сборочных единиц к общей трудоемкости изготовления изделий. Взаимозаменяемость, при которой обеспечивается работоспособность изделий с оптимальными и стабильными во времени эксплуатационными показателями, называю функциональной. Допуски и посадки. Разность между наибольшим и наименьшим предельными размерами или абсолютное значение алгебраической разности между верхним и нижним отклонениями называется допуском на размер (Т). Допуск всегда положителен. Поле допуска - поле: ограниченное верхним и нижним отклонениями. Поле допуска определяется значением допуска и его положением относительно номинального размера. В системе допусков и посадок гладких соединений всякий наружный элемент - вал, а всякий внутренний - отверстие. Разность их размеров до сборки определяет характер соединения, или посадку, т. е. степень свободы или сопротивления их взаимному смещению. Разность размеров отверстия и вала, если размер отверстия больше размера вала, называется зазором. Разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия, называется натягом. В зависимости от расположения полей допусков отверстия и вала различают посадки 3-х типов: с зазором; с натягом; переходные. Принципы выбора допусков и посадок. Методы допусков и посадок: Метод прецедентов (метод аналогов): конструктор отыскивает в ранее сконструированных машинах, применение подобных сборочных единиц, и назначает аналогичные допуск и посадку. Метод подобия: отыскиваем аналогию конструкторских признаков и условий эксплуатации проектируемой сборочной единицы с признаками, указанными в справочной литературе. Общим недостатком этих методов является сложность определения признаков однотипности и подобия, возможность применения ошибочных допусков и посадок. Шероховатость поверхности - это совокупность неровностей поверхности с относительно малыми шагами, рассматриваемых на определенной длине (рис. 30).
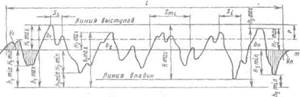
Рис. 30. Профиль поверхностных неровностей Неровности поверхности оценивают как шероховатость на определенной длине. Линия, на которой оценивается шероховатость, называется базовой линией. Длина этой линии, в пределах которой определяют шероховатость, называется базовой длиной / (рис. 30) и она берется тем больше, чем больше неровности. За базовую линию принята средняя линия профиля (т), т. е. базовая линия, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины среднее квадратическое отклонение профиля до этой линии минимально. В качестве параметров (критериев) для оценки шероховатости в большинстве стран мира принято шесть параметров. Вертикальные параметры: Ra - среднее арифметическое отклонение профиля; Rz - высота неровностей профиля по десяти точкам; Rmax. - наибольшая высота неровностей профиля. Горизонтальные параметры: Sm - средний шаг неровностей; S- средний шаг неровностей по вершинам; tp_ относительная опорная длина профиля. Базовая длина проставляется в миллиметрах (мм). Для обозначения шероховатости применяется один из трех знаков:
  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования...  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор...  Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? - задался я вопросом... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 — для обозначения шероховатости поверхности, вид обработки которой не устанавливается, а назначаются лишь предельные величины параметров шероховатости;
— для обозначения шероховатости поверхности, вид обработки которой не устанавливается, а назначаются лишь предельные величины параметров шероховатости; - для обозначения шероховатости, образуемой удалением слоя материала, например, точением, сверлением, травлением и т. п.;
- для обозначения шероховатости, образуемой удалением слоя материала, например, точением, сверлением, травлением и т. п.;  - для обозначения шероховатости поверхности, образуемой без удаления слоя материала, например, литьем ковкой и т. п.
- для обозначения шероховатости поверхности, образуемой без удаления слоя материала, например, литьем ковкой и т. п.