
|
|
Основы технических измерений.Метрология - это наука об измерениях физических величин, методах и средствах обеспечения их единства и способах достижения требуемой точности. Под метрологическим обеспечением понимается установление и применение научных и организационных основ, технических средств, правил и норм, необходимых для достижения единства и требуемой точности измерений. Средства измерения (СИ)- это средства, предназначенные для измерения, вырабатывающие сигнал, несущий информацию о значении измеряемой величины, или воспроизводящие величину заданного размера. Классификация методов и средств измерений: прямые (искомое значение величины определяют непосредственно из опытных данных); косвенные (измерения, при которых искомое значение величины находят на основании известной зависимости между этой величиной и величинами, подвергаемыми прямым измерениям); совокупные (одновременные измерения одноименных величин, среди которых есть известные); совместные (одновременные измерения неодноименных величин для нахождения зависимости между ними); относительные ("измерения в некоторых относительных, по отношению к одноименной величине, единицах, в том числе и неименованных); однократных и многократных (в зависимости от поставленной задачи возможно применение однократных и многократных измерений, причем многократные измерения проводят или для подстраховки от грубых погрешностей или для математической обработки результатов); метрологические (измерения выполняют с максимально достижимой точностью, добиваясь минимальной погрешности измерения); технические (измерения проводят с заранее установленной точностью, иными словами, погрешность измерения не должна превышать заранее заданного значения). Общие сведения о механической обработке материалов. Обработка конструкционных материалов. Обработка на металлорежущих станках: оборудование, приспособления, инструменты и методы обработки основных видов поверхностей. Для обеспечения установленной чертежом точности размеров, формы и шероховатости поверхности большинство деталей машин и механизмов обрабатывают на станках снятием стружки. Стружку снимают с заготовки различными металлическими и абразивными инструментами. У первых имеются специально заточенные режущие кромки (резцы, сверла и др.), у вторых - множество твердых зерен с острыми гранями и углами на поверхности и в толще этих инструментов. Обрабатываемые поверхности могут быть плоскими, цилиндрическими, коническими (с прямолинейной образующей), «фасонными» (с криволинейной образующей) или сложной криволинейной формы (поверхности зубьев зубчатых колес, резьбы и пр.). Для получения поверхности заданной формы заготовки и инструменты закрепляют на металлообрабатывающих станках, рабочие органы которых сообщают им необходимые движения с установленными скоростью и силой. Движения рабочих органов станков делят на основные и вспомогательные. Основными называют движения, при которых с заготовки снимается стружка; вспомогательными - движения, при которых стружка не снимается (отвод и подвод инструмента и пр.). Основное движение можно разделить на главное движение и движение подачи. Главным движением называют то движение, скорость которого является наибольшей. Снятие стружки на большинстве станков осуществляется лишь при сочетании этих двух движений. На рис. 31 приведены различные способы обработки резанием (стрелками указано направление главного движения v—* и направление движения подачи s—>). При точении (рис. 31, а) заготовке сообщается вращательное главное движение, а инструментам (резцам) - движение подачи. При фрезеровании (рис. 31, б), наоборот, главное движение сообщается инструменту (фрезе), а движение подачи - заготовке. При сверлении (рис. 31, в) как главное движение, так и движение подачи обычно сообщаются инструменту, однако в специальных станках это может не соблюдаться. При строгании на продольно-строгальных станках главное движение сообщается заготовке (рис. 31, г), а движение подачи - инструменту. При строгании на поперечно-строгальных станках и обработке заготовок на долбежных станках главное движение сообщается инструменту (резцу), а движение подачи - заготовке или резцу.
Рис. 31 Движение рабочих органов металлорежущих станков При протягивании (рис. 31, д) главное движение (прямолинейное) сообщается инструменту (протяжке), а подача sr определяется разностью высот каждых двух смежных зубьев протяжки; движения подачи по этой схеме нет, оно заложено в конструкции протяжки. При круглом и плоском шлифовании (рис. 31, е,ж) главное движение всегда вращательное; оно выполняется инструментом (шлифовальным кругом). При круглом шлифовании заготовка вращается и обеспечивается окружная подача. При плоском шлифовании продольная подача (рис. 31, ж) производится чаще всего заготовкой, а поперечная подача - шлифовальным кругом или заготовкой. Процесс резания и образования стружки. Резание металлов является сложной совокупностью различных деформаций: смятия, сдвига, среза, сопровождающихся трением отделившейся стружки о переднюю поверхность резца и трением поверхности резания заготовки о заднюю поверхность резца. В результате упругопластической деформации материала, происходящей под воздействием режущего инструмента, образуются новые поверхности. Так как качество обработанной поверхности при заданных условиях зависит от характера упругопластической деформации срезаемого слоя и этот слой изнашивает режущий инструмент, то в учении о резании металлов различают две основные проблемы: упругопластическую деформацию металлов в процессе образования стружки и износ и стойкость режущего инструмента. Основы резания остаются постоянными независимо от того, каким инструментом (резцом, сверлом, фрезой и др.) производится обработка; изменяются лишь условия обработки. Образование стружки. На рис. 32, а приведена схема образования стружки при резании. Резец 3, перемещаемый в направлении стрелки Б, передней поверхностью 2 сминает и скалывает частицы металла, лежащие выше плоскости ВА, причем образующаяся стружка 1 состоит из отдельных элементов: а, б, в, г, д. Вначале инструмент режущей кромкой внедряется в металл заготовки около точки А; далее при своем движении инструмент передней поверхностью давит на верхний слой металла и отрывает его от основной массы металла заготовки (рис. 32, б).
Характер и величина деформации срезаемого металла заготовки при переходе его в стружку зависят от многих причин, в первую очередь от свойств заготовки. При обработке пластичных металлов (медь и др.) образуется сливная стружка, отдельные элементы которой явно не выражены (рис. 32,в). При обработке менее вязких металлов (твердой стали) образуется стружка скалывания (рис. 32, а). При обработке хрупких металлов (например, чугуна) стружка отделяется разобщенными элементами (стружка надлома, рис. 32, г).   Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
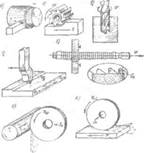
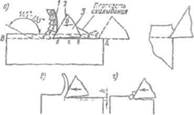 Рис. 32. Образование стружки
Рис. 32. Образование стружки