|
|
Разработка корректирующих действий.В рамках шага D5 «выбор и проверка окончательных корректирующих действий» методики 8D командой было предложено два варианта устранения найденной причины высокого уровня дефектности. Первое предложение - это проведение организационно-распорядительных мероприятий, которые направлены на: · формирование плана работ для бригады переборщиков на каждую смену не по объему, а по показателям качества; · изменение структуры подразделения, в которой рабочие подчиняются только одному руководителю (мастеру); · регламентирование за допущенный брак штрафных санкций, выставляемые как бригаде в целом, так и отдельному рабочему; · установка видеокамеры слежения в месте протекания процесса сортировки лома, и на основании записей на видеопленке проводить периодический контроль работы переборщиков. Второе предложение – это внедрение линии непрерывного литья и проката медной катанки из лома и отходов, изготовленная компанией Continuus-Properzi (Италия). Проектная мощность линии 40 тонн в сутки. Уникальная технология рафинирования медного лома и отходов, разработанная компанией Continuus-Properzi совместно с испанской компанией La Farga Lacambra, позволяет использовать шихту с минимальным содержанием меди 92%. В случаи реализации данного проекта останется возможность эксплуатировать установленную американскую линию «Southwіre» — линию производства медной катанки, которая может как разливать рафинированный металл от печи «Contіnuus-Properzy», так и работать автономно на катодной меди с помощью печи «Southwіre». При выполнении выше перечисленных пунктов процедура бенчмаркинга будет окончательно сформирована, а анализ 8 D завершен. Бережливое производство
Бережливое производство— концепция менеджмента, созданная на Toyota и основанная на неуклонном стремлении уменьшить время производственного цикла путем ликвидации потерь. Бережливое производство предполагает вовлечение в процесс оптимизации бизнеса каждого сотрудника и максимальную ориентацию на рынок (производство под заказ). Целями бережливого производства являются: · сокращение трудозатрат примерно вдвое, · сокращение производственных и складских площадей, · сокращение сроков разработки новой продукции, · гарантия поставки продукции заказчику, · максимальное качество при минимальной стоимости. Отправная точка бережливого производства – это ценность. Ценность – субъективное ощущение потребителя от того, что нужная ему вещь доставлена в нужное время и в нужном месте. Ценность может быть определена только конечным потребителем. Говорить о ней имеет смысл, только имея в виду конкретный продукт, который за определенную цену и в определенное время способен удовлетворить потребности покупателей. В соответствие с концепцией бережливого производства всю деятельность предприятия можно классифицировать так: · действия, добавляющие ценность; · действия, не добавляющие ценность: · нельзя удалить из процессов разработки, оформления заказа и изготовления товара; · можно и нужно немедленно ликвидировать. Всё, что не добавляет ценности для потребителя, с точки зрения бережливого производства, классифицируется как потери, и должно быть устранено. Бережливое производство – это выявление и устранение потерь, причем первая часть этой задачи – выявления потерь – зачастую оказывается не менее сложной, чем вторая – их устранение. Существует семь видов потерь: Перепроизводство. Оно чаще всего является следствием производства, основанного не на спросе, а на предложении. Одним из принципов бережливого производства является вытягивание продукта – каскадная система производства, при которой поставщик, находящийся выше по потоку, ничего не делает до тех пор, пока потребитель, находящийся ниже, ему об этом не сообщит. Лучший способ понять и почувствовать логику и преимущества вытягивания продукта состоит в том, чтобы, начав плясать от реального потребителя, испытывающего потребность в реальном продукте, постепенно пройти все этапы, нужные для того, чтобы дать ему то, что он пожелает. Когда заказ потребителя инициирует запуск всей системы, скорость выполнения работы на каждом этапе оказывается в точности равной времени такта. Время такта – время, за которое необходимо произвести очередной продукт для потребителя. Время такта равно отношению запланированного времени к потребительскому спросу.
Ожидание в очередях. Время в очереди — время, которое продукт простаивает в очереди в ожидании следующей стадии проектирования, оформления заказа или производства. Потери времени на ожидание возникают, когда люди, операции или частично готовая продукция вынуждены дожидаться дальнейших действий, информации или материалов. Плохое планирование, необязательность поставщиков, проблемы коммуникации и несовершенство управления запасами приводят к простоям, которые стоят нам времени и денег. Наличие вариаций продолжительности выполнения отдельных работ порождает эффект очередей и накопления незавершенной продукции. Транспортировка — это ненужные перемещения персонала, продукции, материалов и оборудования, которые не добавляют ценности процессу. Часто рабочие совершают лишние перемещения со своего участка до цехового склада и обратно, а также ходят вокруг ненужного им оборудования. Такие перемещения можно устранить и за счет этого ускорить процесс. Это одна из наиболее неприятных потерь и для рядового персонала, и для руководства, так как потраченное время и простои лишают эффективности большинство производственных процессов, утяжеляя труд рабочих. Несмотря на то, что большинство производственных процессов изначально разрабатывались с учетом минимизации лишних движений, в основном это один из крупнейших источников потерь, возникающих незаметно и приводящих к сбоям. Излишняя обработка. Потери от излишней обработки возникают при производстве продукции или услуг с более высокими потребительскими качествами, чем это востребовано покупателем и за которые он согласен платить. Добавление функциональных возможностей, не имеющих ценности в глазах потребителя, не улучшает продукт или процесс. Недостаток информации о том, как потребители используют продукцию или услуги, часто способствует добавлению к ним излишних функциональных возможностей, в которых, по мнению производителя, клиенты нуждаются или желают их [2]. Избыток запасов. Потери, скрывающиеся в излишних запасах, таят в себе множество неприятных проблем качества, таких как переделка и дефекты, проблемы в планировании рабочей силы или производства, завышенное время выполнения заказа, проблемы с поставщиками. Содержать чрезмерные запасы, замораживающие капитал и требующие выплаты банковских процентов, слишком дорого. Излишние запасы снижают отдачу от вложений в рабочую силу и сырье. Лишние движения. Избавление от лишних движений при выполнении работ – главная задача специалистов по научной организации труда. Система 5 S - система организации рабочего места, основанная на визуальном контроле. Включает в себя пять принципов, каждый из которых по–японски начинается с буквы «С». Сеири: отделить нужные инструменты, детали и документы от ненужных с тем, чтобы убрать последние подальше. Сейтон: расположить (и маркировать) детали и инструменты на рабочем месте так, чтобы с ними было удобно работать. Сейсо: поддерживать чистоту на рабочем месте. Сейкецу: регулярно выполнять сеири, сейтон и сейсо, чтобы поддерживать рабочее место в отличном состоянии. Сицуке: сделать выполнение первых четырех «С» привычкой, стандартом работы. Дефекты. Потери из-за дефектов или необходимости переделки возникают, когда нет надежной превентивной системы, включающей методы пока-ёкэ - встроенной защиты от ошибок и целенаправленного процесса постоянных улучшений - кайдзен. Каждый раз, допустив ошибку при работе с изделием и передав его на следующую операцию процесса или, что еще хуже, потребителю, мы миримся с переделкой как неотъемлемой частью процесса. Мы дважды теряем деньги всякий раз, когда что-то производим, собираем или ремонтируем, в то время как потребитель платит нам за товар или услугу только один раз. Повышение качества отопителя будет достигнуто с помощью реинженеринга за счет снижения себестоимости отопителя. Для начала проведем анализ технологического процесса по следующему плану: 1. Анализ процесса сборки с точки зрения избыточности операций. 2. Анализ процесса сборки с точки зрения нагрузок. 3. Анализ процесса сборки с точки зрения перепроизводства. 4. Анализ процесса сборки с точки зрения ожиданий в очередях. 5. Анализ процесса сборки с точки зрения транспортировки. 6. Анализ процесса сборки с точки зрения излишней обработки. 7. Анализ процесса сборки с точки зрения запасов. 8. Анализ процесса сборки с точки зрения лишних движений. 9. Анализ процесса сборки с точки зрения дефектов. Решающим условием снижения себестоимости служит непрерывный технический прогресс. Внедрение новой техники, комплексная механизация и автоматизация производственных процессов, совершенствование технологии, внедрение прогрессивных видов материалов позволяют значительно снизить себестоимость продукции. Рассмотрим возможность снижения технологической себестоимости. Рассмотрим операции, связанные с доводкой кожухов правого и левого (таблица 13.1). Таблица 13.1. Доводка кожуха отопителя правого 2111-8101025 и кожуха отопителя левого 2111-8101024
Рис. 13.1 Кожух отопителя правый 2111-8101025
Отопитель крепится к автомобилю с помощью кронштейна, расположенного на фланце отопителя, который крепится на кожуха правый и левый с помощью винтов. Таким образом, на кожухе кронштейн не нужен, а отверстия нужны, чтобы закрепить фланец. Поэтому, казалось бы, что эти операции, представленные в таблице 2.1 приносят ценность продукту, так как производится преобразование продукта. Однако кожуха отопителя правый и левый являются изделиями собственного производства, и возникает закономерный вопрос: почему мы не можем изготавливать кожух сразу без кронштейна и с отверстиями под винты, что позволит: · сократить затраты на заработную плату, так как подобное мероприятие дает возможность сборщикам с теми же затратами труда выработать больше продукции; · сократить затраты на электроэнергию, потребляемую электропилой и электродрелью.
Рис. 13.2 Обрезка кронштейна
Рис. 13.3 Кожух отопителя правый 2111-8101025 и кожух отопителя левый 2111-8101024 На заводе имеются высококвалифицированные специалисты, совместными усилиями которых можно доработать пресс-формы следующим образом: · поставить заглушку в пресс-форму на месте кронштейна; · установить стержни в пресс-форме нужного диаметра в местах крепления фланца. Рассмотрим уровень загрузки литейщиков по отношению к загрузке оборудования. В таблицу 13.2 занесем данные, полученные в цехе литья. Таблица 13.2 Уровень загрузки литейщиков относительно оборудования
На рисунке 13.4 представлен уровень загрузки литейщиков по отношению к загрузке станка. Получаем, что литейщики работают от 10% до 82,4% времени, остальное время является временем ожидания выхода готового продукта. Необходимо преобразовать время ожидания во время создания ценности. Для этого посмотрим, что происходит с изделием на сборке. Каждое из комплектующих изделий, представленное в таблице 13.2, на сборочном участке подвергается обработке, представленной в таблице 13.3.
Рис. 13.4 Уровень загрузки литейщика по отношению к загрузке станка Таблица 13.3 Операции обработки комплектующих изделий
Рассмотрим уровень загрузки литейщиков, при условии выполнения ими операций, представленных в таблице 13.3 (рисунок 13.5).
Рис. 13.5 Уровень нагрузок литейщиков после преобразований
Таким образом, выносим операции по приклеиванию уплотнителей и укладке уплотнительных жгутов за процесс сборки, что позволит сократить цикл сборки. Дневная выработка участка согласно данным отдела труда и заработной платы составляет 240 изделий в смену. По формуле 13.1 рассчитаем время такта «как должно быть». Заказ потребителя на год составляет
Действительный фонд времени составляет
где
Тогда
ОЕЕ – коэффициент эффективности оборудования. Так как на участке сборки оборудование не используется, возьмем ОЕЕ=95% - коэффициент полезного использования рабочего времени. Таким образом, время такта будет равно
При времени такта равном
Таким образом, в смену производится на 240 – 166 = 74 изделия больше, чем требует потребитель. Наличие вариаций продолжительности выполнения отдельных работ порождает эффект очередей и накопления незавершенной продукции. Для оценки данного вида потерь представим на рисунке 13.6 уровень загрузки сборщиков на рабочих местах.
Рис. 13.6 Уровень загрузки сборщиков
Таким образом, можно сделать вывод о том, что перед рабочими местами №2, №5 и №7 образовываются запасы незавершенной продукции. Наибольшие потери на сборочном участке возникают из-за того, что в обязанности сборщиков входит не только сборка отопителя, но транспортировка комплектующих на рабочие места. Кроме того, коробки, в которых привозятся комплектующие изделия, разбирают сами сборщики. Для распределения материальных потоков необходимо применять диаграмму спагетти (рисунок 13.7). Она представляет собой траекторию маршрутов движения продукта от одной стадии к другой. Другими словами, диаграмма отображает передвижение товарных потоков. Все действия, выполняемые подсобным рабочим, не прибавляют ценности продукту, так как упаковка является следствием того, что отопитель после своего изготовления не сразу устанавливается в автомобиль, а проделывает путь из Кинеля в Тольятти. Для сохранения целостности продукта, производитель вынужден его упаковать в коробку. Для удобства транспортировки коробки составляются на поддон по 12 штук, поддон упаковывают в стрейч пленкой. Ввиду того, что сборщики комплектуют свои рабочие места сами, они вынуждены делать заделы, чтобы в случае отсутствия одного из сборщиков на рабочем месте поток не останавливался.
Рис. 13.7 Диаграмма спагетти «как есть»
Анализ технологического процесса с точки зрения лишних движений. Рассмотрим действия по вывозу пустого контейнера с рабочего места №4: · контейнер пуст · необходимо будет перевезти полный контейнер на другое место, чтобы взять пустой, · вывести пустой контейнер, · полный контейнер поставить на то место, где прежде стоял пустой, · привести второй полный. Последовательность вышеизложенных действий представлена на рисунке 13.8.
Рисунок 13.8 Последовательность действий по вывозу контейнера
Временный затраты на вышеизложенные действия составляют 5 минут.
На выходе готового изделия дефектов не бывает по причине несоответствующей сборке. Дефекты встречаются только по причине несоответствия комплектующих изделий. В случае обнаружения несоответствия на рабочем месте №8, где осуществляется контроль, изделие отправляется на рабочее место, на котором было установлено несоответствующее комплектующее, где несоответствие устраняется. Данное действие вызывает простой всего сборочного участка. Внесем в таблицу 13.4 операции, из которых состоит поток создания изделия.
Таблица 13.4 Операции сборки отопителя салона 2111-8101012-31
Время цикла нового процесса составит При расчете количества рабочих добавим 10% ко времени цикла. Это страховой запас времени на непредвиденные обстоятельства.
где
Принимаем На рисунке 13.10 представим диаграмму, отображающую уровень загрузки сборщиков.
Рис. 13.10 Уровень загрузки сборщиков
Разработка системы KANBAN. Работа сборщиков будет осуществляться следующим образом. Сборщик в своей работе использует комплектующие изделия собственного производства, который будут храниться в контейнерах и покупные комплектующие изделия, которые на участке будут находиться в пластиковой таре. Те покупные комплектующие изделия, число которых в коробке, приходящей от поставщика, незначительно и коробка относительной небольшого размера будут приходить на участок сборки в коробке поставщика. По системе KANBAN нам потребуется два комплекта тары: один комплект будет на участке сборки, другой у подсобного рабочего, который будет относить тары на склад, сдавать диспетчеру, а затем забирать у диспетчера полные тары. Сборщик будет брать комплектующие из тары, расположенной на верхней полке стола. После того, как тара опустеет, он поставите ее на нижнюю полку стола. Наличие тары на нижней полке и будет сигналом для подсобного рабочего о том, что тара пуста. Разработанный технологический процесс имеет более качественные характеристики получения продукции – отопителя салона 2111-8101012-31. Изготавливать один отопитель будет более выгодно, чем в технологическом процессе «как есть» за счет снижения затрат человеческих и временных ресурсов, что обеспечивает повышение качества изготовления отопителя, так как затраты ресурсов относятся к показателям себестоимости отопителя.
Рис. 13.11 Диаграмма спагетти «как должно быть»
Представим по карте потока создания ценности «как должно быть» и в таблице 2.5 представим показатели результативности процесса.
Таблица 13.5 Показатели результативности
Упорядочение. 5S — это система организации рабочего места, которая позволяет значительно повысить эффективность и управляемость операционной зоны, улучшить корпоративную культуру, повысить производительность труда и сохранить время. В систему 5S входят следующие действия: 1) Сортировка – означает, что вы высвобождаете рабочее место от всего, что не понадобиться при выполнении текущих производственных операций. 2) Рациональное расположение – означает определить и обозначить «дом» для каждого предмета, необходимого в рабочей зоне. В целях рационализации процессов и сокращения производственного цикла крайне важно всегда оставлять нужные предметы в одних и тех же отведённых для них местах. Это ключевое условие минимизации затрат времени на непродуктивные поиски. 3) Уборка (содержание в чистоте) – значит обеспечить оборудованию и рабочему месту опрятность, достаточную для проведения контроля, и постоянно поддерживать её. Уборка в начале и/или в конце каждой смены обеспечивает немедленное определение потенциальных проблем, которые могут приостановить работу или даже привести к остановке всего участка, цеха или завода. 4) Стандартизация – это метод, при помощи которого можно добиться стабильности при выполнении процедур первых трех этапов 5S – значит разработать такой контрольный лист, который всем понятен и прост в использовании. Продумать необходимые стандарты чистоты оборудования и рабочих мест, и каждый в организации должен знать, как это важно для общего успеха. 5) Совершенствование – означает то, чтобы выполнение установленных процедур превратилось в привычку. Анализ рабочего места «как есть». Согласно новому технологическому процессу рабочие места №1 – 3 и №4 – 6 были укомплектованы в два рабочих места - № 1 и №2 соответственно. Произведем упорядочение рабочего места №2 Согласно технологическому процессу «как есть», изобразим на диаграмме спагетти перемещение полуфабриката по рабочим местам №4, 5 и 6. Занесем в таблицу 13.6 расстояния, на которые перемещаются комплектующие изделия и полуфабрикаты и время, затрачиваемое на перемещение. Таблица 13.6 Перемещение комплектующих изделий и полуфабрикатов
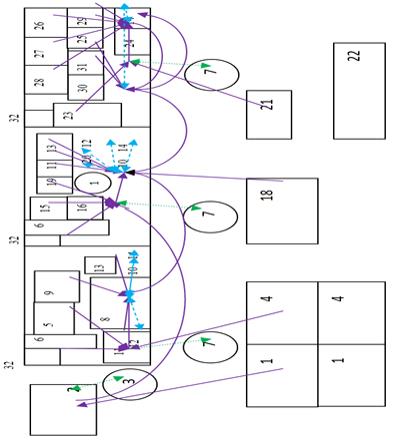
Рис 13.12 Диаграмма спагетти «как есть»
1 – кожух отопителя левый; 2 – пила ленточная; 3 – технологическая прибыль; 4 – кожух отопителя правый; 5 – прокладка шумопоглащающая; 6 – уплотнитель кожухов; 7 – отходы 4 класса; 8 – ложемент для крепления фланца отопителя; 9 – фланец;10 – дрель; 11 – гайка; 12 – держатель; 13 – винт;14 – электроотвертка; 15 – жгут уплотнительный; 16 – гайка пружинная; 17 – авто-герметик; 18 – заслонка; 19 – скоба; 20 – ключ гаечный; 21 – радиатор; 22 – вторичный картон; 23 – уплотнитель радиатора; 24 – ложемент для сборки радиатора; 25 – хомут; 26 – трубка пароотводящая; 27 – шланг отводящий; 28 – шланг подводящий; 29 – хомут винтовой; 30 – винт; 31 – шайба; 32 – технологическая документация
При такой планировке рабочего места комплектующие изделия и полуфабрикаты проходит расстояние 16,4 м. Изобразим на рисунке 13.12 соотношение времени добавления ценности (синий цвет) и времени на перемещение (красный цвет).
Рис. 13.12 Соотношение времени добавления ценности и времени на перемещение
Произведем сортировку предметов, находящихся на рабочем месте на «нужные», «ненужные срочно» и «ненужные». Занесем данные в таблицу 3.2. Таблица 13.7 Сортировка предметов
Рациональное расположение «Нужные» предметы следует расположить на столе. Предметы «не нужные срочно» расположим на нижней полке стола, «не нужные предмета» ликвидируем с рабочего места. На рисунке 13.13 представим рабочий стол сборщика. Определим тару, в которой будут храниться комплектующие изделия на участке сборки (таблица 13.8). Таблица 13.8 Тара для комплектующих изделий
©2015- 2026 zdamsam.ru Размещенные материалы защищены законодательством РФ.
|
 (13.1)
(13.1)



 (13.2)
(13.2)





 сменная выработка составит:
сменная выработка составит:
 (обеспечивается инструментом)
(обеспечивается инструментом)
 .
. (13.3)
(13.3) – страховой запас времени;
– страховой запас времени;
 .
.


 .
.