|
|
Нарезание резьбы резцами и гребенками
Резьбовые резцы применяют для нарезания наружной и внутренней резьбы различного профиля: прямоугольного, треугольного, трапеции. Нарезание резьбы однониточным резцом обеспечивает наивысшую точность резьбы. Резьбовые резцы бывают однониточные и многониточные (гребенки).
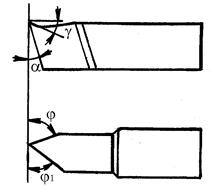
Резьбовые резцы нормального типа
Рис. 28.1 У резьбового резца имеются две режущие кромки, расположенные под углами
Рис. 28.2 1 вариант характеризуется тем, что передняя грань при Его недостаток – углы резца Плоскость резания будет идти по винтовым линиям и поэтому
Где, средний угол подъема резьбы для крепежных резьб равен Для круглых, квадратных, многозаходных резьб этот метод считается недопустим.
Инструмент будет стремиться уходить в сторону большего угла Второй вариант характеризуется тем, что передняя грань резца перпендикулярна к направлению средних винтов линий. Углы, заточенные на резце остаются такими же и в процессе резания. Этот вариант применяют для средних и больших углов подъема резьбы. Для многозаходных резьб. При работе резьбонарезными головками применяют и для крепежных резьб, когда повышены требования к точности и чистоте резьбы.
Резьбовые резцы фасонного типа
Резцы такого типа характеризуются тем, что при переточке не меняют свой профиль и могут долго служить. По конструкции они представляют частный случай фасонных резцов для изготовления профильных поверхностей. Фасонные резьбы бывают двух типов: призматические и круглые. Круглые резьбы выдерживают большое количество переточек, но дороги в изготовлении и применяются в больших сериях. В небольших сериях применяют призматические резцы.
Рис. 28.3 Резцы перетачиваются по передним поверхностям:
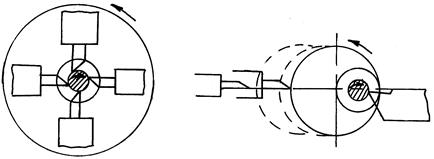
Резьбовые гребенки
Резьбовые гребенки могут быть призматические и круглые. Схема работы призматической гребенки:
Рис. 28.4 Изделие вращается, а гребенка имеет поступательное движение
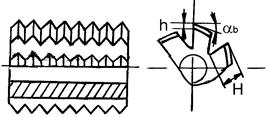
Круглые гребенки
Рис. 28.5 Идея конструкции круглых резьб гребенок аналогична призматическим резьбам. Круглые гребенки могут быть насадные и хвостовые, с витками, расположенные по винтовой линии и кольцеобразно. Широкое применение получили гребенки с витками по винтовой линии, т.к. обеспечивают лучшие условия резания на боковых кромках и проще в изготовлении. Применяют их, когда резьба имеет небольшой угол подъема. При нарезании наружные правые резьбы применяют гребенки с левой резьбой. При нарезании внутренней резьбы наклон резьбы гребенки и детали совпадают. Резьбовые резцы и гребенки работают в зоне тонких стружек и изнашиваются в основном по задней поверхности. Формула скорости резания при нарезании наружных метрических резьб на стали резцами Р18:
Нарезание резьбы фрезами Дисковые резьбовые фрезы
Дисковые резьбовые фрезы применяют преимущественно для нарезания резьбы с крупным шагом. Фреза имеет остроконечную форму зубьев. Схема работы фрезы:
Рис. 28.6 Фрезу относительно заготовки устанавливают так, чтобы их оси скрещивались под углом подъема витков нарезаемой резьбы. Фреза совершает вращательное движение, нарезаемая деталь совершает вращательное и поступательное движение. Обработка ведется на универсально фрезерном станке типа 6Н82.
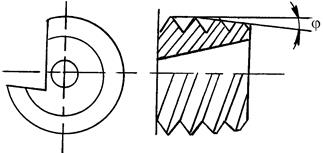
Групповые резьбовые фрезы
Групповые (гребенчатые) резьбовые фрезы применяют для нарезания коротких треугольных наружных и внутренних резьб. Групповая фреза представляет собой дисковую гребенку с кольцевым или спиральным расположением зубьев. По наружному цилиндру фреза прорезана продольными канавками.
Рис. 28.7 Групповые фрезы относятся к типу фрез с затылованной формой зубьев. Профиль зуба фрезы соответствует профилю нарезаемой резьбы: Схема работы групповой резьбы:
Рис. 28.8 Деталь и фреза имеют вращательное движение. Фреза совершает медленное поступательное перемещение вдоль оси заготовки и поперечное перемещение на высоту резьбы. Когда фреза врежется в заготовку на высоту резьбы, ее поперечное перемещение автоматически выключается. 1.Главное движение вращения фрезы:
Для быстрорежущей стали: 2. 3.Осевое перемещение фрезы 4.Врезание Фрезерные головки для скоростного (вихревого) нарезания резьбы оснащаются твердосплавными вставными резцами и служат для нарезания внутренних и наружных резьб на токарных станках.
Рис. 28.9 Метчики
Для образования или калибрования внутренней резьбы наиболее распространенными инструментами являются метчики. Метчик представляет собою винт с соответствующей резьбой, превращенный в режущий инструмент за счет: - прорезания стружечных канавок, т.е. создания передней поверхности и пространства для размещения стружки; - образования заборной части, необходимой для постепенного врезания и срезания припуска; - затылования задних резьбовых поверхностей с целью придания им необходимых задних углов. По конструкции и применению различают следующие типы метчиков: - ручные или слесарные – для нарезания резьбы вручную, состоящие обычно из одного, двух или трех штук в комплекте; - машинные – для нарезания резьбы на станках или при помощи дрелей; - гаечные – для нарезания резьбы в гайках на гайконарезных станках; они изготавливаются с короткими, длинными, а также с изогнутыми хвостовиками; - плашечные и маточные – для нарезания и калибрования резьбы в плашках.
  ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования...  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 и
и  . Резьбовые резцы применяются в двух вариантах.
. Резьбовые резцы применяются в двух вариантах.
 лежит в горизонтальной осевой плоскости изделия. Следовательно, угол профиля резца
лежит в горизонтальной осевой плоскости изделия. Следовательно, угол профиля резца  совпадает с углом профиля резьбы в осевом сечении. Это является его преимуществом. Этот вариант не требует специальной регулировки.
совпадает с углом профиля резьбы в осевом сечении. Это является его преимуществом. Этот вариант не требует специальной регулировки. в процессе резания меняются.
в процессе резания меняются. и
и  будут неодинаковыми.
будут неодинаковыми.
 . Эта разница не имеет значения.
. Эта разница не имеет значения.
 , где резать легче, также будет увод резца (в нашем случае влево). Второй вариант лишен этих недостатков.
, где резать легче, также будет увод резца (в нашем случае влево). Второй вариант лишен этих недостатков.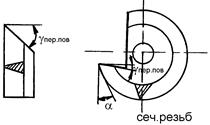

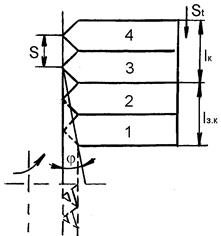
 . Обработка изделия производится за один проход.
. Обработка изделия производится за один проход.  - длина заборного конуса. Угол заборного конуса равен
- длина заборного конуса. Угол заборного конуса равен  . Заборная часть ведет к распределению нагрузки в процессе работы между несколькими зубьями.
. Заборная часть ведет к распределению нагрузки в процессе работы между несколькими зубьями.  - калибрующая часть гребенки. Передний угол бывает равен
- калибрующая часть гребенки. Передний угол бывает равен  , а иногда и больше 0°. Задний угол -
, а иногда и больше 0°. Задний угол -  .
.
 .
. - постоянный коэффициент.
- постоянный коэффициент. - шаг резьбы.
- шаг резьбы. - период стойкости.
- период стойкости. - поправочных коэффициент на скорость.
- поправочных коэффициент на скорость.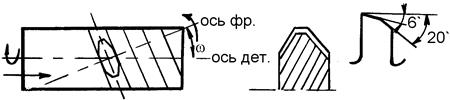
 . Длина режущей части фрезы делается больше длины нарезаемой резьбы на 2-3 нитки.
. Длина режущей части фрезы делается больше длины нарезаемой резьбы на 2-3 нитки.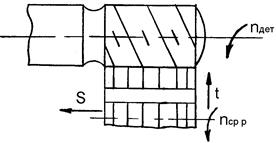
 .
. .
. .
. .
.