
|
|
Проектирование червячных фрез
В основе конструкции червячной фрезы лежит цилиндрический червяк, представляющий собой тело, ограниченное двумя концентричными цилиндрическими поверхностями и двумя винтовыми поверхностями определенного вида. Различают несколько типов цилиндрических червяков, получивших свое название по форме их поперечного сечения: 1) архимедов червяк, поперечное сечение – спираль Архимеда, в осевом – прямая линия. Архимедов червяк можно рассматривать как винт с трапецеидальной резьбой. Архимедова винтовая поверхность образуется винтовым движением прямой, пересекающей ось винтового движения под некоторым углом; 2) эвольвентный червяк образуется при винтовом движении образующей прямой, не пересекающей ось винтового движения и расположенной по отношению к ней под углом τ, равным углу подъема винтовой линии на направляющем цилиндре. В торцевом сечении эвольвентный червяк имеет эвольвенту. Эвольвентная винтовая поверхность развертывается на плоскость. Эвольвентный червяк можно рассматривать как косозубое колесо с большим углом наклона зубьев; 3) конволютный червяк образуется при винтовом движении прямой, не пересекающей ось винтового движения и расположенной по отношению к ней под углом β. В нормальном сечении по витку или впадине конволютный червяк имеет прямолинейный профиль, а в плоскости, нормальной оси, – удлиненную эвольвенту. Архимедов червяк нарезается резцом, режущие кромки которого располагаются в плоскости, совпадающей с осью винтового движения (рис. 4.59).
а) б) в) в) Рис. 27.14. Схемы нарезания архимедова (а), эвольвентного (б) и конволютного (в) червяка: 1 – образующая правой стороны профиля; 2 - образующая левой стороны профиля Угол профиля резца совпадает с углом в осевом сечении червяка. Показанная на рис. 4.59,а теоретическая установка резца возможна лишь при небольших углах подъема винтовой линии Эвольвентный червяк нарезается при установке инструмента по схеме, показанной на рис. 4.59,б. Если червяк правозаходный, то левая сторона боковой поверхности витков нарезается резцом, поднятым над осью червяка, а правая – опущенным ниже оси на величину K:
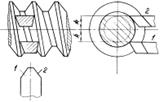
где S - шаг винтовой линии. На практике очень часто используют для нарезания эвольвентных червяков фасонные дисковые фрезы вместо обработки резцом. Конволютные червяки нарезаются по двум вариантам (рис. 4.59,в): резец устанавливается нормально витку или нормально впадине. Зубчатые колеса с эвольвентным профилем теоретически правильно могут зацепляться только с эвольвентным червяком, витками которого являются эвольвентные винтовые поверхности. Червяки других типов с зубьями эвольвентного колеса не сцепляются. Поэтому режущие кромки червячной фрезы должны лежать на поверхности эвольвентного червяка, размеры которого соответствуют размерам нарезаемого колеса. Червяк, на основе которого проектируются червячные фрезы, называется основным. Режущие кромки 3 (рис. 6.29) образуются пересечением поверхности 2 стружечных канавок с задними поверхностями зубьев фрезы 4. Для образования достаточных задних углов задние поверхности смещаются с поверхности основного червяка 1. Они являются также винтовыми поверхностями и имеют с одной стороны шаг и угол подъема больше, с другой – меньше, чем у основного червяка. Исходя из вышеизложенного, определение профиля зубьев фрезы должно выполняться в следующей последовательности: 1) находится уравнение поверхности основного червяка; 2) находится уравнение стружечной канавки, т.е. передней поверхности зубьев, которая при γ=0° является архимедовой винтовой поверхностью, а при γ¹0° - конволютной винтовой поверхностью; 3) режущая кромка определяется как линия пересечения поверхностей в пп.1 и 2. Для этого надо совместно решить их уравнения; 4) форма задней поверхности должна быть такой, чтобы при ее пересечении с поверхностью стружечной канавки режущие кромки находились на винтовой поверхности основного червяка.
Рис. 27.15. Схема образования зуба червячной фрезы: 1 – поверхность основного червяка, 2 – поверхность стружечной канавки, 3 – режущие кромки, 4 – задние поверхности Основные конструктивные элементы червячных фрез приведены на рисунке 4.69.
Рис. 27.16. Червячная фреза С увеличением диаметра фрезы уменьшается угол подъема витков фрезы, что благоприятно сказывается на увеличении точности, уменьшается высота гребешков вдоль зубьев колеса, увеличивается число зубьев, что улучшает условия резания и отвода стружки; возможность увеличения диаметра оправки обеспечивает повышение жесткости и стойкости фрезы. Однако с увеличением диаметра фрезы увеличивается расход материала для ее изготовления, а также увеличиваются угол контакта фрезы с заготовкой и время резания. Для прецизионных фрез Ориентировочно диаметр фрезы может быть определен исходя из желательной величины подъема витков τ, который для повышения точности зубообработки и уменьшения шероховатости поверхности должен быть по возможности меньше (желательно τ не более 3°). Развертка червячной фрезы по делительному диаметру показана на рисунке 4.70.
Рис. 27.17. Схема к определению диаметра фрезы: Из треугольника DCE вытекает:
Откуда
Для расчета фрезы выбирается условный средний расчетный диаметр (рис. 4.71).
Рис. 27.18. Расчетный средний диаметр фрезы: ОС – расчетное сечение По нему определяются углы наклона стружечной канавки, угол подъема витков фрезы. По мере переточек с уменьшением диаметра фрезы уменьшается и средний диаметр профиля зубьев, а следовательно, изменяются угол подъема витков фрезы τ и угол ω стружечной канавки. Для уменьшения отклонений физических размеров τ и ω от расчетных средний диаметр фрезы при ее проектировании берется в сечении, отстоящем от передней поверхности на
где К – величина затылования; h'u - высота головки профиля зуба фрезы. Для сборных и составных фрез с Обычно
где H- высота зуба, g - толщина тела фрезы в опасном сечении, g=(0,25...0,3) d; Число заходов фрезы ( Размеры профиля зубьев червячных фрез принимаются по размерам профиля инструментальной рейки и зависят от назначения фрезы. У чистовых (однозаходных) фрез профиль не модифицирован (рис. 4.72,а); многозаходные фрезы имеют модификацию различных вариантов (рис. 4.72,б) – утолщение в виде фланков на ноже зуба или утолщение головки зуба в виде «усиков» (рис. 4.72,в).
а) б) в) Рис. 27.19. Размеры профиля зубьев червячной фрезы в нормальном сечении: а – профиль не модифицирован, б,в – модифицированные профили Толщина зуба в нормальном сечении по начальной прямой
где Для черновых фрез
где Высотные размеры зубьев фрезы определятся по зависимости
где Для некорригированных колес Геометрические параметры зубьев червячных фрез характеризуются значениями передних углов на вершине зуба ra₀, задними углами на наружном диаметре αa₀ и боковых режущих кромках αa₀б. У чистовых фрез ra₀=0°, а αa₀ =9...12°. Нулевые значения передних углов обеспечивают необходимую точность профиля нарезаемого колеса, упрощают расчет фрез, их контроль и технологию изготовления. Однако для повышения стойкости черновых фрез при нарезании колес из конструкционных и легированных сталей ra₀ следует выбирать в пределах 8...25°. Задний угол на вершинах и боковых сторонах зубьев обеспечивается радиальным затылованием по спирали Архимеда, при этом падение затылка зуба K (рис. 4.71) при выбранном αa₀ можно найти по зависимости:
Боковые задние углы αa₀б в нормальном сечении у червячных фрез во избежание усиленного износа боковых кромок не должны быть меньше 2°. Стружечные канавки у червячных фрез обычно выполняются винтовыми, т.е. нарезаются нормально витку основного червяка по среднему расчетному диаметру, т.е. ω=τ, при этом на обеих сторонах зубьев в передней поверхности передние углы одинаковы. Иногда червячные фрезы изготавливают с прямыми канавками, параллельными оси (ω=0), что упрощает заточку инструмента. Однако у таких фрез в процессе резания передние углы на боковых сторонах получаются неодинаковыми: с одной стороны – положительный, с другой – отрицательный, но по абсолютной величине равными углу подъема витка основного червяка. Если углы подъема витка τ=3..5°, то фрезы с ω=0 не показывают снижения стойкости по сравнению с фрезами, у которых нарезаны винтовые стружечные канавки, т.е. τ=ω.
  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право...  ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|


 . В остальных случаях чистовая обработка каждой стороны витка архимедова червяка производится отдельным резцом.
. В остальных случаях чистовая обработка каждой стороны витка архимедова червяка производится отдельным резцом. . (4.74)
. (4.74)

 следует принять большим, а для фрез общего назначения – меньшим.
следует принять большим, а для фрез общего назначения – меньшим.
 - делительный диаметр;
- делительный диаметр;  - осевой шаг;
- осевой шаг;  - нормальный шаг
- нормальный шаг .
. . (4.120)
. (4.120)
 .
. (4.121)
(4.121) мм диаметр выбирается в зависимости от числа зубьев, способа их крепления и конструкции. Согласно ГОСТ 9324-80Е для фрез с
мм диаметр выбирается в зависимости от числа зубьев, способа их крепления и конструкции. Согласно ГОСТ 9324-80Е для фрез с  мм значения
мм значения  мм,
мм,  мм,
мм,  мм и
мм и  .
.
 - размер шпоночной канавки.
- размер шпоночной канавки. ) выбирают, исходя из точности обработки. Однозаходные фрезы (
) выбирают, исходя из точности обработки. Однозаходные фрезы ( ) дают наибольшую точность обработки колес и просты в изготовлении и эксплуатации. Многозаходные фрезы (
) дают наибольшую точность обработки колес и просты в изготовлении и эксплуатации. Многозаходные фрезы ( ) обеспечивают высокую производительность зубофрезерования, но точность обработки ниже из-за увеличения углов подъема винтовой линии основного червяка; у этих фрез длина в 1,25...1,5 раза больше длины стандартных для обеспечения возможности их работы с передвижкой.
) обеспечивают высокую производительность зубофрезерования, но точность обработки ниже из-за увеличения углов подъема винтовой линии основного червяка; у этих фрез длина в 1,25...1,5 раза больше длины стандартных для обеспечения возможности их работы с передвижкой.


 для прецизионных и чистовых фрез
для прецизионных и чистовых фрез (4.122)
(4.122) ,
,  - толщина зуба колеса по делительной окружности с учетом бокового зазора в зубчатой передаче.
- толщина зуба колеса по делительной окружности с учетом бокового зазора в зубчатой передаче. (4.123)
(4.123) - припуск на последующую обработку, зависит от модуля и вида обработки и колеблется для
- припуск на последующую обработку, зависит от модуля и вида обработки и колеблется для  мм в пределах 0,25...0,6 мм (шлифование) и 0,1...0,18 мм (шевингование).
мм в пределах 0,25...0,6 мм (шлифование) и 0,1...0,18 мм (шевингование). (4.124)
(4.124) и
и  - коэффициенты высоты головки и ножки зуба соответственно.
- коэффициенты высоты головки и ножки зуба соответственно. . Радиусы переходных кривых у головки Sa₀ и у ножки зуба Sf₀ соответственно равны 0,38 и 0,3мм.
. Радиусы переходных кривых у головки Sa₀ и у ножки зуба Sf₀ соответственно равны 0,38 и 0,3мм. (4.125)
(4.125)