|
|
Средства измерения шероховатости поверхности
Для определения остаточных напряжении пользуются методом академика М. М. Давиденкова, основанным на расчете остаточных напряжений по деформации образца после удаления с него напряженного слоя. В последнее время используется бесконтактный метод определения остаточных напряжений посредством голографической интерферометрии. 3.1.3.5. Технологические методы, повышающие качества поверхностного слоя деталей машин В получении поверхностного слоя высокого качества важную роль играют финишные операции. На состояние поверхностного слоя детали влияют не только режимы финишных операций, но и предшествующие им операции обработки, в том числе и технология получения исходных заготовок. Для получения износостойкого поверхностного слоя применяют ряд технологических приемов. К ним относятся: термическое упрочнение поверхностного слоя путем закалки стальных деталей; химико-термическая обработка (цементация с последующей закалкой и отпуском, азотирование и др.); нанесение на рабочие поверхности покрытий гальваническим или химическим способом, наплавкой износостойких сплавов, металлизацией напылением и другими способами, упрочнение деталей поверхностным пластическим деформированием. Поверхностное пластическое деформирование достигается упрочнением деталей дробью, обкаткой наружных поверхностей, раскаткой и дорнированием отверстий. Перечисленные способы упрочнения стальных деталей позволяют повысить их усталостную прочность, износостойкость, а при обкатке, раскатке отверстий и дорнировании повысить точность размеров и снизить шероховатость поверхности.
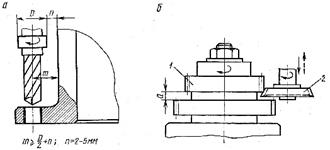
Р и с. 3.30 Центробежно-шариковый Р и с. 3.31. Обкатка роликами. наклеп. При упрочнении деталей дробью применяют стальную дробь диаметром от 0,4 до 2 мм, которую направляют с помощью дробемета на обрабатываемую поверхность со скоростью 50—90 м/с, создавая наклеп на глубину до 1 мм. Наиболее распространены механические дробеметы, в которых дробь разбрасывается лопатками ротора, вращающегося с частотой до 3500 об/мин, и пневматические (дробеструйный наклеп). Стал также применяться центробежно-шариковый наклеп, выполняемый с помощью установки (рис.3.30) рабочим органом которой является сепаратор 3, в котором свободно размещены шарики 2. При вращении сепаратора шарики под действием центробежной силы выдвигаются на размер h, ударяя о поверхность детали 1. В зависимости от физико-механических свойств деталей твердость поверхностного слоя в результате упрочнения дробью повышается на 20-50 %, а глубина наклепа достигает 0,5-1,5 мм. В зоне наклепа образуются сжимающие напряжения до 500- 800 МПа, а под слоем - растягивающие. Процесс упрочнения длится не более 10 мин. Повышение времени обработки приводит к появлению микротрещин в результате перенаклепа. При упрочнении пружин их срок службы повышается в 1,5-2 раза, зубчатых колес - в 2-2,5, рессор - в 10-2, щек камнедробилок - в 3- 4 раза. Упрочнение наружных поверхностей путем их обкатки свободно вращающимися роликами (рис.3.31.) осуществляют путем прижима роликов к обрабатываемой поверхности с силой Р = 1,5-4 кН. Припуск на обкатывание составляет 0,01—0,02 мм. В результате обкатывания стальных деталей шероховатость поверхности может быть изменена с Rа = 2,5 мкм до Rа = 0,32 мкм, а точность размера повышена на 10-15 %.
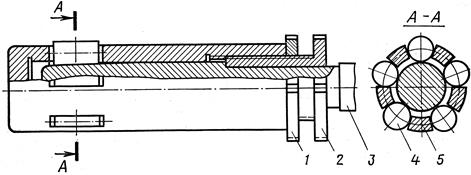
Р и с. 3. 32. Раскатник роликовый
Перед обкатыванием поверхность обрабатывают чистовой обточкой тел вращения или чистовым фрезерованием плоскостей. После обкатки твердость поверхности повышается на 15-25 %. Применяя накатывание галтелей коленчатых валов, повышают их усталостную прочность на 50-100 %. Упрочнять галтели коленчатых валов можно также вибрирующим роликом или механической чеканкой, причем для чеканки коленчатых валов приспособление монтируют на суппорте токарного станка, а вал закрепляют в центрах станка. В результате чеканки возникают напряжения сжатия до 1000 МПа, а твердость поверхности повышается на 30-50 %. Для раскатывания отверстий применяют раскатники, называемые также вальцовками. На рис. 3.32показан роликовый раскатник: 1 — контргайка; 2 — резьбовая втулка, регулирующая положение роликов; 3 — оправка с конусным хвостовиком; 4 — ролики; 5 — корпус. Отверстия раскатывают, в частности, при изготовлении гидроцилиндров, корпусных деталей, шатунов.
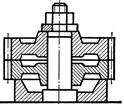
Р и с. 3.33. Дорн Дорнование- это процесс продавливания дорна или стальных шариков через отверстие. При этом точность отверстия повышается на один квалитет, а шероховатость поверхности изменяется с Rа = 2,5 мкм до Rа = 0,63 - 0,16 мкм при одновременном повышении износостойкости детали. На рис. 3.3 показана рабочая часть дорна: α — заборный угол; α1 — переходный угол; α2 — задний угол; f —цилиндрическая часть. Переходный угол α1= 1 - 1,5° предназначен для уменьшения усилия на дорне. В процессе ремонта двигателей дорнование часто применяют при обработке отверстий втулок верхней головки шатуна. Упрочняющая технология дает эффект не только при изготовлении деталей, но и после выполнения ремонтных операций, например после наплавки изношенных поверхностей, так как операции наплавки снижают усталостную прочность деталей. 3.1.4. Технологичность и ремонтопригодность конструкций 3.1.4.1. Основные понятия и определения Конструкцию изделия называют технологичной, если в принятых конструктивных решениях учтены возможности обеспечения оптимальных затрат труда и средств на его проектирование, изготовление, техническое обслуживание и ремонт при заданном качестве и принятых условиях изготовления, технического обслуживания и ремонта. К условиям изготовления или ремонта изделия относятся объём и повторяемость выпуска (производство единичное, серийное или массовое), вопросы специализации и организации производства, применяемые технологические процессы и квалификация персонала. К условиям технического обслуживания относятся оснащенность базы и квалификация обслуживающего персонала. Одно и то же изделие в зависимости от объема его выпуска имеет разную технологичность. Специфическим требованием к конструкциям, изготовляемым в условиях единичного и мелкосерийного производства, является удобство их изготовления универсальными технологическими средствами: с помощью универсального оборудования, универсальных приспособлений и стандартного инструмента. В условиях крупносерийного и массового производства конструкция должна быть ориентирована на изготовление изделий высокомеханизированными технологическими процессами. Следовательно, эта же конструкция может проявить себя нетехнологичной при изготовлении мелкими сериями или в условиях единичного производства. Отработка конструкции изделия на технологичность должна обеспечить решение следующих основных задач: снижение трудоемкости и себестоимости изготовления изделия; снижение трудоемкости и стоимости эксплуатации изделия, его профилактического технического обслуживания и ремонта. Снижение трудоемкости и себестоимости изготовления изделия достигается повышением его серийности посредством стандартизации, унификации и группирования изделий и их элементов по конструктивным признакам, что способствует применению поточных методов работы; ограничением номенклатуры конструкций и применяемых материалов, что упрощает изготовление изделия; преемственностью освоенных в производстве конструктивных решений, соответствующих современным требованиям; применением производительных типовых технологических процессов и средств технологического оснащения (приспособлений, режущего и измерительного инструмента). Снижение трудоемкости и стоимости работ при эксплуатации достигается рациональным выполнением конструкции, обеспечивающим удобство технического обслуживания и ремонта, повышение надежности и ремонтопригодности конструкции. При оценке технологичности конструкции данного изделия по сравнению с другим, являющимся базовым (эталоном), используют ряд количественных показателей. К основным количественным показателям относятся: трудоемкость изготовления изделия; уровень технологичности конструкции по трудоемкости изготовления; себестоимость изделия; уровень технологичности конструкции по себестоимости. Кроме основных показателей, используют ряд дополнительных: расход материала (масса изделия, его материалоемкость и др.); степень унификации изделия, которая характеризуется коэффициентами конструктивной преемственности, повторяемости и стандартизации. Коэффициент конструктивной преемственности представляет собой отношение числа деталей, заимствованных из конструкций ранее освоенных заводом изделий, к общему числу всех деталей в изделии. Коэффициент конструктивной повторяемости служит для оценки повторяемости деталей в пределах одной модели либо в пределах всего параметрического ряда изделий. Коэффициент стандартизации характеризует применение в данной конструкции стандартных деталей, а также отдельных конструктивных элементов, например диаметров валов и отверстий, размеров резьб и др. К дополнительным показателям относятся также степень унификации технологических процессов, т. е. возможность максимального использования типовых технологических процессов и показатели обработки (коэффициент точности обработки, коэффициент шероховатости поверхности) и др. Полная номенклатура показателей технологичности изделий приведена в ГОСТ 14.202—73. Отработка конструкции изделия на технологичность производится при проектировании конструкции, составлении рабочей документации для изготовления опытного образца и окончательной отработке изделия и технологического процесса в период изготовления и испытания головной (контрольной) серии. 3.1.4.2. Технологические требования к конструкции сборочных единиц При проектировании конструкций сборочных единиц необходимо учитывать определенные требования их изготовления, эксплуатации и ремонта наиболее производительными и экономичными способами с заданных условиях производства. Основные требования к технологичности изделия: ● изделие должно состоять из сборочных единиц, собираемых обособленно, т. е. независимо от сборки других сборочных единиц. Это позволяет выполнять сборочные операции составных частей изделия параллельно, что обеспечивает сокращение длительности производственного цикла; ● должна быть предусмотрена возможность испытания и обкатки сборочных единиц (если это требуется) до соединения их с другими элементами машины; соблюдение этого условия исключает появление дефектов на общей сборке; ● изделие должно включать максимальное число стандартизованных и нормализованных сборочных единиц. Это обусловливает увеличение серийности их выпуска и, как следствие, снижение трудоемкости изготовления, снижение себестоимости;
Р и с. 3.34 Технологичность конструкций сборочных единиц. ● изделие должно иметь, по возможности, минимальное число многозвенных размерных цепей (наличие их затрудняет получение необходимой точности замыкающего звена). Если сократить число звеньев размерной цепи невозможно, необходимо предусмотреть в конструкции изделия компенсатор; ● в конструкции сборочной единицы следует предусмотреть возможность совмещения технологических и измерительных баз, что обеспечит более высокую точность сборки; ● при разработке конструкции изделия должна быть предусмотрена возможность механизации и автоматизации сборочных и разборочных работ, т. е. обеспечен удобный подвод механизированного инструмента к местам соединения деталей и учтена возможность использования подъемно-транспортных средств при сборочных (разборочных) работах; ● изделие должно быть сконструировано так, чтобы при сборке были минимум пригоночных работ и ограниченное число операций совместной механической обработки собираемых деталей; ● конструкция изделия должна допускать быструю смену изношенных деталей. На рис.3.34 представлены примеры конструктивного оформления некоторых соединений. Фаски облегчают процесс сборки деталей (см.рис.3.34, а); направляющий поясок с подвижной (H8/е8) посадкой облегчает запрессовку вала (см.рис.3.34, б); наличие в детали отверстия d для выколотки облегчает выпрессовку детали (см. рис.3.34, в), резьбовые отверстия для отжимных винтов позволяют исключить применение специального съемника для разборки соединения (см. рис. 3.34, г); коническая опорная поверхность у гаек и винтов обеспечивает стопорение резьбового соединения (см. pиc.3.34, д) при сборке соединений по двум поверхностям: 1 и 2 (см. рис. 3.34, е) их делают разных размеров, что позволяет избежать образования на поверхности 2 задиров (кроме того, размер l1 делают больше l2, что обеспечивает лучшее направление пальца при сборке); достаточное расстояние а от оси резьбового отверстия до стенки корпуса позволяет использовать более производительный торцовый ключ (см. рис. 3.34, ж). З.1.4.3. Технологические требования к конструкции деталей машин Конструкция детали на технологичность должна отрабатываться с учетом технологичности исходной заготовки, применяемых технологических методов обработки и с учетом технологичности сборочной единицы, в которую эта деталь входит как составная часть. 1. Общие технологические требования. В конструкции деталей следует шире использовать унифицированные элементы, способствующие применению прогрессивных технологических процессов и стандартного или нормализованного режущего инструмента и приспособлений. Детали следует изготовлять из стандартных или унифицированных заготовок, что позволит повысить производительность заготовительных операций.
Р и с. 3.35. Технологичность конструкций деталей машин
Геометрическая форма и размеры детали должны обеспечивать необходимую ее жесткость, чтобы при механической обработке получать минимальные деформации от силы резания и силы зажима. На деталях должны быть удобные базы, гарантирующие надежную установку заготовки при ее обработке; в случае необходимости следует предусмотреть базы в виде бобышек, приливов и т. п. Конструктивные формы детали должны быть такими, чтобы удобно было подводить ржущий инструмент к обрабатываемой поверхности (рис.3.35, а) и свободно выводить его, как это предусмотрено, например, наличием проточки а (рис.3.35, б) при обработке зубьев венца 1 долбяком 2. При конструировании детали следует иметь в виду возможность одновременной установки для обработки нескольких заготовок (рис. 3.35, в). Поверхности детали должны иметь оптимальные, экономически и конструктивно обоснованные точность и шероховатость. Завышенные требования к точности и шероховатости повышают себестоимость детали. Конструкция детали должна быть удобна для технического контроля при ее изготовлении.   Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|