|
|
Износ резцов при чистовом точении
При обработке заготовок методом пробных ходов размерный износ влияет только на погрешность формы обрабатываемой поверхности. При обработке заготовок на настроенных станках наблюдается изменение получаемого размера после обработки каждой заготовки. Для уменьшения влияния размерного износа на точность обработки применяется систематическая подналадка станка. Наиболее эффективен автоматический подналадчик, работа которого изображена на рис.3.24, б. По оси абсцисс отложен путь резания, а по оси ординат—получаемый размер. При наружном точении, например, в результате износа резца, размер будет увеличиваться: пунктиром показано возрастание диаметрального размера без применения подналадчика. С помощью автоматической подналадки можно регламентировать получаемый размер значением d пр и тем самым уменьшить влияние размерного износа. Работа подналадчика характеризуется систематическим изменением получаемого размера в виде вертикальных участков С ломаной линии. 4. Геометрические погрешности станка и режущего инструмента. Точность изготовления станка влияет на точность обрабатываемой детали. Показатели точности станков регламентированы ГОСТ и выявляются при их ненагруженном состоянии. Согласно ГОСТ, например, радиальное биение центрирующих поясков шпинделей токарных и фрезерных станков допускается до 0,01—0,015 мм, биение конического отверстия в шпинделях при проверке на оправке длиной 300 мм—0,015 - 0,02 мм. прямолинейность и параллельность направляющих токарных, продольно-строгальных и других станков на длине 1000 мм - 0,02 мм, параллельность осей шпинделей токарных станков направляющим станины на длине 300 ммв горизонтальной плоскости 0,01 - 0,015 мм, а в вертикальной плоскости - 0,02 мм и т.д. Из-за неточности станка появляются отклонения размеров, форм и пространственного положения обработанных поверхностей от заданных. Так, например, при обточке консольно закрепленной заготовки в результате непараллельности оси шпинделя направляющим станины в горизонтальной плоскости получается конусность
Δф. прод = C l / L,
где Δф. прод — отклонение формы обработанной, поверхности в продольном сечении, мм; С— допускаемое отклонение от параллельности оси шпинделя направляющим станины в горизонтальной плоскости на длине L, мм; 1 — длина обрабатываемой поверхности, мм. Продольная погрешность формы обточенной поверхности появляется в результате непрямолинейности направляющей станины в горизонтальной плоскости. Радиальное биение шпинделя приводит к образованию некруглости поверхности. При работе станка под нагрузкой показатели точности обработки изменяются, так как кроме геометрических неточностей станка появляются смещения узлов станка от действия силы резания. Станкостроительная промышленность кроме станков нормальной точности выпускает также станки для особо точных работ, называемые прецизионными. Эти станки имеют степень точности изготовления, превышающую в 2 -3 раза точность обычных станков. При точностных расчетах влияние неточностей станка на погрешность обработки можно определить, используя нормы точности станков. Однако более достоверные данные получают на основе проведения экспериментов путем обработки опытных образцов на чистовых режимах. На погрешность обработки оказывает влияние также неточность мерного и фасонного режущего инструмента (сверл, зенкеров, разверток, шлицевых протяжек, метчиков и др.). В каждом конкретном случае эти погрешности являются систематическими постоянными. 5. Тепловые деформации технологической системы. В процессе резания происходит нагрев технологической системы. Тепловым деформациям подвергаются режущий инструмент, заготовка, приспособление, станок. На рис.3.25 показана зависимость удлинения резца от времени его работы. В начальный период резания удлинение происходит более интенсивно, затем замедляется и после 10 - 15 мин работы практически прекращается, что объясняется наступлением теплового равновесия. Удлинение резца может достигать 30 - 50 мкм, т. е. выходить за пределы отклонений, соответствующих 6-му квалитету. Значительные деформации от действия теплового фактора возможны у обрабатываемых заготовок, особенно при изготовлении тонкостенных деталей. Например, после сверления отверстия диаметром 20 мм в чугунной втулке наблюдается после охлаждения детали уменьшение диаметра обработанного отверстия примерно на 0,02 мм, что сопоставимо с отклонениями по 7-му квалитету точности. Следовательно, если после сверления сразу (без предварительного охлаждения обрабатываемой заготовки) выполнить развертывание отверстия, то после остывания размер будет меньше требуемого.
Р и с. 3.25.Тепловая деформация резца.
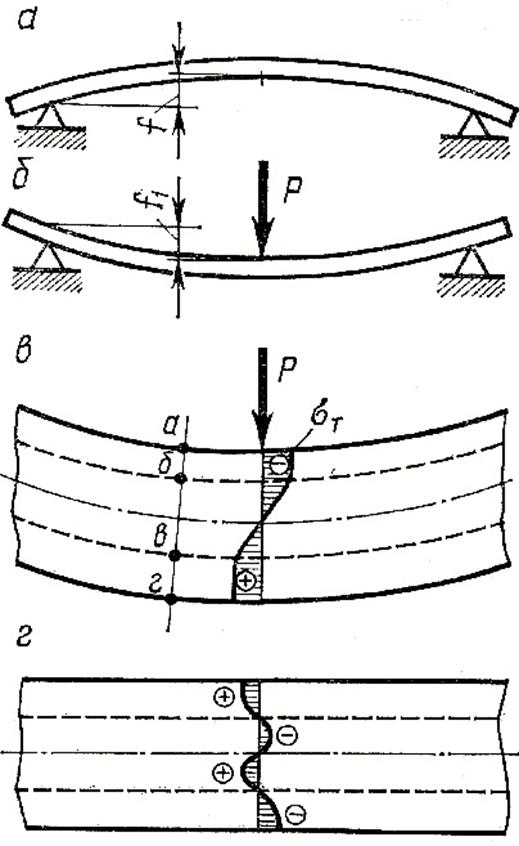
Для уменьшения погрешности в связи с температурными деформациями заготовок и инструмента целесообразно при обработке применять обильное охлаждение. При работе на металлорежущих станках часть теплоты трения распределяется в узлах станка, вызывая их деформацию. Например, в результате неравномерного нагрева шпиндельной бабки наблюдается смещение шпинделя станка в горизонтальной и вертикальной плоскостях на 10 - 20 мкм. В результате разности температур между корпусом и шпинделем наблюдается осевое удлинение шпинделя, доходящее до 0,1 мм. При работе на настроенном станке деформации шпиндельного узла могут вызвать ощутимые погрешности обработки, если не предусмотреть периодическую подналадку станка в первые 2—3 ч его работы, пока не наступит тепловое равновесие. 6. Остаточные напряжения в материале заготовок. Остаточные напряжения возникают при различных технологических методах обработки заготовок: горячей обработке металлов (отливке, ковке, прокатке, термической обработке) в результате неравномерного охлаждения заготовки и.структурных. превращений в материале; холодной обработке металлов методом пластического деформирования (правке, обкатке поверхностей роликами, дробеструйной обработке и др.) в результате появления напряжений от наклепа; обработке металлов резанием в результате снятия неравномерного припуска; сварочных работах в результате неравномерного нагрева и остывания металлов в процессе сварки и т. д. В качестве примера на рис.3.26 показана схема распределения напряжений при холодной правке металла. До правки заготовка имела изогнутость f (см. pиc. 3.26, а). Прикладывая силу Р (см. pиc. 3.26, б), заготовку деформируют в противоположном направлении на размер f1, несколько больший f, так как заготовка после снятия нагрузки частично восстанавливает имевшуюся искривленность. В процессе правки наружные слои заготовки а - б и в - г (см. рис.3.26, в) пластически деформируются, достигая предела текучести σт, в то время как в средней части металла (участок б - в) возникает зона упругих деформаций. Заготовка и эпюра остаточных напряжений после снятия силы Р приведены на рис.З.26, г; действие остаточных напряжений уравновешено. Если заготовку повторно обработать резанием, то снова будет наблюдаться образование остаточных напряжений, но в меньшей степени.
Р и с. 3.26. Схема распределения остаточных напряжений На погрешность обработки остаточные напряжения особенно ощутимо влияют при изготовлении крупных деталей (рам, станин), а также при изготовлении тонкостенных и нежестких деталей. Для уменьшения влияния остаточных напряжений применяют различные технологические методы. Так, например, для снятия остаточных напряжений в крупных отливках используют естественное старение, заключающееся в вылеживании заготовок в течение 1 года и больше на воздухе; в мелких и средних отливках остаточные напряжения снимают путем термической обработки: медленный нагрев в печи до 500 - 600 °С с последующей выдержкой при этой температуре в течение 1 - 6 ч и медленным охлаждением в печи. Для снятия остаточных напряжений в поковках применяют отжиг заготовок. Для уменьшения деформаций при термической обработке деталей осуществляют не сплошную их закалку, а поверхностную токами высокой частоты. Чтобы уменьшить влияние остаточных напряжений в сварных изделиях, следует в первую очередь обратить внимание на способ сложения сварочных швов и режим сварки, а также на правильный подбор свариваемых материалов. При механической обработке заготовок путем снятия неравномерных припусков, например при черновой обточке ступенчатого вала, уменьшение влияния остаточных напряжении достигается промежуточной термической обработкой стальных деталей перед чистовой обработкой (нормализация, термическое улучшение). 3.1.2.6.Определение суммарной погрешности механической обработки Суммарная погрешность при обработке на настроенном станке. В этом случае погрешность обработки может быть представлена в виде следующей функциональной зависимости от первичных погрешностей:
∆Σ = f (∆ E, ∆н, ∆у, ∆и, ∆т, Σ∆ф),
где ∆E - погрешность установки заготовок в приспособлении; ∆н - погрешность настройки станка; ∆у - погрешность из-за отжатий элементов системы под действием силы резания; ∆и - погрешность, вызываемая размерным износом режущего инструмента; ∆т - погрешность из-за температурных деформаций элементов технологической системы; Σ∆ф - сумма погрешностей формы обрабатываемой поверхности, вызываемых геометрическими неточностями станка, неравномерным по длине обработки упругим отжатием технологической системы под действием силы резания и деформацией заготовки под действием силы закрепления. При суммировании первичных погрешностей следует учитывать возможную их взаимную компенсацию. 3.1.2.7. Пути повышения точности механической обработки Для выявления возможности повышения точности обработки следует проанализировать спроектированный технологический процесс с целью оценки значений первичных погрешностей и их влияния на суммарную погрешность обработки. Удельные значения слагаемых суммарной погрешности зависят от принятого метода обработки. Так, например, при предварительной обработке доминирующим фактором являются отжатия элементов технологической системы под действием силы резания, достигающие 30 % допуска на получаемый размер. Геометрические неточности станков составляют 10 - 30 % общей погрешности обработки. Погрешность настройки при предварительной обработке составляет 20 - 30 %, а при чистовой обработке - 30 - 40 % общей погрешности. Погрешность, связанная с размерным износом инструмента, при предварительной и чистовой обработке изменяется в пределах 10 - 20 %. Погрешности, обусловленные температурными деформациями технологической системы, составляют 10 - 15 % от общей погрешности обработки. При обработке тонкостенных и недостаточно жестких деталей погрешности в результате действия остаточных напряжений достигают 40 %. Погрешность установки при нерациональной схеме базирования может быть в пределах 20 - 30 % от общей погрешности обработки. После выявления для конкретного процесса первичных погрешностей и их суммирования определяют пути устранения или уменьшения первичных погрешностей и намечают мероприятия по повышению точности. Эти мероприятия должны быть экономически обоснованы. Одним из путей повышения точности механической обработки является применение систем автоматического управления (САУ) станками, именуемых также системами адаптивного управления. Установлено, что на точность обработки на настроенном станке значительное влияние оказывает колебание силы резания. Непостоянство силы резания в пределах обработки партии заготовок связано с колебаниями твердости заготовок, размера снимаемого припуска и с износом режущего инструмента. Колебание силы резания порождает изменение значений упругих смещений элементов технологической системы. На отжатие элементов технологической системы существенное влияние оказывает составляющая силы резания, направленная перпендикулярно к обрабатываемой поверхности. При точении этой составляющей является радиальная сила Ру. Кафедрой технологии машиностроения Московского станкоинструментального института разработана система адаптивного управления станками, позволяющая стабилизировать силу резания путем автоматического изменения скорости подачи. На рис 3.27 показана принципиальная схема адаптивной системы для токарного станка: в резцедержатель встроен датчик 1, регистрирующий изменения радиальной силы Ру. Электрические сигналы датчика поступают в электронный блок3, где суммируются с сигналом, соответствующим заданной силе резания. На основе этого вырабатывается управляющий сигнал, который после усиления управляет реверсивным двигателем продольной подачи 2, изменяя частоту вращения ротора двигателя, а следовательно, и скорость подачи продольного суппорта. При возрастании силы Ру подача автоматически уменьшается, а при уменьшении силы — увеличивается. Исследования эффективности адаптивного управления станками выявили возможность повышения точности обработки примерно в 2 раза, а при заданной точности — возможность повышения производительности путем увеличения подачи при резании или путем сокращения числа рабочих ходов. 3.1.3 Качество поверхности деталей машин и заготовок 3.1.3.1. Основные понятия и определения Качество поверхности характеризуется шероховатостью, волнистостью и физико-механическими свойствами поверхностного слоя. Шероховатостью поверхности (микрогеометрией) называют совокупность неровностей с относительно малыми шагами на базовой длине, образующих рельеф поверхности детали.
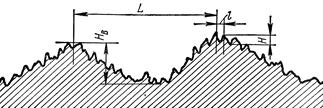
Р и с. 3.27. Схема шероховатости и волнистости поверхности Волнистостью поверхности называют совокупность периодически чередующихся неровностей с относительно большим шагом, превышающим базовую длину, принимаемую при измерении шероховатости. На рис.3.27 приведено схематическое изображение шероховатости и волнистости поверхности. Разграничением понятий шероховатости и волнистости является отношение шага к высоте неровностей: для шероховатости l / H<50; для волнистости L / Hв – от 50 до 1000. Диапазон колебаний параметров: l — от 0,01 до 25 мм, Rz — от 0,25 до 1600 мкм, Ra — от 0,008 до 100 мкм. В отдельных случаях шероховатость регламентируют направлением неровностей. Направление неровностей влияет на совместный контакт сопряженных поверхностей. Например, для поверхностей скольжения совпадение направления штрихов обработки с направлением скольжения уменьшает износ. Шероховатость поверхности чаще всего оценивают параметром Rz или Rа. В процессе обработки резанием наблюдаются пластические деформации и нагревание поверхностного слоя, которые изменяют состояние металла в этом слое по сравнению с основным металлом. Физико-механические свойства поверхностного слоя характеризуются его структурой, твердостью, значением и знаком остаточных напряжений. При химико-термической обработке происходит изменение химического состава поверхностного слоя заготовки.
3.1.3.2. Влияние качества поверхности на эксплуатационные свойства деталей Шероховатость обработанной поверхности, наклеп и остаточные напряжения в поверхностном слое детали значительно влияют на ее эксплуатационные свойства: износостойкость, коррозионную стойкость, усталостную прочность, стабильность посадок, герметичность соединений. Шероховатость поверхности уменьшает площадь фактического касания двух сопрягаемых поверхностей, поэтому в начальный период работы соединения возникают значительные удельные давления, которые ухудшают условия смазки и, как следствие, вызывают более интенсивное изнашивание поверхностей. Микронеровности поверхности являются местом концентрации напряжений, поэтому более шероховатые поверхности имеют меньшую усталостную прочность в условиях циклической нагрузки. Особенно сильно шероховатость поверхности влияет на предел выносливости детали в местах концентрации напряжений. Коэффициент концентрации напряжений для поверхностей, обработанных резанием, составляет 1,5—2,5. Установлено, что прочность стальных деталей, обработанных резанием, по сравнению с полированными деталями в условиях знакопеременной нагрузки составляет 40—50 %.
Р и с. 3.28. Влияние Rz на износ детали Грубо обработанные поверхности более подвержены коррозии, особенно в атмосферных условиях, так как коррозия наиболее интенсивно протекает на дне микронеровностей и мелких надрезов. Влияние шероховатости Рz на скорость у изнашивания детали показано на рис. 3.28. Из рисунка видно, что снижать шероховатость поверхности в каждом конкретном случае следует до определенного предела. Слишком большое снижение шероховатости приводит к ухудшению условий смазки, так как на очень чистых поверхностях плохо удерживается смазочный слой. Поэтому поверхность, покрытая пористым хромом, лучше удерживает смазку, чем поверхность с гладким хромовым покрытием. От шероховатости поверхности зависит и стабильность неподвижных посадок. При запрессовке детали наблюдается сглаживание микронеровностей, приводящее к уменьшению фактического натяга. В связи с этим уменьшение прочности соединения деталей обнаруживается при более шероховатых поверхностях. Шероховатость и волнистость поверхности сильно влияют на контактную жесткость стыков сопрягаемых деталей. Уменьшая шероховатость и волнистость путем тонкого шлифования, шабрения или тонкой притирки, удается повысить несущую поверхность детали до 80 - 90 % и тем самым повысить контактную жесткость. Состояние поверхностного слоя детали отражается на ее эксплуатационных свойствах. Установлено, что создание в поверхностном слое наклепа и остаточных напряжений сжатия в большинстве случаев повышает усталостную прочность и износостойкость, но одновременно в 1,5 - 2 раза уменьшает коррозионную стойкость деталей. Последнее обстоятельство объясняется тем, что первичная защитная пленка на сильно деформированном металле легче разрушается под влиянием внутренних напряжений, что ускоряет процесс коррозии. В зависимости от характера наклепа и шероховатости поверхности детали предел усталости у наклепанных образцов благодаря действию сжимающих напряжений повышается на 30 - 80 %, а износостойкость металла - в 2 - 3 раза. Под действием растягивающих напряжении предел усталости для сталей повышенной твердости снижается на 30 % и одновременно уменьшается износостойкость детали. На снижение качества поверхностного слоя значительное влияние оказывает его структурная неоднородность. Обезуглероженный поверхностный слой, образовавшийся в процессе ковки или штамповки заготовки, снижает предел выносливости детали. При изготовлении ответственных деталей этот слой следует удалить. 3.1.3.3. Факторы, влияющие на качество поверхности
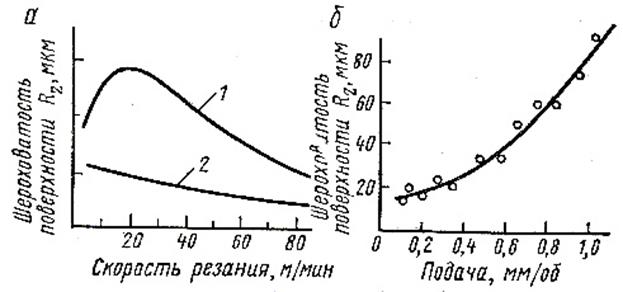
Шероховатость поверхности зависит от метода и режима обработки, качества применяемого режущего инструмента, жесткости технологической системы, физико-механических свойств обрабатываемого материала, вида применяемой смазывающе-охлаждающей жидкости, вибраций технологической системы и др. Каждому методу обработки (точение, шлифование и др.) соответствует свой диапазон получаемой шероховатости поверхности. В табл. 3.3. приведена шероховатость поверхности при различных методах обработки стали и серого чугуна и сопоставлены параметры шероховатости с параметрами средней экономической точности. Из сопоставления этих параметров можно увидеть их взаимосвязь: чем выше точность получаемого размера, тем меньше шероховатость поверхности. При обработке заготовок лезвийным инструментом шероховатость поверхности в значительной мере зависит от скорости резания и подачи. На рис.3.29, а показано влияние скорости резания на шероховатость поверхности при точении стали (кривая 1) и чугуна (кривая 2). После обтачивания стальной заготовки со скоростью резания около 20 м/мин (кривая 1) наблюдается наибольшая шероховатость, что связано с явлением активного образования нароста на режущей части резца. При скорости резания свыше 80 м/мин образование нароста практически прекращается. Кроме того, при высоких скоростях резания значительно уменьшается глубина пластически деформированного слоя, что также снижает шероховатость поверхности. На рис.3.29, б показана зависимость шероховатости поверхности от подачи при точении заготовки из стали 45 резцом с радиусом закругления вершины 2,5 мм. Из рисунка видно, что изменение малых подач (до 0,2 мм/об) незначительно влияет на изменение шероховатости поверхности. Но при переходе в область подач свыше 0,2 мм/об микронеровности обработанной поверхности возрастают более интенсивно.
Таблица 3.3
* Обдирочное шлифование применяют в качестве предварительной обработки поверхностей отливок и поковок, не выдерживая допуска на размер. * * Этот метод не повышает точности размера, полученного на предшествующей обработке.
Р и с. 3.29. Влияние режимов резания на шероховатость поверхности С увеличением глубины резания шероховатость поверхности возрастает незначительно и практически ее можно не учитывать. Значительное влияние на шероховатость поверхности оказывает состояние режущей части инструмента: микронеровности режущей кромки инструмента ухудшают шероховатость обработанной поверхности; это особенно заметно при обработке протяжками, развертками или широкими резцами. Затупление режущего инструмента приводит к увеличению шероховатости обработанной поверхности. При обработке заготовок абразивным инструментом шероховатость поверхности снижается с уменьшением зернистости и повышением твердости шлифовального круга, повышением скорости резания, уменьшением продольной и поперечной подач. При обработке стали с высоким содержанием углерода (С > 0,5%) получается более чистая поверхность, чем при обработке низкоуглеродистой стали. Применение смазывающе-охлаждающей жидкости улучшает шероховатость обработанной поверхности. Одновременно повышается стойкость инструмента. Жесткость технологической системы значительно влияет на шероховатость и волнистость поверхности. Так, например, при точении нежесткого вала с установкой на центры наибольшая шероховатость поверхности получается примерно в средней части по длине вала. Недостаточная жесткость системы может быть причиной появления вибрации при резании и, как следствие, образования волнистой поверхности. Исходные заготовки из стали, полученные ковкой, литьем или прокатом, имеют поверхностный слой, состоящий из обезуглероженной зоны и переходной зоны, т. е. зоны с частичным обезуглероживанием. Например, заготовки, полученные горячей штамповкой, имеют обезуглероженный слой в пределах 150-300 мкм, а полученные свободной ковкой - от 500 до 1000 мкм. При обработке стальных заготовок резанием глубина деформации распространяется до 100-300 мкм. У чугунных заготовок глубина распространения деформации незначительна (до 15 мкм). При механической обработке металлов деформация поверхностного слоя сопровождается упрочнением (наклепом) этого слоя. С увеличением глубины резания и подачи глубина наклепанного слоя возрастает. Так, например, при черновом точении глубина наклепа составляет 200-500 мкм, при чистовом точении 25-30 мкм, при шлифовании 15-20 мкм и при очень тонкой обработке 1-2 мкм. С увеличением скорости резания глубина наклепа уменьшается. Это объясняется уменьшением продолжительности воздействия сил резания на деформируемый металл. 3.1.3.4. Методы измерения и оценки качества поверхности Оценка шероховатости поверхности в. цеховых условиях часто осуществляется визуально — осмотром обработанной поверхности и сравнением ее с аттестованным эталоном. Эталоны должны быть изготовлены из тех материалов, что и проверяемые детали, так как отражательная способность материалов различна. Визуальная оценка поверхности невооруженным глазом возможна в пределах шероховатости, соответствующей Rz = 320 —10 мкм. Применение микроскопа сравнения (модель МС-49) расширяет возможности этого метода контроля. Оптическая схема этого микроскопа построена так, что луч света от лампы проходит через призму в двух направлениях: один пучок света направляется на поверхность эталона и, отразившись от нее, проходит через призму и объектив и дает изображение поверхности эталона в одной половине поля зрения окуляра; другой пучок света направляется на поверхность контролируемой детали и, отразившись от нее, также проходит через призму и объектив и дает изображение поверхности детали в другой половине поля зрения окуляра. Сопоставляя качество контролируемой поверхности с эталоном, можно определить шероховатость обработанной поверхности. Микроскоп сравнения типа МС-49 дает увеличение в 10—50 раз и позволяет контролировать поверхности до шероховатости, соответствующей Rа == 0,04 — 0,16 мкм, не снимая детали со станка. Оценка шероховатости поверхности методом сравнения субъективна и может вызвать разногласия. Для непосредственных измерений высоты микронеровностей пользуются приборами: оптическими (двойной микроскоп, микроинтерферометр), щуповыми (профилометры, профилографы), пневматическими. Область применения некоторых измерительных средств приведена в табл.3.4.
Таблица 3.4   Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования...  ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|