
|
|
Классификация резцов по характеру обработкиСтр 1 из 7Следующая ⇒ Резцы Классификация резцов по характеру обработки черновые (Sо = 0,4…0,8 мм/об; t = 4…10 мм); получерновые; (Sо = 0,2…0,4 мм/об; t = 1,5…4 мм); чистовые (Sо = 0,2…,04 мм/об; t = 1,5…4 мм); для тонкого точения (Sо = 0,05…0,2 мм/об; t= 0,2…2 мм), где Sо – подача на оборот, t – глубина резания Классификация по конструкции головки прямые; отогнутые; оттянутые, когда режущее лезвие смещено относительно оси симметрии державки влево или вправо. изогнутые – ось резца изогнута в боковой проекции; Классификация по виду обработки проходные резцы для обработки наружных поверхностей тел вращения
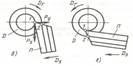
подрезные резцы для обработки торцовых поверхностей; расточные резцы для обработки внутренних поверхностей ( проходные, упорные, канавочные) отрезные резцы; прорезные торцовые; фасонные резцы для обработки деталей сложного профиля; резьбовые резцы для нарезания наружных и внутренних резьб Классификация по направлению движения подачи Правые – такие, у которыхпри наложении ладони правой руки на переднюю поверхность резца (указательный палец направлен к вершине резца), главная режущая кромка расположена со стороны большого пальца левые– такие, у которыхпри наложении ладони левой руки на переднюю поверхность резца (указательный палец направлен к вершине резца) главная режущая кромка расположена со стороны большого пальца. Радиальные -с поперечной подачей в радиальном направлении Тангенциальные -с подачей по касательной к обработанной поверхности.
Радиальный резец тангенциальный резец
Передний угол γ зависит от свойств обрабатываемого материала и материала инструмента. С увеличением прочности и твердости обрабатываемого материала оптимальный передний угол уменьшается, а с увеличением прочности инструментального материала – возрастает. Задний угол α служит для уменьшения трения между задней поверхностью и поверхностью резания. Чрезмерное увеличение заднего угла приводит к снижению прочности и ухудшению теплоотвода. Главный угол в плане φ влияет: на размеры поперечного сечения срезаемого слоя; на стойкость резца; на шероховатость обработанной поверхности. Угол наклона режущей кромки λ оказывает влияние: на направление схода стружки; на последовательность вступления в работу различных точек режущей кромки; на ее активную длину; на плавность врезания и выхода режущей кромки из контакта с заготовкой. Значения угла λ находятся в пределах −15° ≤ λ ≤ +45°.
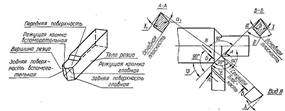
ССтружколомы При определенных условиях обработки (вязкий обрабатываемый материал, режимы резания и т.п.) образуется сливная (длинная непрерывная стружка). Это затрудняет процесс резания, опасно для станочника, создает проблемы со стружкоотводом и ее хранением. Для получения короткой стружки (обычно длиной в несколько сантиметров – рис.) используют стружколомание. Стружколомание и стружкозавивание необходимо при скоростном точении, при обработке труднообрабатываемых материалов и особенно на станках с ЧПУ и автоматических линиях. Виды стружколомания • В процессе резания благодаря правильно выбранным геометрии инструмента и параметрам режима резания
• От соприкосновения с задней поверхностью пластины или корпуса резца. Может привести к поломке режущей пластины
• При контакте с обрабатываемой деталью, что может привести к увеличению шероховатости • Стружка ломается о специальный стружколом, прикрепленный на режущий инструмент или станок.
Виды стружколомов: Уступы и лунки на передней поверхности, получаемые в процессе изготовления пластинки или инструмента. - Не универсальны, так как их параметры зависят от конкретных условий обработки (обрабатываемого материала, подачи). Накладные стружколомы - нерегулируемые, из твердого сплава и припаянные к передней поверхности пластины (г), - регулируемые - более эффективны при различных режимах обработки (д, е). -
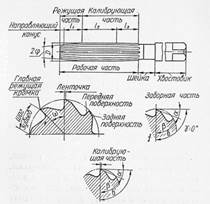
Протяжки – многолезвийный режущий инструмент, работающий с одним главным движением, как правило, поступательным (рис.1), реже вращательным (рис.2); движение подачи отсутствует. Протяжки применяют для обработки: - сквозных отверстий любой формы (рис.4), - прямых и винтовых (рис.5) канавок, - наружных поверхностей разнообразной формы, - зубчатых колес наружного и внутреннего зацепления Процесс резания осуществляется за счет увеличения высоты или ширины последующего зуба по отношению к предыдущему (рис.3). Увеличение высоты последующего зуба Sz называется подъемом на зуб. 1. Типы протяжек: Протяжки и прошивки Цельные и сборные С винтовым зубом Шлицевые протяжки Шпоночные протяжки Схема резания при протягивании определяет последовательность срезания припуска. Схему резания выбирают в зависимости от формы, размеров и качества обрабатываемой поверхности. Схема резания влияет на: конструкцию протяжки, ее длину, работоспособность, качество обработанной поверхности, производительность и экономичность процесса протягивания. Особенности одинарной схемы протягивания: Каждый зуб срезает слой толщиной az (рис.15) за счет превышения высоты последующего зуба по отношению к предыдущему. - для обеспечения схода стружки по передней поверхности, ее размещения и удаления необходимы стружкоразделительные канавки (рис.15); - срезаемая стружка имеет ребра жесткости, затрудняющие ее завивание; - тяжелые условия резания на уголках, т.к. мал угол профиля, следовательно и задний угол на вспомогательной режущей кромке; - меньше прочность и теплостойкость уголков; - большая ширина вынуждает назначать небольшую толщину срезаемого слоя, что приводит к увеличению удельных сил резания, увеличивает длину протяжки; - хуже заполнение стружечной канавки; - плохая форма стружкразделителей снижает стойкость. Достоинство – технологичность изготовления. Хвостовик служит для закрепления протяжки в патроне станка. Патроны разделяются на кулачковые, резьбовые и клиновые. Форма и размеры хвостовика (рис.19) определяются в зависимости от типа протяжки и посадочного отверстия патрона. Основные типы и размеры хвостовиков стандартизованы. Шейка обеспечивает необходимое для станка расстояние от торца протяжки до первого режущего зуба. Переходный конус облегчает ввод передней направляющей в отверстие заготовки. Передняя направляющая обеспечивает соосность инструмента и заготовки, что обеспечивает срезание равномерного припуска, исключает перекос детали. Режущая часть состоит из черновых и чистовых зубьев, срезающих припуск. - Черновые зубья срезают основную часть припуска и имеют одинаковый, максимальный для данной протяжки, подъем на зуб. - Чистовые зубья срезают поверхностный дефектный слой, плавно снижают силу протягивания за счет постепенного уменьшения подъема на зуб. Калибрующая часть окончательно фиксирует размер и является запасом на переточку. Калибрующие зубья имеют одинаковый диаметр. Задняя направляющая устраняет перекос детали во время выхода из работы последних зубьев. Цапфа выполняется для дополнительной опоры – люнета в тех случаях, когда возможен прогиб протяжки. У протяжек работающих на станках с автоматическим возвратом в рабочее положение, за задней направляющей расположен задний хвостовик под быстросменный патрон. Его форма аналогична форме переднего хвостовика
Размеры канавок стандартизованы (Рис.21).
Б) Канавка с радиусной спинкой используют при обработке материалов, дающих сливную стружку
В) Канавка с увеличенным шагом применяется при обработке прерывистых поверхностей или при необходимости увеличения шага без изменения размеров г) Канавки с неравномерным шагом позволяют избежать появления кольцевых рисок и улучшить качество обработки. Геометрия протяжки Задний угол a должен обеспечивать хорошие условия резания, уменьшая трение задней поверхности об обработанную поверхность. Значения заднего угла зависят от вида операции (черновая или чистовая) и типа протяжки. Для черновых зубьев a @ 30 +30` Для чистовых зубьев a @ 20 +15` Для калибрующих зубьев a @ 10 +15` Малое значение заднего угла у протяжек для внутренней обработки обеспечивает увеличение размерной стойкости протяжки. Увеличение угла a приводит к значительному изменению размеров зубьев в поперечном сечении при переточке. У наружных протяжек a = 100 , т.к. размерный износ в этом случае может быть компенсирован перестановкой протяжки относительно обрабатываемой поверхности. Передний угол γ выбирается в зависимости от обрабатываемого материала. Однако, заточка больших передних углов трудновыполнима, особенно у протяжек малого диаметра (рис.20). Если радиус шлифовального круга Rкр будет больше радиуса кривизны Rпр передней поверхности протяжки, то шлифовальный круг «завалит» режущую кромку протяжки. Для нормальной заточки требуется выполнение условия Rкр < Rпр
Спиральные сверла используются для обработки отверстий диаметром до 80 мм, обеспечивают точность, соответствующую 11…12 квалитету, и шероховатость Rz =40…160 мкм
Рабочая часть состоит из режущей части с двумя главными режущими кромками, которая предназначена для срезания всего припуска; направляющей части предназначенной для направления сверла в работе, обеспечивающей удаление стружки и служащей запасом на переточку. Хвостовик служит для закрепления сверла на станке. Может быть цилиндрическим (для сверл малого диаметра) или коническим. Конические хвостовики обеспечивают передачу большего крутящего момента, лучше центрируют и позволяют быструю установку. Шейка облегчает шлифование хвостовика. Лапка для облегчения выбивания сверла из патрона станка
Геометрия сверла
• Угол конуса при вершине 2φ определяет производительность и стойкость сверла. Играет роль главного угла в плане, подобно ему влияет на составляющие силы резания, длину режущей кромки и параметры сечения срезаемого слоя. При уменьшении 2φ сила подачи снижается, а крутящий момент возрастает. Длина режущей кромки увеличивается – отвод тепла улучшается. Толщина стружки уменьшается. Снижается прочность вершины сверла. Угол 2φ выбирается экспериментально в зависимости от обрабатываемого материала. Угол наклона винтовой стружечной канавки ω измеряется на наружном диаметре сверла От угла ω зависят: -сход стружки, с увеличением этого угла отвод стружки улучшается; -прочность и жесткость сверла, с увеличением ω жесткость на изгиб снижается, а жесткость на кручение возрастает; -величина переднего угла, с увеличением ω передний уголвозрастает. Передний угол γ главных режущих кромок в рабочей плоскости 0-0 (рис.3.) для каждой точки режущей кромки равняется углу наклона винтовой канавки на диаметре рассматриваемой точки: передний угол зависит от угла ω и уменьшается на режущей кромке от периферии к центру. На поперечной кромке передний угол имеет отрицательные значения. Задний угол a принято рассматривать в рабочей плоскости О-О (Рис.3.). Кинематический задний угол aρ (Рис.4.) определяют как угол между винтовой траекторией результирую-щего движения резания и касательной к задней поверхности aρi = ai – μi, где μi – угол скорости резания Угол скорости резания увеличивается с ростом подачи и уменьшением диаметра рассматриваемой точки. Для выравнивания кинематических задних углов инструмента.
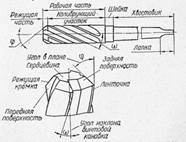
Зенкеры и зенковки Зенкеры (Рис. а) предназначены для повышения точности формы отверстий, полученных сверлением, отливкой, ковкой или штамповкой; обеспечивают точность, соответствующую 9…10 квалитету, и шероховатость Ra =6,3 мкм. Зенкеры бывают: хвостовые с цилиндрическим или коническим хвостовиком; насадные с коническим посадочным отверстием (конусность 1:30) и торцовой шпонкой пря предохранения от проворачивания в работе, Цельные, сборные.
Геометрия зенкера Угол при вершине 2фи является важным элементом зенкера и выбирается в пределах 90... 120°. Угол наклона винтовых канавок омега(W) оказывает существенное влияние на передний угол и процесс резания. Поэтому значение угла омега выбирается с учетом механических качеств обрабатываемого материала. Для обработки мягкой стали и алюминиевых сплавов омега =25...30°, для твердой стали омега=15...20°, для чугуна и бронзы омега =10°. Положение режущей кромки в плоскости, перпендикулярной к оси зенкера, определяется углом лямда. Этот угол наклона режущей кромки расположен между главной режущей кромкой зуба и осевой плоскостью, проходящей через вершину зуба. При расположении вершины зубьев ниже остальных точек режущей кромки угол лямда положительный, выше - отрицательный. Передний угол гамма зуба зенкера рассматривается в главной секущей плоскости и выбирается в зависимости от обрабатываемого материала. Задний угол а измеряется также в главной секущей плоскости и по длине режущей кромки увеличивается к оси и для зенкеров из быстрорежущей стали у периферии на наружном диаметре а = 8...10°. Для увеличения стойкости примен двойную заточку вводя дополнительный угол в плане =0,5фи. Зенкеры оснащённые пластинками из твёрдого сплава изготавл как цельными так и насадными. геометрия насадных зенкеров в основном не отлич от цельных. Для зенкеровании стали примен пластинки твёрдого сплава Т15К6, для чугуна ВК8. Зенкеры имеют направляющий цилиндрич стержень который обеспечивает соосность отверстия и обработку углублений. Заточка зенкера производится в основном по задней поверхности, хотя в отдельных случаях, зубья затыловываются, заточка производ по передней поверхн.
Развертки Развертка примен. для окончат. обраб. отверстий с целью получения повышенной точности. Развёртка представляет собой многолезвийноый инструмент который также как и сверло и зенкер вращ. вокруг своей оси и получают поступательное перемещение вдоль оси отверстия. Для получения повш точн. обраб. припуск снимают последовательно двумя развёртками: - предварительная снимает примерно 2/3 припуска - окончательная оставшуюся часть Развертывание выполняют для получения точных отверстий после сверления, зенкерования или растачивания. Достигается точность, соответствующая 6…9 квалитету, и шероховатость Ra = 0,32…1,25 мкм. Высокая точность и качество поверхности при развертывании обеспечиваются малыми припусками (0,05…0,25 мм для чистовых и 0,15…0,5 мм для черновых) и срезанием весьма тонких стружек, благодаря наличию у разверток сравнительно большого числа зубьев (6…14) и малого угла φ. Развертки бывают: Хвостовые и насадные; цилиндрические и конические; ручные и машинные; быстрорежущие и твердосплавные; цельные и сборные.
Конструкция развертки
Рис. Цельная цилиндрическая ручная развертка
Режущая часть Угол φ у ручных разверток – 10…20, что улучшает направление развертки при входе и уменьшает осевую силу; у машинных при обработке стали φ = 120…150; при обработке хрупких материалов (чугуна) φ = 30… 50.
Калибрующая часть состоит из двух участков: цилиндрического и участка с обратной конусностью. Длина цилиндрического участка около 75% от длины калибрующей части. Цилиндрический участок калибрует отверстие, а участок с обратной конусностью служит для направления развертки в работе. Обратная конусность уменьшает трение об обработанную поверхность и снижает разбивку. Т.к. при ручном развертывании разбивка меньше, то и угол обратной конусности меньше, чем у машинной развертки. При этом цилиндрический участок у ручных разверток может отсутствовать. Цилиндрическая ленточка на калибрующей части калибрует и выглаживает отверстие. Уменьшение ее ширины снижает стойкость развертки, однако повышает точность обработки и снижает шероховатость, т.к. уменьшает трение. Рекомендуемая ширина ленточки f = 0,08…0,5 мм в зависимости от диаметра развертки. Число зубьев z ограничивается их жесткостью. С увеличением z улучшается направление развертки (больше направляющих ленточек), повышаются точность и чистота отверстия, но снижается жесткость зуба и ухудшается отвод стружки. Z принимается четное - для облегчения контроля диаметра развертки. Канавки чаще выполняют прямыми, что упрощает изготовление и контроль. Для обработки прерывистых поверхностей целесообразно применять развертки с винтовым зубом. Направление канавок делается противоположным направлению вращения для избежания самозатягивания и заедания развертки. Задний угол выполняют небольшой (50…80) для повышения стойкости развертки. Режущую часть затачивают до остра а на калибрующей делают цилиндрическую ленточку для повышения размерной стойкости и улучшения направления в работе. Передний угол принимают равным нулю.
Фреза – многолезвийный режущий инструмент, выполненный в виде тела вращения, на образующей которого и (или) на торце расположены зубья. Предназначены для обработки плоскостей, пазов, прорезей, уступов, фасонных и винтовых поверхностей, нарезания резьб и т.д. Точность обработки – 7…9 квалитеты. Шероховатость обработанной поверхности - Ra =1,25 мкм. Главное движение при фрезеровании – вращение фрезы. Классификация фрез По расположению зубьев а) цилиндрические; б) торцовые; в) угловые; г) фасонные; д) дисковые двух- и трехсторонние; е) концевые; ж,з) шпоночные
По направлению зубьев С прямыми зубьями (Рис.1,д) С косыми зубьями (Рис.1,б) С винтовыми зубьями (Рис.2)
По конструкции Цельные, изготовленные из одного куска быстрорежущей стали (Рис.2). Составные, состоящие из отдельных цельных частей, в том числе фрезы комплектные Сборные, оснащены режущей частью в виде ножей из быстрорежущей стали, многогранными и круглыми пластинками из твердых сплавов или из сверхтвердых или керамических материалов. По конструкции зубьев Незатылованные – с прямолинейной образующей задней поверхности. Затылованные – с криволинейной образующей задней поверхности
Конструктивные параметры Диаметр фрезы da Наружные диаметры стандартизованы. Размерные ряды диаметров фрез составлены по геометрической прогрессии со знаменателем φ = 1,26; 1,58, равным знаменателю ряда частоты вращения шпинделя фрезерных станков. Это обеспечивает неизменность скорости резания при применении фрез любого диаметра. Уменьшение наружного диаметра способствует снижению машинного времени обработки. Однако при этом может снижаться жесткость оправки и прочность фрезы в сечении между окружностью впадин и посадочным отверстием. От диаметра фрезы зависят: отвод тепла, толщина стружки, число зубьев, диаметр посадочного отверстия. Диаметр посадочного отверстия D0 зависит от наружного диаметра и округляется до стандартного значения (16; 22; 27; 32; 40; 50 и 60 мм). Для фрез с мелкими зубьями для чистовой обработки диаметры оправок могут быть меньше, чем для фрез с крупными зубьями. Для фрез, оснащенных твердым сплавом, и для обработки труднообрабатываемых материалов диаметры оправок должны быть большими. Диаметр окружности впадин d1 Число зубьев выбирают из условия равномерности фрезерования с учетом эффективной мощности оборудования. Увеличение числа зубьев ведет к улучшению качества обработки, но растут энергозатраты на фрезерование, снижаются число возможных переточек фрезы, прочность зуба, размеры стружечной канавки, растут эксплуатационные затраты. Геометрия Передний угол γ зависит от физико-механических свойств обрабатываемого материала и режущей и прочностной характеристики инструментального материала. Задний угол a зависит от максимальной толщины срезаемого слоя amax С увеличением заднего угла возрастает износ режущей кромки в радиальном направлении, а от величины радиального износа зависит точность обработки. Для фрез из твердого сплава для получения малой шероховатости обрабатываемой поверхности задний угол рекомендуется 5…80. Угол наклона зубьев ω Улучшает равномерность фрезерования (ω= 10…150 ). Влияет на направление схода стружки. Позволяет получить положительные передние углы на торцовых зубьях дисковых двух- и трехсторонних фрез. Повышает стойкость фрезы вследствие увеличения кинематических передних углов. При этом можно уменьшить инструментальный передний угол в нормальном сечении и повысить прочность зуба, что позволяет увеличить в 1,5…2 раза подачу на зуб. Направление угла наклона зуба ω выбирают так, чтобы осевая составляющая силы резания была направлена в сторону шпинделя. Форма зубьев Форма зубьев должна обеспечивать прочность зуба, достаточное пространство для размещения стружки, допускать максимально возможное число переточек. Существует три основные формы незатылованных зубьев: трапецеидальная форма, параболическая форма и с двойной спинкой зуба (Рис.) Трапецеидальная форма проста в изготовлении, но зуб ослаблен. Применяется для фрез с мелким зубом. Угол тела зуба h = 47…520 (для концевых и прорезных – 30…400). Угол стружечной канавки υ = h +e. Фаска f = 0,5…2 мм. Радиус закругления дна впадины r =0,5…2 мм. Высота зуба h = 0,5…0,65 окружного шага зубьев. Параболическая форма обеспечивает повышенную прочность зуба на изгиб. Для изготовления требуются специальные фрезы. Применяется для фрез с малым числом зубьев. Форма зуба с двойной спинкой по прочности близка к параболической, но проще в изготовлении. Спинка образуется двойным фрезерованием угловой фрезой. Наиболее распространена.
Типы фрез Цилиндрические фрезы Применяются на горизонтально-фрезерных станках для обработки плоскостей. Фрезы с прямыми зубьями используются только для обработки узких плоскостей. Винтовой зуб повышает плавность работы, однако в этом случае возникают осевые усилия. Применение сдвоенных цилиндрических фрез с разнонаправленными винтовыми зубьями позволяет уравновесить осевые усилия, действующие на фрезы, в процессе резания. В месте стыка фрез предусматривается перекрытие режущих кромок одной фрезы режущими кромками другой для устранения недообработанных участков. Цилиндрические фрезы с винтовыми пластинками из твердого сплава дают хорошие результаты при обработке жаропрочных и коррозионно-стойких сталей и сплавов (по сравнению с быстрорежущи-ми фрезами обеспечивают повышение производитель-ности с одновременным повышением стойкости), но сложны в изготовлении. Стыки между напаянными пластинами оформляются в виде стружкоделителей и должны располагаться в шахматном порядке. Торцовые фрезы Применяются при обработке плоскостей и уступов на вертикально-фрезерных станках. Кроме торцовых режущих кромок имеет режущие кромки на образующей тела вращения. Достоинства торцовых фрез: Большой угол контакта, зависящий от диаметра фрезы и ширины фрезерования, обеспечивает равномерность фрезерования. Высокая производительность Проще оснастить твердым сплавом Угол в плане φ может изменяться в широких пределах (450…900). Его уменьшение обеспечивает виброустойчивость процесса и способствует повышению точности обработки.
Концевые фрезы Применяются для обработки пазов, уступов, прямоугольных пазов и т.д.
Концевые фрезы выполняют с цилиндрическим (диаметром 3…20 мм) хвостовиком или с конусом Морзе с резьбовым отверстием для затяжного болта. Концевые фрезы выпускают с нормальным или крупным зубом. Для повышения равномерности фрезерования у фрез с крупным зубом рекомендуется больший угол наклона винтовых канавок. Для снижения вибраций рекомендуется делать неравномерный окружной шаг зубьев.
При обработке пазов и уступов направление винтовых канавок противоположно направлению вращения, что обеспечивает лучший отвод стружки и положительный передний угол на торцовых зубьях.
При обработке плоскостей направление канавок совпадает с направлением вращения. В этом случае осевая составляющая силы резания направлена к шпинделю станка, а сход стружки обеспечивается от шпинделя. Для чернового фрезерования широких поверхностей и пазов с большими припусками предназначены концевые обдирочные (кукурузные) фрезы, зубья которых снабжены стружкораздели-тельными канавками, расположенными в шахматном порядке, обеспечивающими разделение стружки по ширине и способствующими гашению вибраций.
3.4. Шпоночные фрезы Особенность работы –фрезерование в несколько проходов, как в одну, так и в другую сторону, в конце каждого прохода осуществляется вертикальная подача. Для обеспечения жесткости длину режущей части делают равной трем наружным диаметрам при диаметре сердцевины до 0,3 диаметра фрезы. Канавки прямые или винтовые. Два зуба, один из торцовых зубьев делают равным половине диаметра фрезы, а второй стачивают у оси. Дисковые и пазовые фрезы Предназначены для фрезерования пазов и канавок
Прорезные (шлицевые) и отрезные (пилы) фрезы применяют для разрезки заготовок. Для уменьшения трения по боковым сторонам выполняют угол φ' = 15…30' Пазовые фрезы имеют зубья только на цилиндрической поверхности. Для уменьшения трения на торцах выполняется вспомогательный угол в плане φ1 = 1…2°.Для увеличения размерной стойкости на боковых сторонах оставляют фаски f =1…2 мм. Применяются для обработки неглубоких пазов.
Дисковые двух- и трехсторонние фрезы имеют главные режущие кромки на поверхности цилиндра и вспомогательные - на одном или обоих торцах. Для получения положительных передних углов на торцовых режущих кромках зубья выполняют с углом наклона ω= 10…15°. У трехсторонних фрез зубья делают разнонаправленными. Угловые фрезы Одноугловые с одной образующей, расположенной под углом к оси фрезы. Двуугловые с двумя образующими, расположенными под одинаковыми или различными углами к оси фрезы.
Сборные фрезы Оснащаются режущими элементами, перетачиваемыми в сборе или вне фрезы, или неперетачиваемыми пластинками.
Особенностифрез с перетачиваемыми ножами: Возможность создания оптимальной с точки зрения эксплуатации геометрической формы и размеров. Точность взаимного расположения режущих элементов различных зубьев определяется качеством заточки и установки. Особенностифрез с неперетачиваемыми режущими элементами: Фиксированное расположение пластин в корпусе фрезы. Геометрические параметры постоянны и определяются конструкцией фрезы. Точность взаимного расположения режущих элементов определяется точностью исполнения базовых поверхностей корпуса и сменных пластин. Наиболее простым и надежным способом крепления зубьев фрез из быстрорежущих сталей является применение рифлений, обеспечивающих компактность крепления, а значит и возможность размещения большого числа зубьев. Применяется для цилиндрических, торцовых и дисковых двух- и трехсторонних фрез.
Варианты крепления: а) клиновые нож и паз, рифления в осевом направлении. Регулировка возможна только в радиальном направлении; б,в) крепление клином позволяет производить регулировку размера и в осевом и в радиальном направлении; г) нож двойной клиновидности позволяет производить одновременное регулирование в осевом и радиальном направлениях. Затылованные фрезы
Затылованные фрезы применяются для обработки деталей фасонного профиля и имеют форму задней поверхности, обеспечивающие постоянство профиля режущей кромки при переточках. Переточка – простая операция, так как производится по передней поверхности. Однако при переточке с передней поверхности удаляется слой металла в 4…5 раз больший, чем при переточке незатылованных фрез по задней поверхности. Затылованные фрезы имеют меньшее число зубьев, что снижает их производительность и качество обработки. Условие затылования Кривые затылования должны обеспечить получение положительных задних углов в любой точке режущего лезвия и неизменность профиля после переточки. Для сохранения размеров профиля режущей кромки при переточках необходимо постоянство передних и задних углов. Если постоянство переднего угла обеспечивается самой заточкой, то сохранение заднего угла обеспечивает форма задней поверхности. Кривой с постоянным углом давления (угол давления кривой β – это угол между касательной к кривой и радиусом-вектором, проведенным в точку касания, β = 900 - α) является логарифмическая спираль, однако она не технологична. В качестве кривых для затылования, как правило, используют архимедову спираль, у которой приращение радиуса-вектора прямо пропорционально приращению полярного угла
Изменение угла давления, а следовательно и заднего угла фрезы с задней поверхностью, выполненной по архимедовой спирали, при переточках невелико. Что обеспечивает фактическое сохранение размеров профиля. Виды затылования Применяют три способа затылования: Радиальное - затыловочному резцу сообщается равномерное поступательное перемещение в радиальном направлении при одновременном равномерном вращении затылуемой фрезы; Угловое - суппорт затыловочного станка перемещается вдоль оси станка по копиру, а резец совершает возвратно-поступательное движение под углом τ к оси фрезы; Осевое – затыловочный резец перемещается параллельно оси фрезы. Поступательное перемещение затыловочному резцу задается кулачком.
Геометрия
Передний угол принимают равным нулю, чтобы профиль фрезы соответствовал профиля обрабатываемой детали. Задний угол на вершине получают путем затылования. Величина затылования К – падение архимедовой спирали в пределах углового шага, измеренное в радиальном направлении. Задний угол на вершине α принимают равным 10…120. Значение К округляют до значения стандартного ряда. Резьбонарезные резцы Резьбонарезные резцы – однолезвийный фасонный режущий инструмент, образующий профиль нарезаемой резьбы одновременно всеми точками режущей кромки. В процессе резания инструмент совершает относительно заготовки винтовое движение, ось которого совпадает с осью нарезаемой резьбы, а параметр – равен параметру резьбы. Резцы предназначены для нарезания внутренних и наружных резьб различного профиля. Достоинства резцов: простота конструкции и технологии изготовления; универсальность; точность расположения оси;
Типы резцов По виду нарезаемой резьбы: -метрические, -трапецеидальные, -трубные, -дюймовые и т. д. по конструкции: -стержневые (Рис. 2. а, в, г, ж) -круглые с кольцевой (Рис. 2. д) и винтовой нарезкой (Рис. 2. е), -призматические (Рис. 2. б); по форме режущей кромки: -однопрофильные (Рис.2. а, б, в, г), -многопрофильные (Рис.2. д, е,ж) – -резьбовые гребенки; по исполнению режущей части: -цельные (Рис.2 д, е), -составные (Рис.2 а), -сборные (Рис.2 в, г, ж); по виду работы: -черновые, -чистовые;
Схемы резания Форма и сечение срезаемого слоя для каждого реза зависят от последовательности срезания припуска, т.е. от схемы резания. Нарезание резьб мелкого модуля осуществляется за один проход. При нарезании однопрофильным резцом глубина резания tр равна высоте профиля резьбы h. При нарезании многопрофильным резцом (гребенкой) глубина резания уменьшается (рис.6):
где Р – шаг резьбы; l1 – длина режущей части. Многопроходное нарезание Радиальное врезание (рис.7) Достоинства: простой способ, высокая точность профиля, равномерный износ пластины. Недостат
Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем... Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор... Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот... ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|

 а) Канавка с прямолинейной спинкой применяется при обработке хрупких материалов, дающих мелкоэлементную стружку.
а) Канавка с прямолинейной спинкой применяется при обработке хрупких материалов, дающих мелкоэлементную стружку.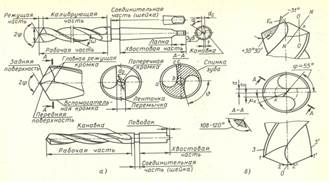

 Стандартные развертки делают с неравномерным окружным шагом с целью предупреждения появления в развертываемом отверстии продольных рисок. Из-за неоднородности обрабатываемого материала на зубьях развертки происходит периодическое изменение нагрузки, что ведет к отжиму развертки и появлению на обработанной поверхности следов в виде продольных рисок.
Стандартные развертки делают с неравномерным окружным шагом с целью предупреждения появления в развертываемом отверстии продольных рисок. Из-за неоднородности обрабатываемого материала на зубьях развертки происходит периодическое изменение нагрузки, что ведет к отжиму развертки и появлению на обработанной поверхности следов в виде продольных рисок.

 Недостаток - быстро теряют размер по ширине. Для сохранения размера применяют составные фрезы, регулируемые по ширине с помощью прокладок. Для перекрытия режущих кромок обе половинки соединяют в замок.
Недостаток - быстро теряют размер по ширине. Для сохранения размера применяют составные фрезы, регулируемые по ширине с помощью прокладок. Для перекрытия режущих кромок обе половинки соединяют в замок.
 возможность обработки конических резьб и резьб с переменным шагом.
возможность обработки конических резьб и резьб с переменным шагом.
 ,
,



