|
|
Классификация по конструкции головкипрямые; отогнутые; оттянутые, когда режущее лезвие смещено относительно оси симметрии державки влево или вправо. изогнутые – ось резца изогнута в боковой проекции; Классификация по виду обработки проходные резцы для обработки наружных поверхностей тел вращения
подрезные резцы для обработки торцовых поверхностей; расточные резцы для обработки внутренних поверхностей ( проходные, упорные, канавочные) отрезные резцы; прорезные торцовые; фасонные резцы для обработки деталей сложного профиля; резьбовые резцы для нарезания наружных и внутренних резьб Классификация по направлению движения подачи Правые – такие, у которыхпри наложении ладони правой руки на переднюю поверхность резца (указательный палец направлен к вершине резца), главная режущая кромка расположена со стороны большого пальца левые– такие, у которыхпри наложении ладони левой руки на переднюю поверхность резца (указательный палец направлен к вершине резца) главная режущая кромка расположена со стороны большого пальца. Радиальные -с поперечной подачей в радиальном направлении Тангенциальные -с подачей по касательной к обработанной поверхности.
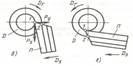
Радиальный резец тангенциальный резец
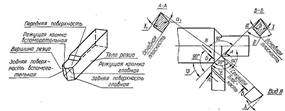
Передний угол γ зависит от свойств обрабатываемого материала и материала инструмента. С увеличением прочности и твердости обрабатываемого материала оптимальный передний угол уменьшается, а с увеличением прочности инструментального материала – возрастает. Задний угол α служит для уменьшения трения между задней поверхностью и поверхностью резания. Чрезмерное увеличение заднего угла приводит к снижению прочности и ухудшению теплоотвода. Главный угол в плане φ влияет: на размеры поперечного сечения срезаемого слоя; на стойкость резца; на шероховатость обработанной поверхности. Угол наклона режущей кромки λ оказывает влияние: на направление схода стружки; на последовательность вступления в работу различных точек режущей кромки; на ее активную длину; на плавность врезания и выхода режущей кромки из контакта с заготовкой. Значения угла λ находятся в пределах −15° ≤ λ ≤ +45°.
ССтружколомы При определенных условиях обработки (вязкий обрабатываемый материал, режимы резания и т.п.) образуется сливная (длинная непрерывная стружка). Это затрудняет процесс резания, опасно для станочника, создает проблемы со стружкоотводом и ее хранением. Для получения короткой стружки (обычно длиной в несколько сантиметров – рис.) используют стружколомание. Стружколомание и стружкозавивание необходимо при скоростном точении, при обработке труднообрабатываемых материалов и особенно на станках с ЧПУ и автоматических линиях. Виды стружколомания • В процессе резания благодаря правильно выбранным геометрии инструмента и параметрам режима резания
• От соприкосновения с задней поверхностью пластины или корпуса резца. Может привести к поломке режущей пластины
• При контакте с обрабатываемой деталью, что может привести к увеличению шероховатости • Стружка ломается о специальный стружколом, прикрепленный на режущий инструмент или станок.
Виды стружколомов: Уступы и лунки на передней поверхности, получаемые в процессе изготовления пластинки или инструмента. - Не универсальны, так как их параметры зависят от конкретных условий обработки (обрабатываемого материала, подачи). Накладные стружколомы - нерегулируемые, из твердого сплава и припаянные к передней поверхности пластины (г), - регулируемые - более эффективны при различных режимах обработки (д, е). -
Протяжки – многолезвийный режущий инструмент, работающий с одним главным движением, как правило, поступательным (рис.1), реже вращательным (рис.2); движение подачи отсутствует. Протяжки применяют для обработки: - сквозных отверстий любой формы (рис.4), - прямых и винтовых (рис.5) канавок, - наружных поверхностей разнообразной формы, - зубчатых колес наружного и внутреннего зацепления Процесс резания осуществляется за счет увеличения высоты или ширины последующего зуба по отношению к предыдущему (рис.3). Увеличение высоты последующего зуба Sz называется подъемом на зуб. 1. Типы протяжек: Протяжки и прошивки Цельные и сборные С винтовым зубом Шлицевые протяжки   Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все...  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|