
|
|
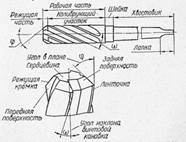
Конструктивные параметры сверлаДиаметр сверла D выбирается с учетом неизбежной разбивки обрабатываемого отверстия. Для уменьшения трения на направляющей части выполняют обратную конусность, т.е. диаметр сверла уменьшается от вершины к хвостовику. Угол обратного конуса φ΄@ 1΄… 4΄, больший угол недопустим из-за значительного изменения диаметра при переточках. Длина рабочей части l0 сверла зависит от глубины сверления и запаса на переточку l0 ≥ l + 3D (l – глубина отверстия). С увеличением длины рабочей части количество переточек сверла возрастает, но снижается жесткость сверла и стойкость между переточками. Для обработки прочных материалов желательно выбирать короткие сверла. Выемка по затылку зуба t выполняется для уменьшения трения сверла об обработанную поверхность, t =0,1…1,2 мм. Винтовые ленточки предназначены для направления сверла в процессе резания. Ширина ленточки f должна быть минимальной и выбирается в зависимости от диаметра сверла. f = 0,3…2,6 мм. Поперечная кромка – линия пересечения задних поверхностей двух зубьев сверла. Она характеризуется длиной и углом ψ между осью симметрии сверла и направлением проекции поперечной кромки на плоскость, перпендикулярную оси сверла. Ψ = 550 Поперечная кромка – неблагоприятный элемент конструкции сверла. Из-за наличия большого угла резания поперечная кромка не режет, а скоблит и выдавливает материал. Диаметр сердцевины dс влияет на прочность и жесткость сверла и на величину поперечной кромки. Увеличение dс с одной стороны повышает стойкость за счет увеличения жесткости, с другой стороны при этом увеличивается длина поперечной кромки – увеличивается работа резания, тепловыделение и стойкость снижается. Оптимальный d сопт обеспечивает максимальную стойкость сверла d сопт = (0,12…0,2)D. Для увеличения жесткости dс увеличивается от вершины к хвостовику, т.е. сердцевина выполняется конической. Стружечная канавка. Ее размеры и профиль выбираются из условия обеспечения прочности сверла и достаточного пространства для стружки. Профиль канавки создается профилем фасонной фрезы, накатных роликов или других инструментов, определяется графически или рассчитывается. Геометрия сверла
• Угол конуса при вершине 2φ определяет производительность и стойкость сверла. Играет роль главного угла в плане, подобно ему влияет на составляющие силы резания, длину режущей кромки и параметры сечения срезаемого слоя. При уменьшении 2φ сила подачи снижается, а крутящий момент возрастает. Длина режущей кромки увеличивается – отвод тепла улучшается. Толщина стружки уменьшается. Снижается прочность вершины сверла. Угол 2φ выбирается экспериментально в зависимости от обрабатываемого материала. Угол наклона винтовой стружечной канавки ω измеряется на наружном диаметре сверла От угла ω зависят: -сход стружки, с увеличением этого угла отвод стружки улучшается; -прочность и жесткость сверла, с увеличением ω жесткость на изгиб снижается, а жесткость на кручение возрастает; -величина переднего угла, с увеличением ω передний уголвозрастает. Передний угол γ главных режущих кромок в рабочей плоскости 0-0 (рис.3.) для каждой точки режущей кромки равняется углу наклона винтовой канавки на диаметре рассматриваемой точки: передний угол зависит от угла ω и уменьшается на режущей кромке от периферии к центру. На поперечной кромке передний угол имеет отрицательные значения. Задний угол a принято рассматривать в рабочей плоскости О-О (Рис.3.). Кинематический задний угол aρ (Рис.4.) определяют как угол между винтовой траекторией результирую-щего движения резания и касательной к задней поверхности aρi = ai – μi, где μi – угол скорости резания Угол скорости резания увеличивается с ростом подачи и уменьшением диаметра рассматриваемой точки. Для выравнивания кинематических задних углов инструмента.
Зенкеры и зенковки Зенкеры (Рис. а) предназначены для повышения точности формы отверстий, полученных сверлением, отливкой, ковкой или штамповкой; обеспечивают точность, соответствующую 9…10 квалитету, и шероховатость Ra =6,3 мкм. Зенкеры бывают: хвостовые с цилиндрическим или коническим хвостовиком; насадные с коническим посадочным отверстием (конусность 1:30) и торцовой шпонкой пря предохранения от проворачивания в работе, Цельные, сборные.
Геометрия зенкера Угол при вершине 2фи является важным элементом зенкера и выбирается в пределах 90... 120°. Угол наклона винтовых канавок омега(W) оказывает существенное влияние на передний угол и процесс резания. Поэтому значение угла омега выбирается с учетом механических качеств обрабатываемого материала. Для обработки мягкой стали и алюминиевых сплавов омега =25...30°, для твердой стали омега=15...20°, для чугуна и бронзы омега =10°. Положение режущей кромки в плоскости, перпендикулярной к оси зенкера, определяется углом лямда. Этот угол наклона режущей кромки расположен между главной режущей кромкой зуба и осевой плоскостью, проходящей через вершину зуба. При расположении вершины зубьев ниже остальных точек режущей кромки угол лямда положительный, выше - отрицательный. Передний угол гамма зуба зенкера рассматривается в главной секущей плоскости и выбирается в зависимости от обрабатываемого материала. Задний угол а измеряется также в главной секущей плоскости и по длине режущей кромки увеличивается к оси и для зенкеров из быстрорежущей стали у периферии на наружном диаметре а = 8...10°. Для увеличения стойкости примен двойную заточку вводя дополнительный угол в плане =0,5фи. Зенкеры оснащённые пластинками из твёрдого сплава изготавл как цельными так и насадными. геометрия насадных зенкеров в основном не отлич от цельных. Для зенкеровании стали примен пластинки твёрдого сплава Т15К6, для чугуна ВК8. Зенкеры имеют направляющий цилиндрич стержень который обеспечивает соосность отверстия и обработку углублений. Заточка зенкера производится в основном по задней поверхности, хотя в отдельных случаях, зубья затыловываются, заточка производ по передней поверхн.
Развертки Развертка примен. для окончат. обраб. отверстий с целью получения повышенной точности. Развёртка представляет собой многолезвийноый инструмент который также как и сверло и зенкер вращ. вокруг своей оси и получают поступательное перемещение вдоль оси отверстия. Для получения повш точн. обраб. припуск снимают последовательно двумя развёртками: - предварительная снимает примерно 2/3 припуска - окончательная оставшуюся часть Развертывание выполняют для получения точных отверстий после сверления, зенкерования или растачивания. Достигается точность, соответствующая 6…9 квалитету, и шероховатость Ra = 0,32…1,25 мкм. Высокая точность и качество поверхности при развертывании обеспечиваются малыми припусками (0,05…0,25 мм для чистовых и 0,15…0,5 мм для черновых) и срезанием весьма тонких стружек, благодаря наличию у разверток сравнительно большого числа зубьев (6…14) и малого угла φ. Развертки бывают: Хвостовые и насадные; цилиндрические и конические; ручные и машинные; быстрорежущие и твердосплавные; цельные и сборные.
Конструкция развертки
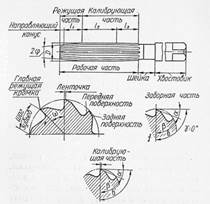
Рис. Цельная цилиндрическая ручная развертка
Режущая часть Угол φ у ручных разверток – 10…20, что улучшает направление развертки при входе и уменьшает осевую силу; у машинных при обработке стали φ = 120…150; при обработке хрупких материалов (чугуна) φ = 30… 50.
Калибрующая часть состоит из двух участков: цилиндрического и участка с обратной конусностью. Длина цилиндрического участка около 75% от длины калибрующей части. Цилиндрический участок калибрует отверстие, а участок с обратной конусностью служит для направления развертки в работе. Обратная конусность уменьшает трение об обработанную поверхность и снижает разбивку. Т.к. при ручном развертывании разбивка меньше, то и угол обратной конусности меньше, чем у машинной развертки. При этом цилиндрический участок у ручных разверток может отсутствовать. Цилиндрическая ленточка на калибрующей части калибрует и выглаживает отверстие. Уменьшение ее ширины снижает стойкость развертки, однако повышает точность обработки и снижает шероховатость, т.к. уменьшает трение. Рекомендуемая ширина ленточки f = 0,08…0,5 мм в зависимости от диаметра развертки. Число зубьев z ограничивается их жесткостью. С увеличением z улучшается направление развертки (больше направляющих ленточек), повышаются точность и чистота отверстия, но снижается жесткость зуба и ухудшается отвод стружки. Z принимается четное - для облегчения контроля диаметра развертки. Канавки чаще выполняют прямыми, что упрощает изготовление и контроль. Для обработки прерывистых поверхностей целесообразно применять развертки с винтовым зубом. Направление канавок делается противоположным направлению вращения для избежания самозатягивания и заедания развертки. Задний угол выполняют небольшой (50…80) для повышения стойкости развертки. Режущую часть затачивают до остра а на калибрующей делают цилиндрическую ленточку для повышения размерной стойкости и улучшения направления в работе. Передний угол принимают равным нулю.
Фреза – многолезвийный режущий инструмент, выполненный в виде тела вращения, на образующей которого и (или) на торце расположены зубья. Предназначены для обработки плоскостей, пазов, прорезей, уступов, фасонных и винтовых поверхностей, нарезания резьб и т.д. Точность обработки – 7…9 квалитеты. Шероховатость обработанной поверхности - Ra =1,25 мкм. Главное движение при фрезеровании – вращение фрезы. Классификация фрез По расположению зубьев а) цилиндрические; б) торцовые; в) угловые; г) фасонные; д) дисковые двух- и трехсторонние; е) концевые; ж,з) шпоночные
По направлению зубьев С прямыми зубьями (Рис.1,д) С косыми зубьями (Рис.1,б) С винтовыми зубьями (Рис.2)
По конструкции Цельные, изготовленные из одного куска быстрорежущей стали (Рис.2). Составные, состоящие из отдельных цельных частей, в том числе фрезы комплектные Сборные, оснащены режущей частью в виде ножей из быстрорежущей стали, многогранными и круглыми пластинками из твердых сплавов или из сверхтвердых или керамических материалов.   ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|

 Стандартные развертки делают с неравномерным окружным шагом с целью предупреждения появления в развертываемом отверстии продольных рисок. Из-за неоднородности обрабатываемого материала на зубьях развертки происходит периодическое изменение нагрузки, что ведет к отжиму развертки и появлению на обработанной поверхности следов в виде продольных рисок.
Стандартные развертки делают с неравномерным окружным шагом с целью предупреждения появления в развертываемом отверстии продольных рисок. Из-за неоднородности обрабатываемого материала на зубьях развертки происходит периодическое изменение нагрузки, что ведет к отжиму развертки и появлению на обработанной поверхности следов в виде продольных рисок.